
一种齿轮冲孔切边复合模及其方法.pdf

慧娇****文章

1/9

2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮冲孔切边复合模及其方法.pdf
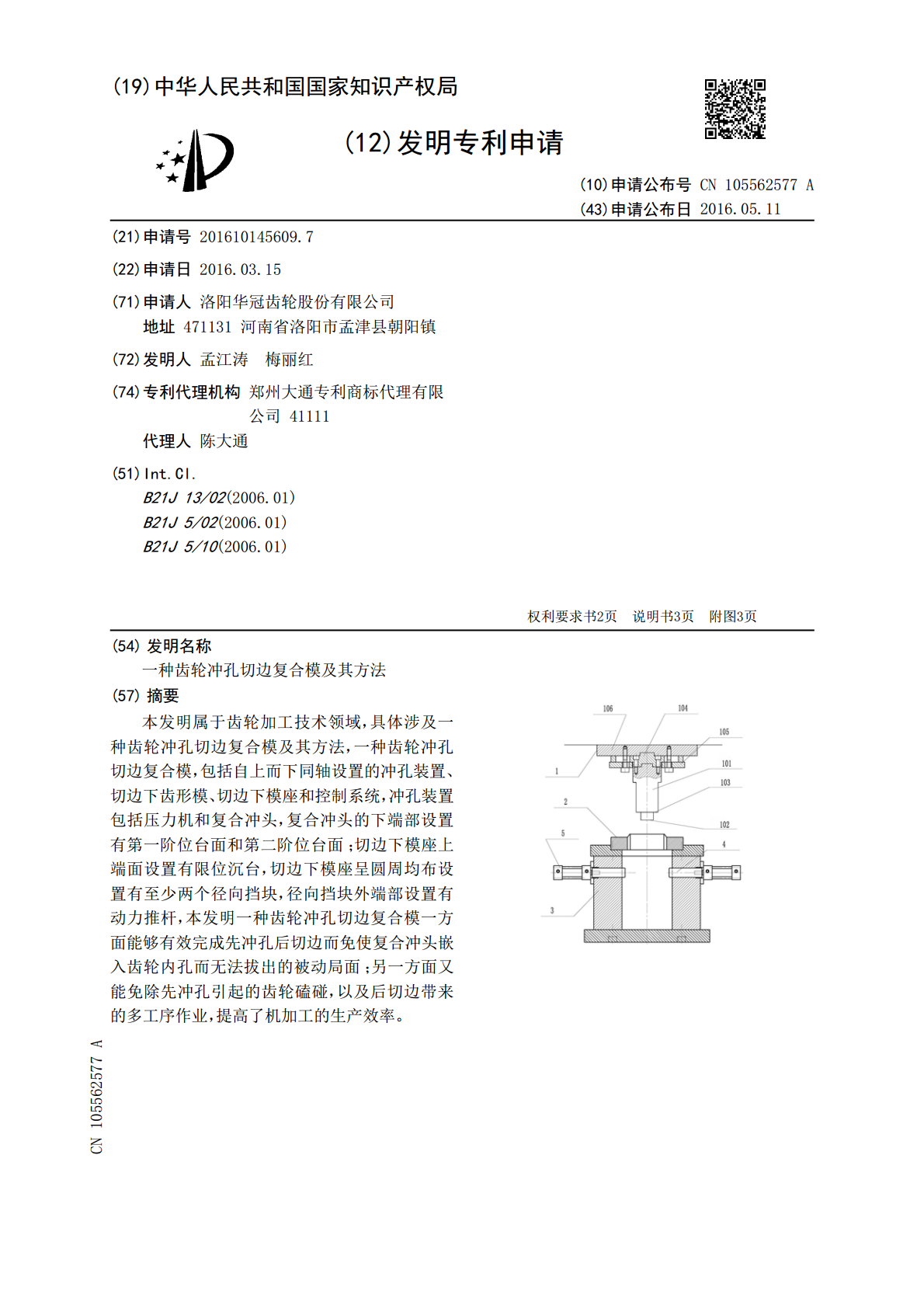
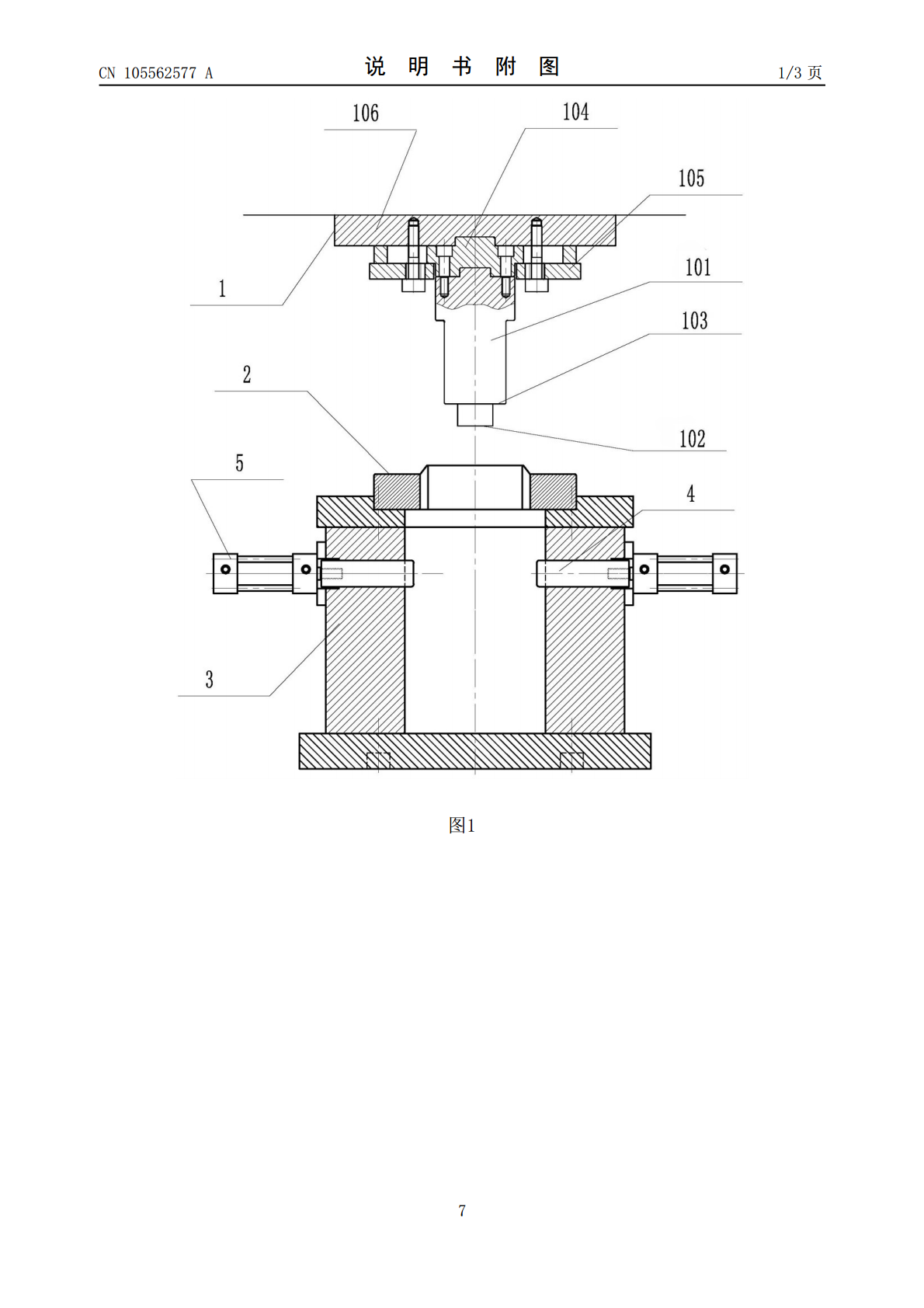
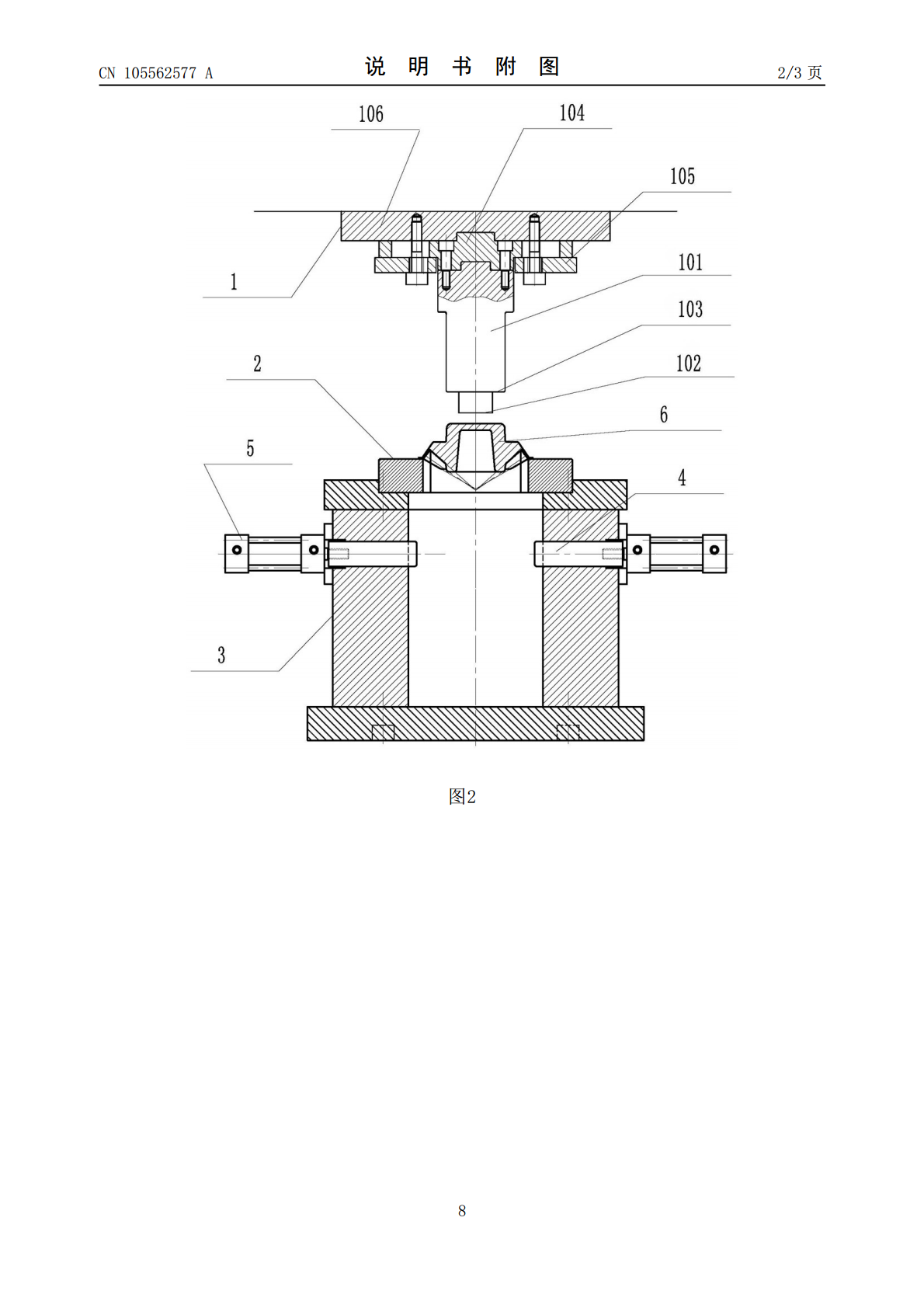
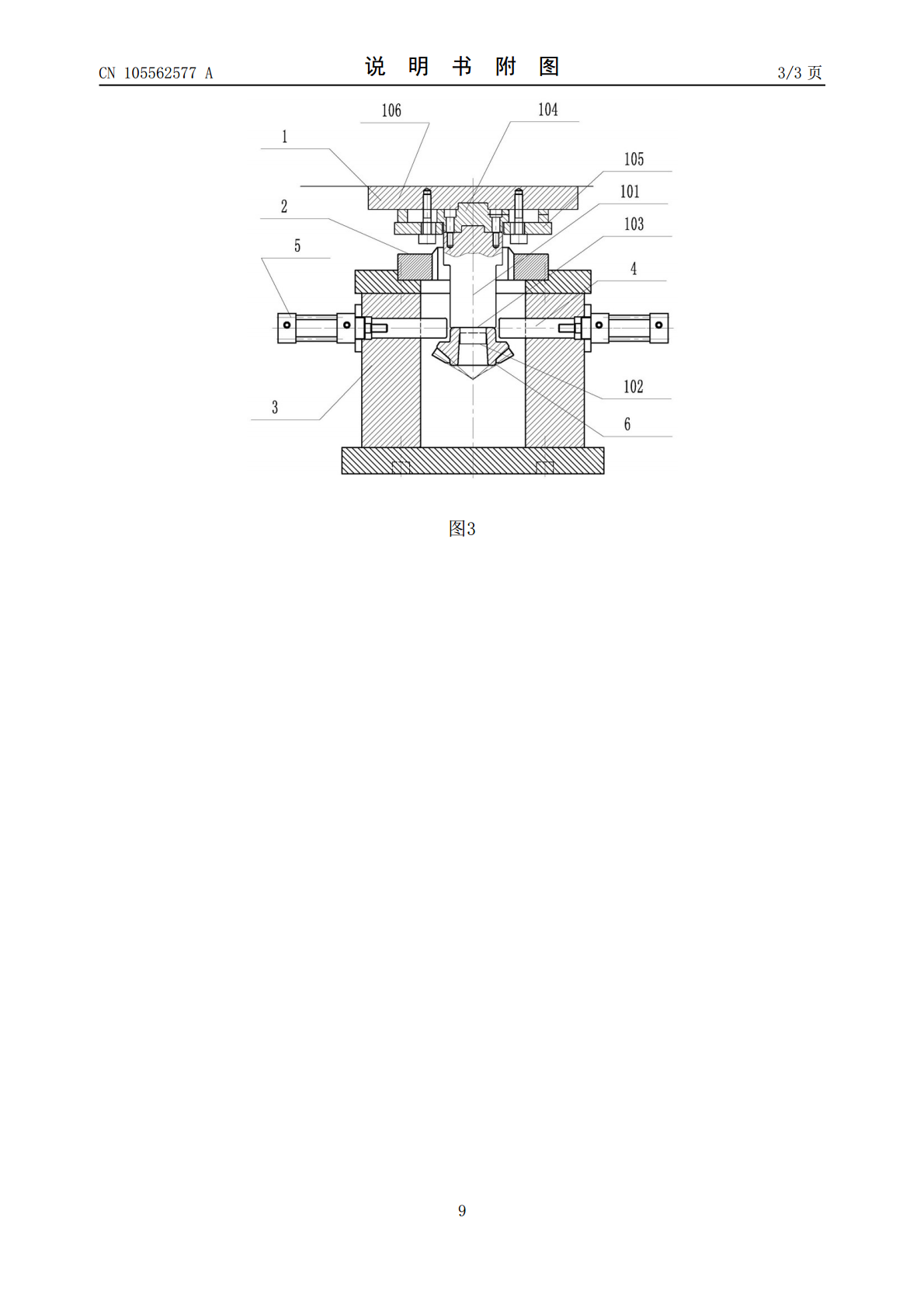
本发明属于齿轮加工技术领域,具体涉及一种齿轮冲孔切边复合模及其方法,一种齿轮冲孔切边复合模,包括自上而下同轴设置的冲孔装置、切边下齿形模、切边下模座和控制系统,冲孔装置包括压力机和复合冲头,复合冲头的下端部设置有第一阶位台面和第二阶位台面;切边下模座上端面设置有限位沉台,切边下模座呈圆周均布设置有至少两个径向挡块,径向挡块外端部设置有动力推杆,本发明一种齿轮冲孔切边复合模一方面能够有效完成先冲孔后切边而免使复合冲头嵌入齿轮内孔而无法拔出的被动局面;另一方面又能免除先冲孔引起的齿轮磕碰,以及后切边带来的多工

切边冲孔复合模的设计与制造.doc
杯形件切边冲孔复合模的设计与制造摘要该模具用于生产杯形件,完成切边冲孔复合工序,压力机选用J23-10,他的工作原理是:将拉伸后的半成品件放入模具内,用定位销钉定位,在压力机的作用下合模,将工件压入凹模内完成冲孔切边工序。开模后,工件留在下模上通过推杆和弹簧将工件推出。关键字:复合,定位销钉,推杆AbstractThemouldpartsusedintheproductionofglass,trimmingpunchingmachineselectionprocess,composite,they-10w
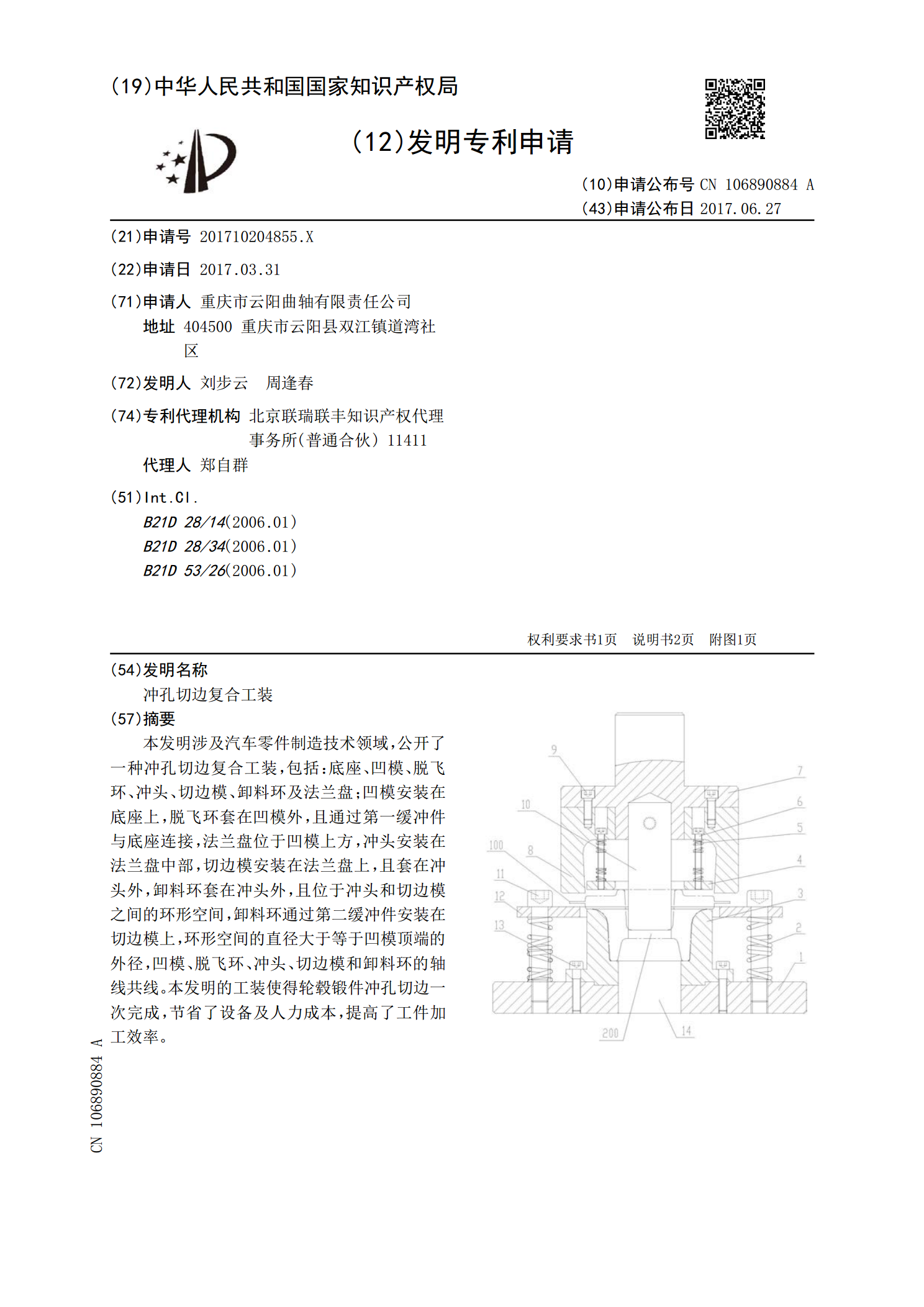
冲孔切边复合工装.pdf
本发明涉及汽车零件制造技术领域,公开了一种冲孔切边复合工装,包括:底座、凹模、脱飞环、冲头、切边模、卸料环及法兰盘;凹模安装在底座上,脱飞环套在凹模外,且通过第一缓冲件与底座连接,法兰盘位于凹模上方,冲头安装在法兰盘中部,切边模安装在法兰盘上,且套在冲头外,卸料环套在冲头外,且位于冲头和切边模之间的环形空间,卸料环通过第二缓冲件安装在切边模上,环形空间的直径大于等于凹模顶端的外径,凹模、脱飞环、冲头、切边模和卸料环的轴线共线。本发明的工装使得轮毂锻件冲孔切边一次完成,节省了设备及人力成本,提高了工件加工效
切边冲孔复合模的设计与制造大学论文.doc
杯形件切边冲孔复合模的设计与制造23摘要该模具用于生产杯形件,完成切边冲孔复合工序,压力机选用J23-10,他的工作原理是:将拉伸后的半成品件放入模具内,用定位销钉定位,在压力机的作用下合模,将工件压入凹模内完成冲孔切边工序。开模后,工件留在下模上通过推杆和弹簧将工件推出。关键字:复合,定位销钉,推杆AbstractThemouldpartsusedintheproductionofglass,trimmingpunchingmachineselectionprocess,composite,they-1

切边冲孔复合模的设计与制造大学论文.doc
杯形件切边冲孔复合模的设计与制造摘要该模具用于生产杯形件,完成切边冲孔复合工序,压力机选用J23-10,他的工作原理是:将拉伸后的半成品件放入模具内,用定位销钉定位,在压力机的作用下合模,将工件压入凹模内完成冲孔切边工序。开模后,工件留在下模上通过推杆和弹簧将工件推出。关键字:复合,定位销钉,推杆AbstractThemouldpartsusedintheproductionofglass,trimmingpunchingmachineselectionprocess,composite