
一种一体式异形薄壁壳体的加工工艺.pdf

慧红****ad

1/9

2/9

3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种一体式异形薄壁壳体的加工工艺.pdf
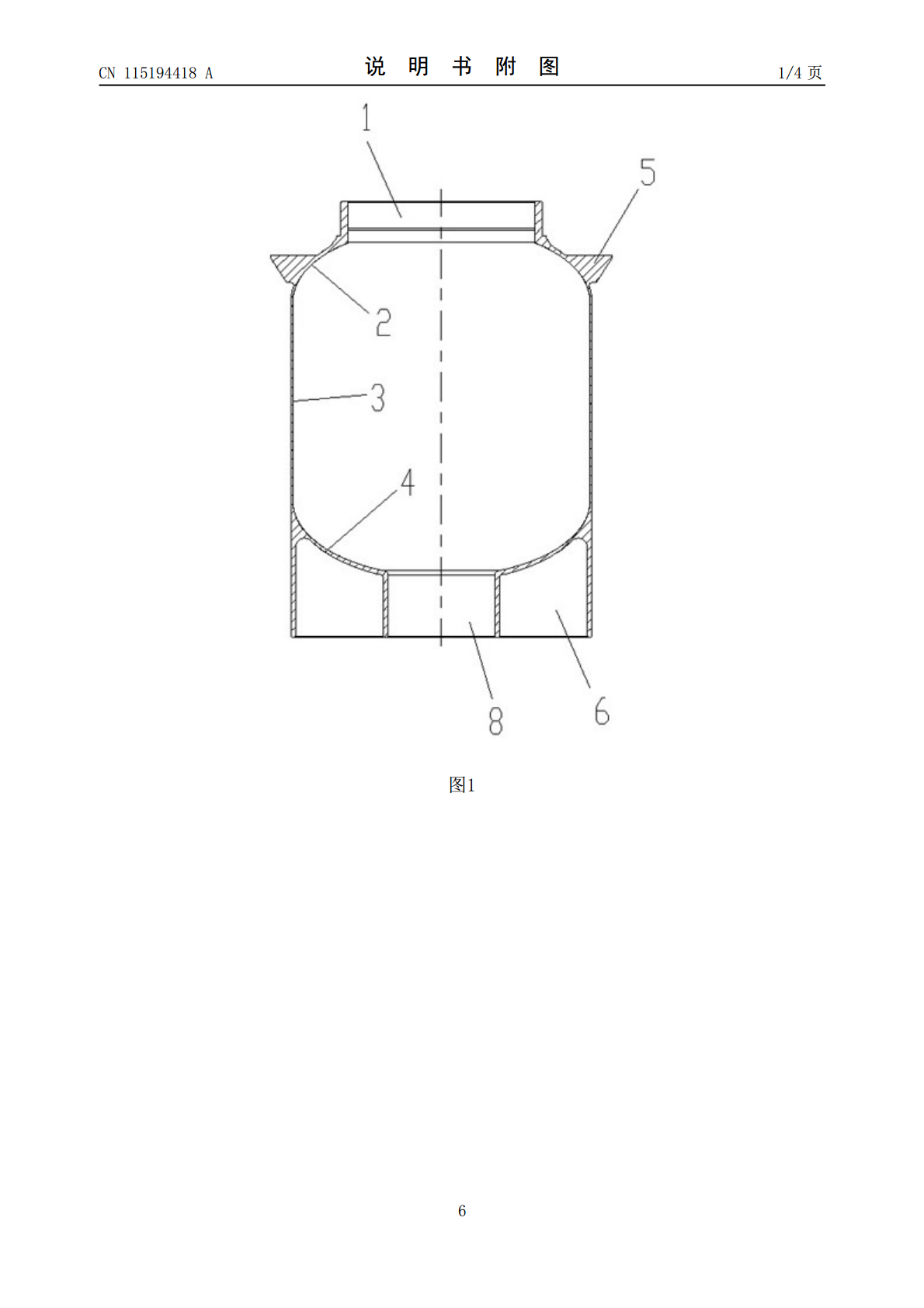
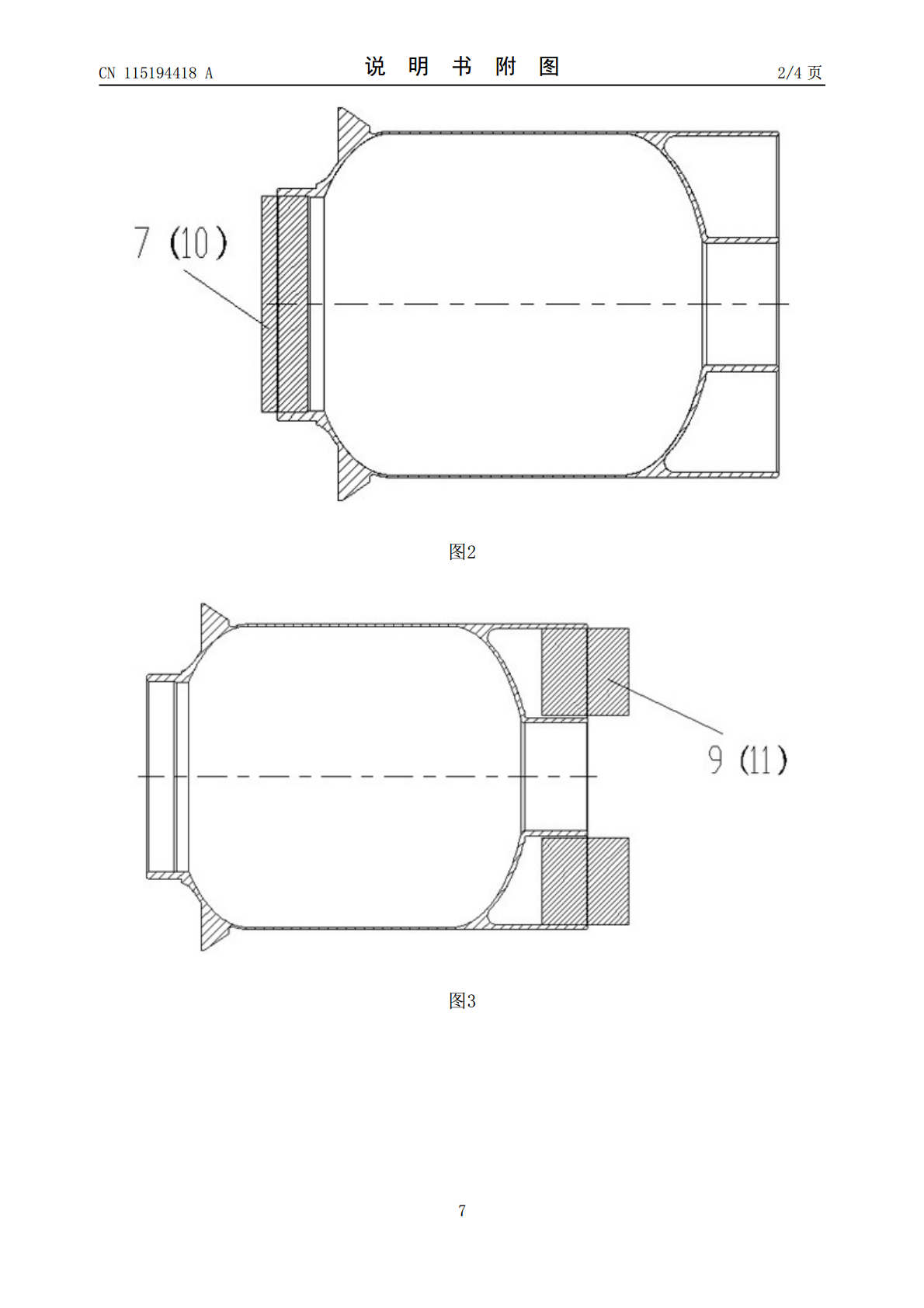
本发明涉及一种一体式异形薄壁壳体的加工工艺,包括以下步骤:S1、分别对锻钢圆坯两端进行粗车外圆、粗镗内孔,形成工件的大小头,各自预留加工余量;S2、小头周向粗铣搭子,大头端面粗铣端面槽;S3、调质热处理;S4、半精车大头内孔和端面槽;S5、小头内孔进行半精镗;S6、精车大头内孔和端面槽;S7、小头内孔分多步精镗,分别对各段进行镗孔,先进行喉口段和主孔段的镗直孔,再进行上圆弧段和下圆弧段的精镗孔,所述上圆弧段采用反镗刀进行镗孔,所述下圆弧段采用正镗刀进行镗孔;S8、精车大头外圆和小头外圆;S9、精铣搭子。本
一种薄壁壳体的加工工艺.pdf
本发明公开了一种薄壁壳体的加工工艺,包括以下步骤,步骤1.制作内保护套与外保护套;步骤2.对原料进行粗加工,得到第一加工件;步骤3.对第一加工件进行应力释放操作,得到第二加工件;步骤4.对第二加工件进行精加工,得到成品;本发明在加工工件外侧设置保护套,为精加工提供了一定的支撑力,避免工件产生形变,也减少了刀屑划痕;增设通孔或者凹槽,可以有效地固定工件,无需利用设备对工件进行;判断第一加工件表面翘曲度后再增开应力释放槽,有助于零件应力均匀释放,从而抑制零件变形。

异形薄壁件加工工艺优化研究.docx
异形薄壁件加工工艺优化研究随着现代工业的不断发展,各种新材料应运而生,并广泛应用于多个领域。其中薄壁件材料具有重要的地位和应用价值。然而,由于薄壁件材料的性质和特点,其加工难度相对较大,常常需要采用独特的加工工艺。本文将介绍异形薄壁件加工工艺的优化研究。一、异形薄壁件特点及加工难度异形薄壁件通常指具有非规则形状和薄壁结构的零部件。这类零部件在结构中起到重要的作用,广泛应用于汽车、航空、电子、船舶等领域。相比于普通薄壁件,异形薄壁件的加工难度更大,主要表现在以下几个方面:1.形状复杂。异形薄壁件通常采用非规

薄壁壳体加工技术及工艺研究.docx
薄壁壳体加工技术及工艺研究摘要:本篇论文对薄壁壳体加工技术及工艺进行了全面的讨论和分析。首先,我们介绍了薄壁壳体的概念和应用领域。然后,从技术和工艺两个方面探讨了薄壁壳体加工的关键技术和注意事项,并对目前常用的加工方法进行了介绍和分析。最后,我们总结了薄壁壳体加工技术的发展趋势和不足之处,并提出了一些改进方案。关键词:薄壁壳体;加工技术;加工工艺;发展趋势;改进方案。1.背景介绍薄壁壳体指的是壁厚小于等于3mm的高强度薄壳结构。目前,薄壁壳体在航空、汽车、船舶、电子设备等领域得到了广泛应用,其结构轻、强度

一种薄壁壳体零件的数控加工工艺研究.docx
一种薄壁壳体零件的数控加工工艺研究一种薄壁壳体零件的数控加工工艺研究摘要:薄壁壳体零件在机械加工行业中应用广泛。本文旨在研究一种针对薄壁壳体零件的数控加工工艺,通过对加工过程的模拟分析和实际加工试验,探索最佳的数控加工参数和方法,以提高薄壁壳体零件的加工质量和效率。研究结果表明,优化的数控加工工艺可以显著减少加工误差和变形,提高零件精度和表面质量。关键词:薄壁壳体零件;数控加工工艺;加工质量;加工效率引言:随着现代工业的发展,对零件加工精度和效率的要求越来越高,尤其是对薄壁壳体零件的加工。薄壁壳体零件通常