
一种薄壁壳体的数控车加工方法.pdf

一吃****瀚文

1/8
2/8

3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄壁壳体的数控车加工方法.pdf
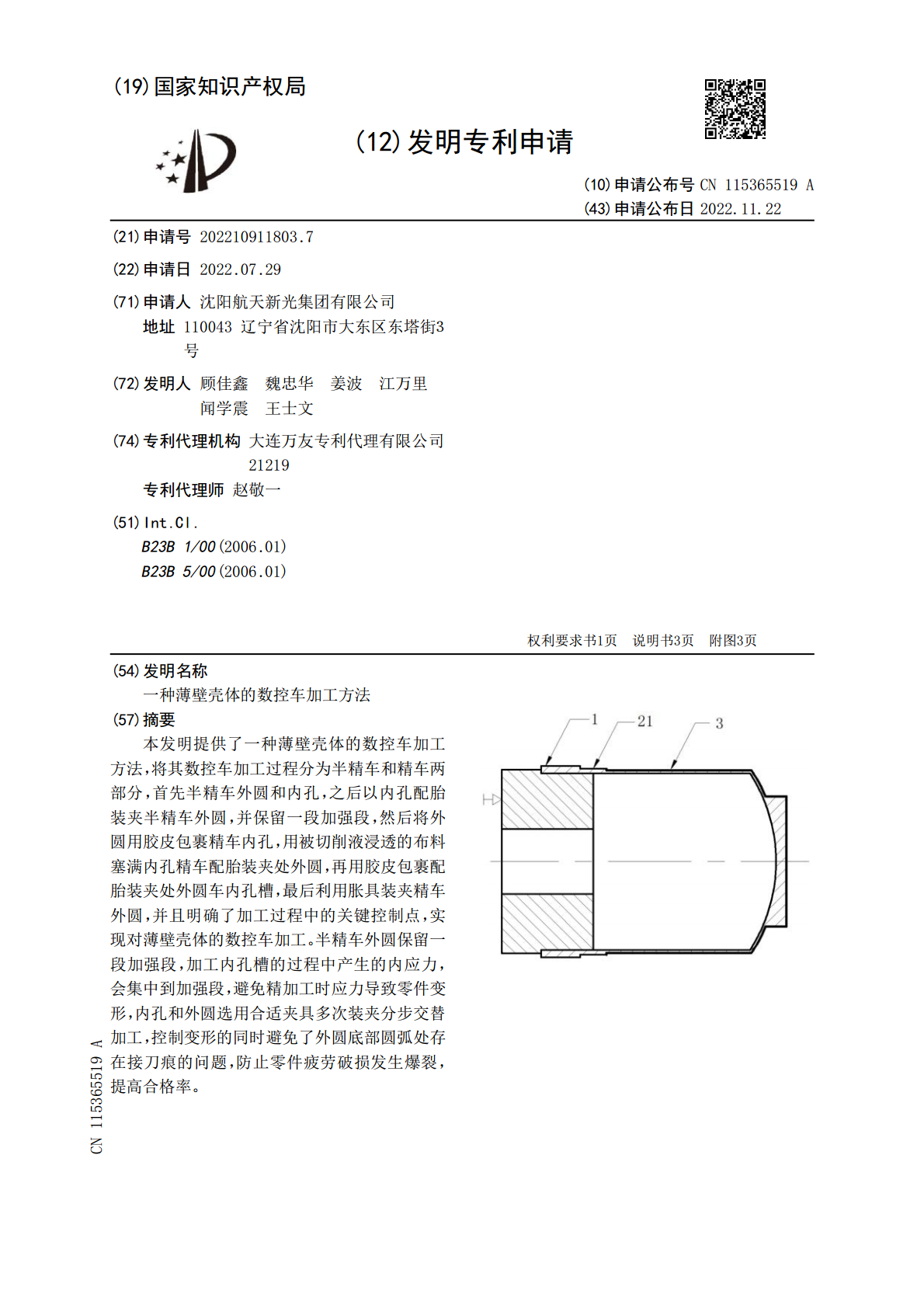
本发明提供了一种薄壁壳体的数控车加工方法,将其数控车加工过程分为半精车和精车两部分,首先半精车外圆和内孔,之后以内孔配胎装夹半精车外圆,并保留一段加强段,然后将外圆用胶皮包裹精车内孔,用被切削液浸透的布料塞满内孔精车配胎装夹处外圆,再用胶皮包裹配胎装夹处外圆车内孔槽,最后利用胀具装夹精车外圆,并且明确了加工过程中的关键控制点,实现对薄壁壳体的数控车加工。半精车外圆保留一段加强段,加工内孔槽的过程中产生的内应力,会集中到加强段,避免精加工时应力导致零件变形,内孔和外圆选用合适夹具多次装夹分步交替加工,控制变

一种薄壁壳体零件的数控加工工艺研究.docx
一种薄壁壳体零件的数控加工工艺研究一种薄壁壳体零件的数控加工工艺研究摘要:薄壁壳体零件在机械加工行业中应用广泛。本文旨在研究一种针对薄壁壳体零件的数控加工工艺,通过对加工过程的模拟分析和实际加工试验,探索最佳的数控加工参数和方法,以提高薄壁壳体零件的加工质量和效率。研究结果表明,优化的数控加工工艺可以显著减少加工误差和变形,提高零件精度和表面质量。关键词:薄壁壳体零件;数控加工工艺;加工质量;加工效率引言:随着现代工业的发展,对零件加工精度和效率的要求越来越高,尤其是对薄壁壳体零件的加工。薄壁壳体零件通常

一种高温合金薄壁机匣数控车加工方法.pdf
一种高温合金薄壁机匣数控车加工方法,其特征在于:在编制数控加工程序时,采用循环程序和轮廓程序两种方式结合,在循环程序中直接设定切削深度,机床操作者不能随意改动;最后一刀采用轮廓程序,保证零件的粗糙度和加工精度;数控程序走刀路线:在循环程序中采用对称切削的新式加工方法,先车加工外圆再对称车加工内孔;先车加工安装边上方再对称车加工安装边下方;合理的设置切削余量。本发明的优点:本发明所述的高温合金薄壁机匣数控车加工方法,进行机匣、叶盘类零件的数控车削加工,保证了零件车削加工的尺寸及精度,缩短零件加工时间,降低加
一种薄壁壳体的加工工艺.pdf
本发明公开了一种薄壁壳体的加工工艺,包括以下步骤,步骤1.制作内保护套与外保护套;步骤2.对原料进行粗加工,得到第一加工件;步骤3.对第一加工件进行应力释放操作,得到第二加工件;步骤4.对第二加工件进行精加工,得到成品;本发明在加工工件外侧设置保护套,为精加工提供了一定的支撑力,避免工件产生形变,也减少了刀屑划痕;增设通孔或者凹槽,可以有效地固定工件,无需利用设备对工件进行;判断第一加工件表面翘曲度后再增开应力释放槽,有助于零件应力均匀释放,从而抑制零件变形。

一种大型薄壁舱段壳体加工方法及夹具.pdf
本发明涉及一种大型薄壁舱段壳体加工方法,包括如下步骤:铸造壳体时在壳体外形上预留基准凸台,粗加工划线基准,找平壳体前后端面,进行粗加工;根据上述第一步的加工基准,粗加工外形内腔,加工完成后进行时效处理,检测壳体的时效处理前、后形位公差变形量;根据壳体变形规律分析壳体异形端各部分余量,判断是否需要借量,完成半精加工壳体的外形和内腔,加工完成后进行时效处理;检测壳体第四步中时效处理前、后形位公差的变形量,进一步摸索壳体变形规律,完成壳体的精加工;终检壳体所有尺寸,合格后入库。本发明还涉及一种基于上述方法使用的