
一种宽厚板轧机轧制高强度宽薄板降低瓢曲率的方法.pdf

是你****盟主


1/8

2/8
3/8

4/8
5/8
6/8

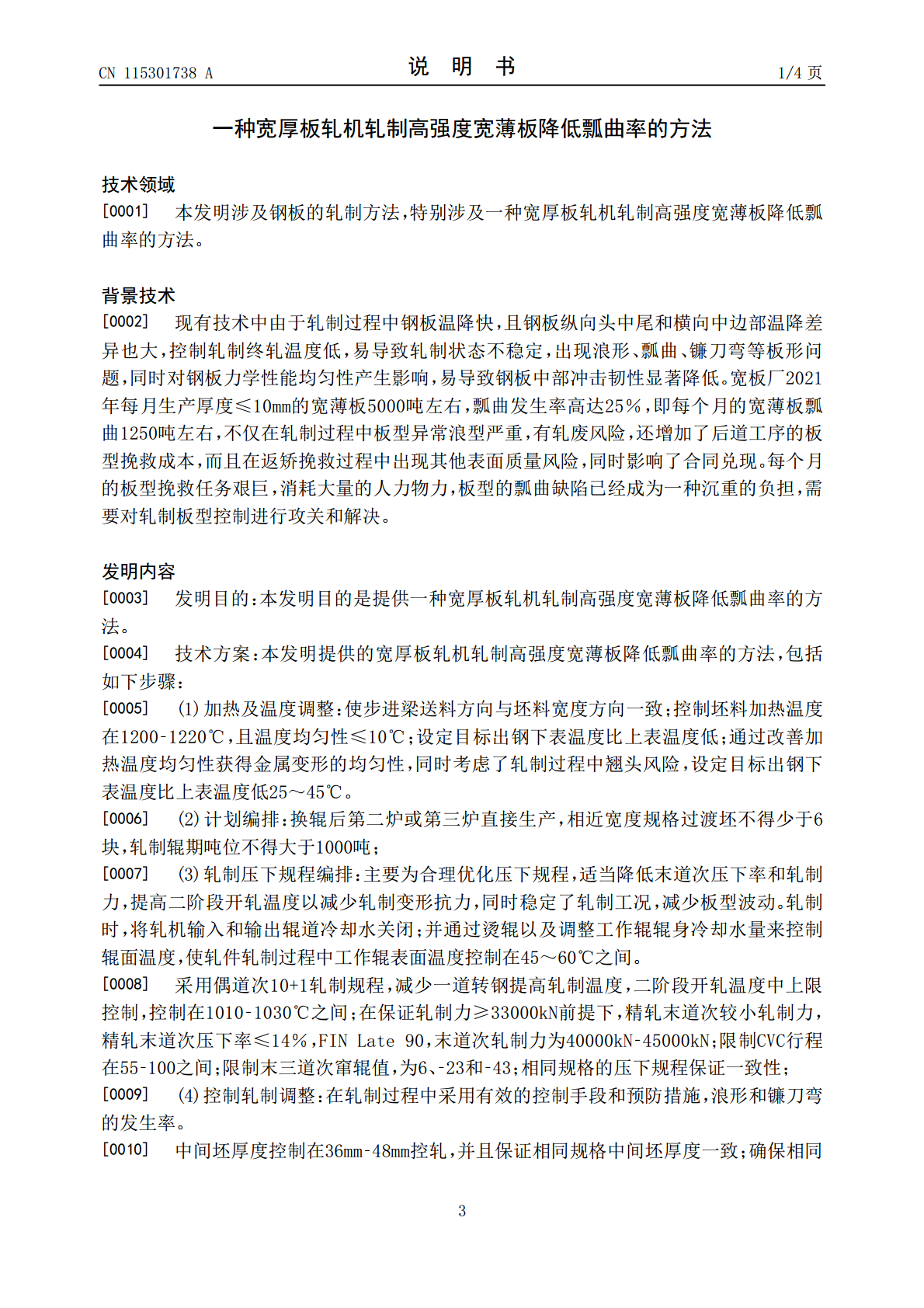
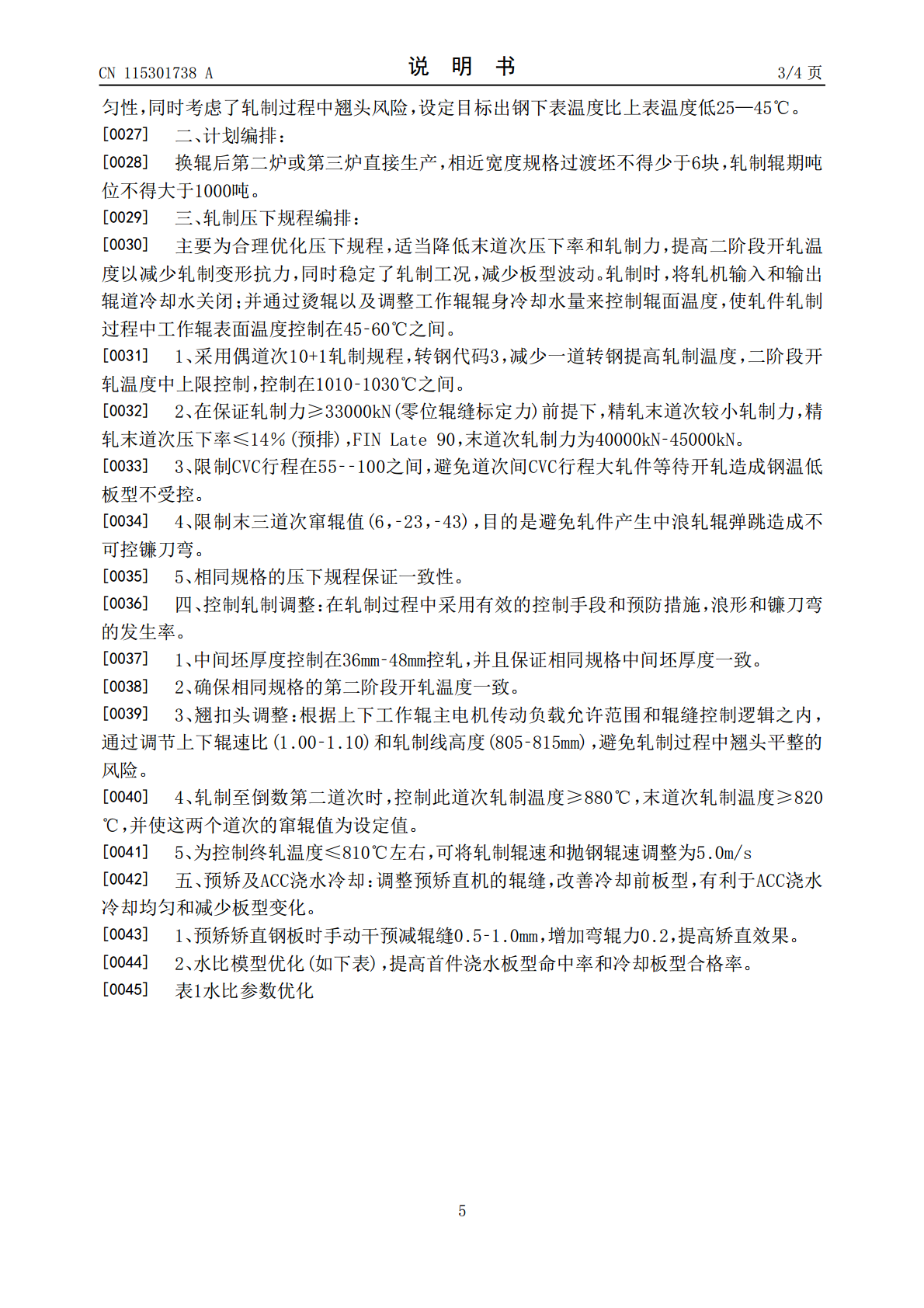
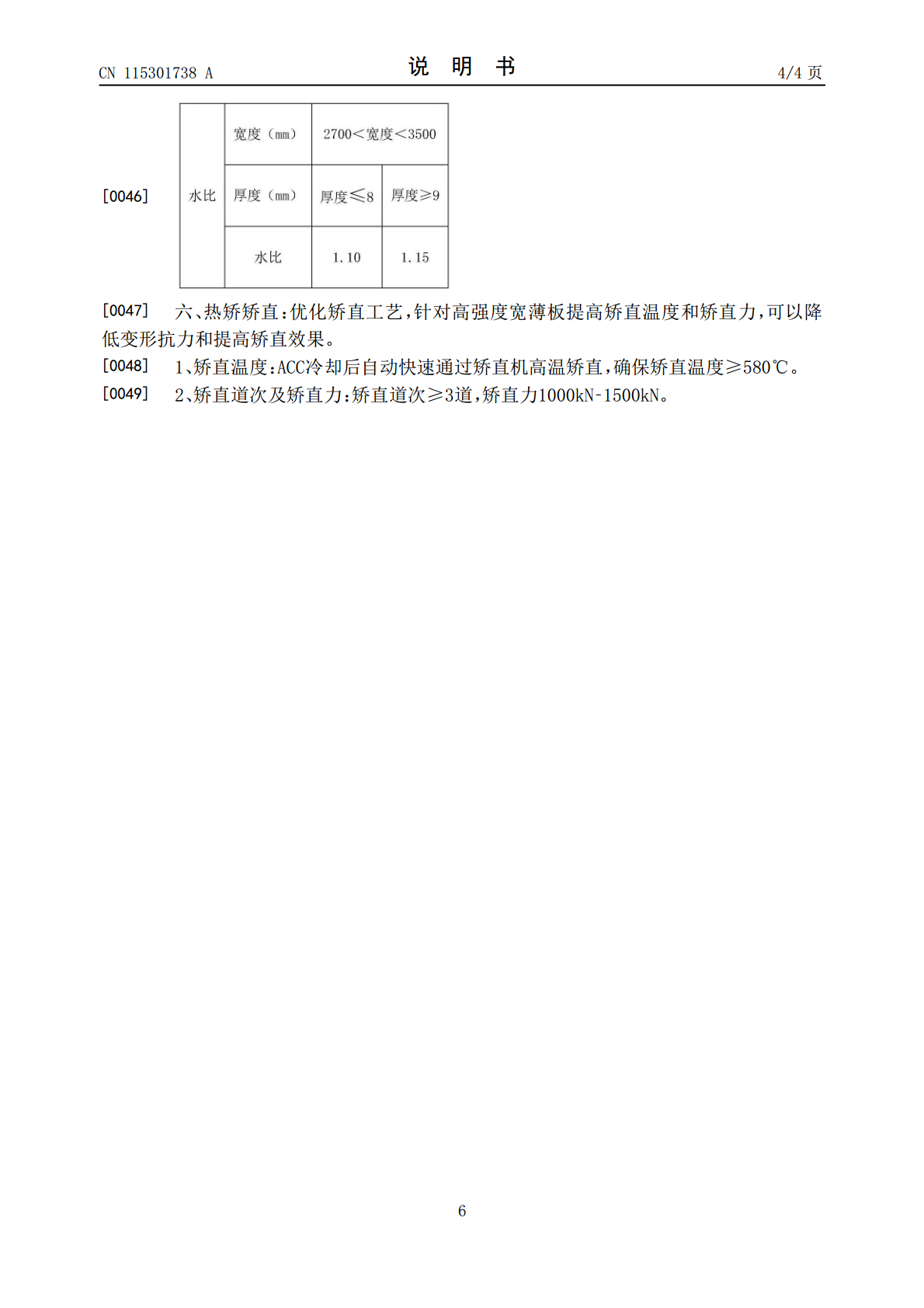
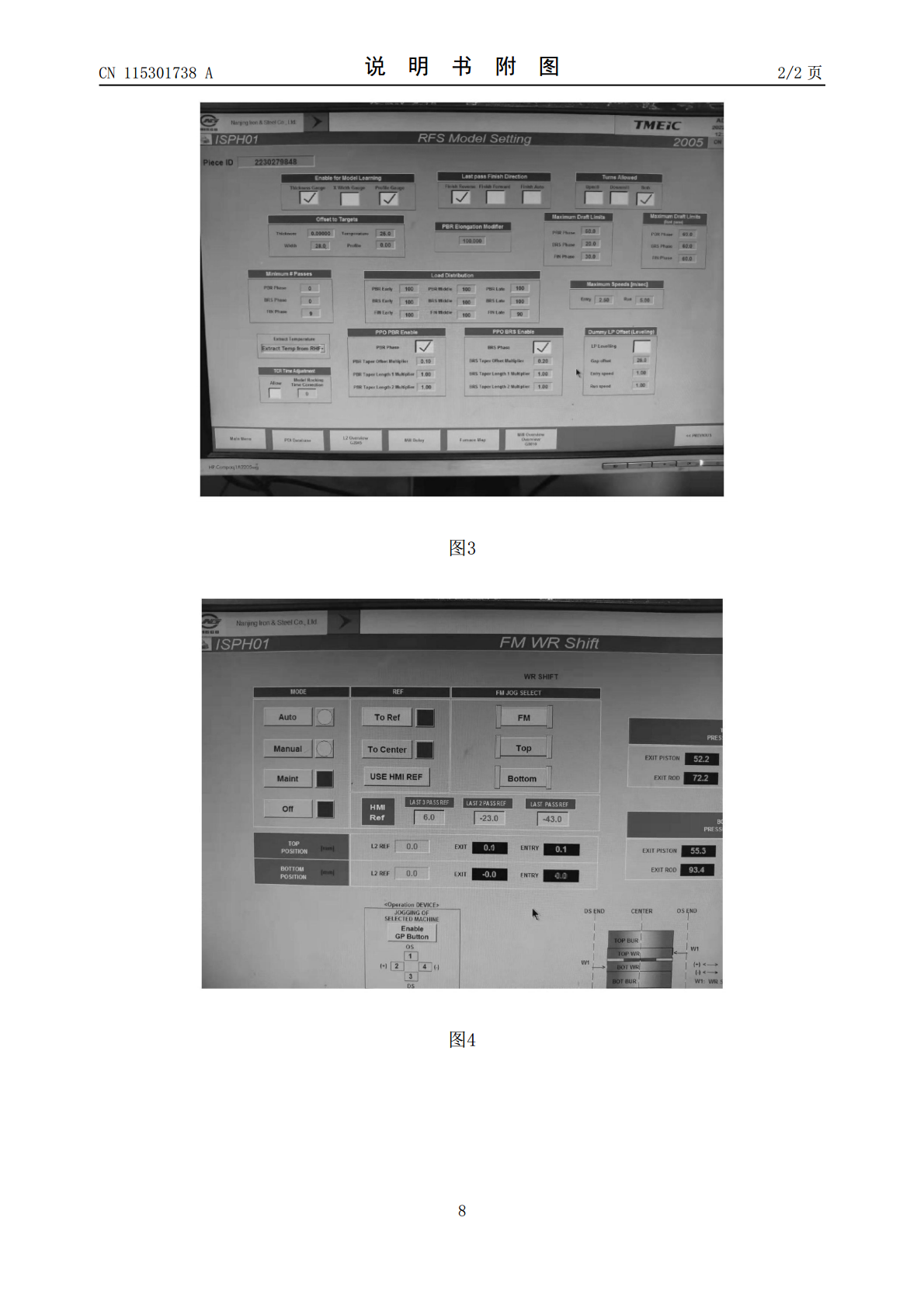
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种宽厚板轧机轧制高强度宽薄板降低瓢曲率的方法.pdf
本发明公开了一种宽厚板轧机轧制高强度宽薄板降低瓢曲率的方法,包括:(1)加热及温度调整;(2)计划编排;(3)轧制压下规程编排;(4)控制轧制调整;(5)预矫及ACC浇水冷却;(6)热矫矫直。本发明方法可快速、有效降低高强度宽薄板生产过程中钢板瓢曲率。每月平均瓢曲发生率从25.5%降低至8%,效果相当明显。
一种中厚板轧机轧制钢板的方法.pdf
本发明涉及一种中厚板轧机轧制钢板的方法,采用中厚板轧机生产5-6mm钢板,采用步进式加热炉加热,在炉时间为180~240min,均热时间为28~35min,均热温度1210~1230℃;开轧温度1150~1180℃,终轧温度控制在800~900℃;工作辊周期在500~800t;单道次最大压下量为48~52mm,最大轧制力90000kN;工作辊弯辊力1000~2000kN,串辊位置-50~+100mm。本发明的优点是:在中厚板轧机上轧制出5~6mm超薄规格钢板,可轧制板幅在3000mm以上的钢板,而且缩小了
宽薄规格钢板的轧制方法.pdf
本发明提供了一种宽薄规格钢板的轧制方法,该轧制方法利用由粗轧机和精轧机组成的双机架轧机来轧制所述宽薄规格钢板,依次包括加热过程、粗轧过程和精轧过程,加热过程中,采用厚度≤200mm的板坯作为原材料,将板坯加热至出炉温度≥1230℃,然后将出炉后的板坯利用粗轧机经过粗轧过程轧制得到具有工艺要求的宽度和厚度的中间坯,再将中间坯利用精轧机经过精轧过程轧制得到毛宽≤3620mm的目标钢板,其中,终轧温度≥750℃。采用本发明方法轧制的钢板,轧制稳定,镰刀弯、浪形、瓢曲等问题能够得到有效控制。另外,本发明的轧制工艺
一种厚板轧机的钢锭消锥轧制控制方法.pdf
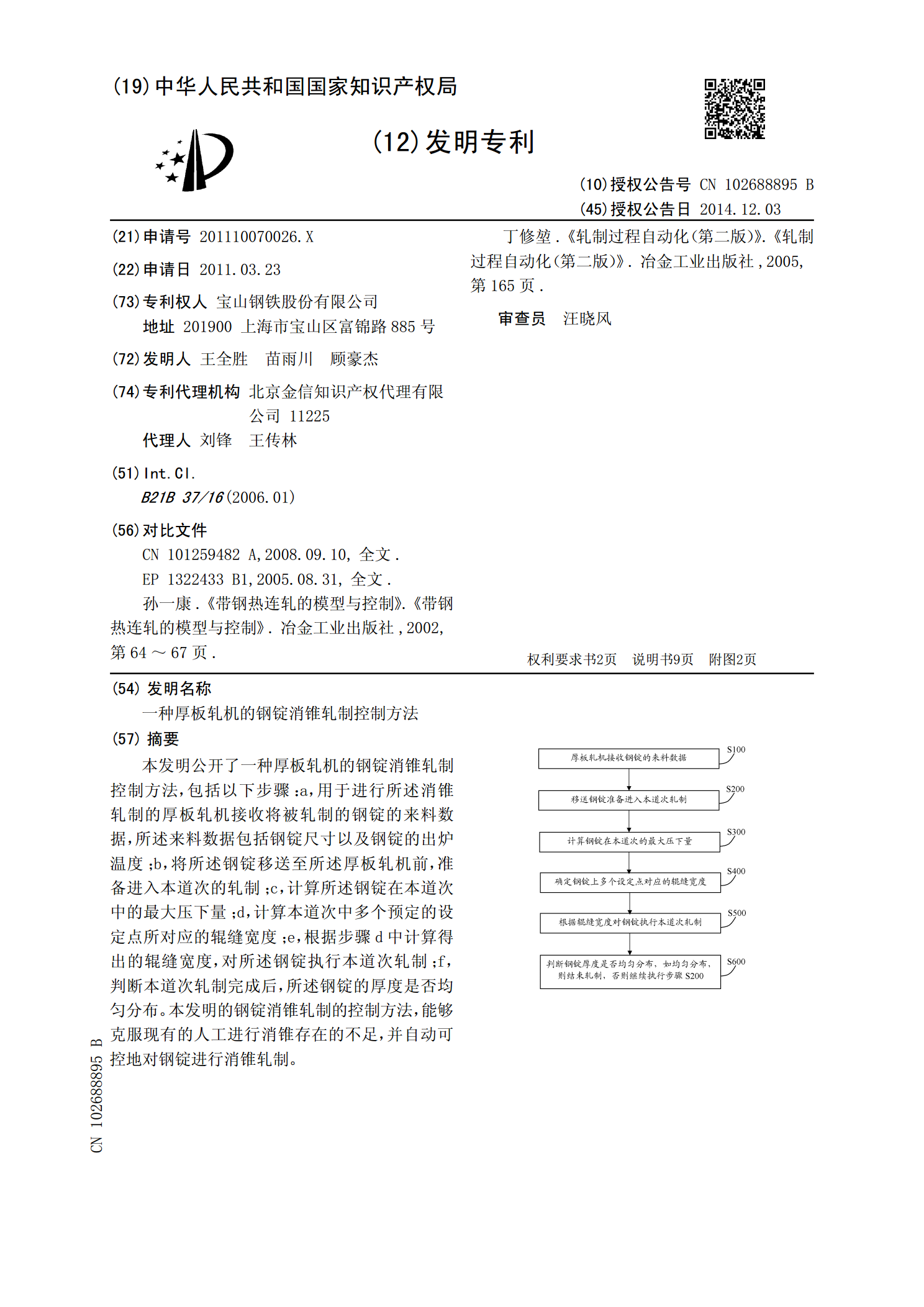
本发明公开了一种厚板轧机的钢锭消锥轧制控制方法,包括以下步骤:a,用于进行所述消锥轧制的厚板轧机接收将被轧制的钢锭的来料数据,所述来料数据包括钢锭尺寸以及钢锭的出炉温度;b,将所述钢锭移送至所述厚板轧机前,准备进入本道次的轧制;c,计算所述钢锭在本道次中的最大压下量;d,计算本道次中多个预定的设定点所对应的辊缝宽度;e,根据步骤d中计算得出的辊缝宽度,对所述钢锭执行本道次轧制;f,判断本道次轧制完成后,所述钢锭的厚度是否均匀分布。本发明的钢锭消锥轧制的控制方法,能够克服现有的人工进行消锥存在的不足,并自动

宽翼T型钢的轧制方法.pdf
本发明涉及T型钢轧制领域,尤其是一种宽有效回避宽翼T型钢冷却变形大、焊缝应力集中等问题的轧制方法,包括如下步骤:a、轧机布置,加热至1150℃左右;b、去除钢坯表面炉生氧化铁皮;c、第一架开坯轧机上轧制;d、运输至第二架开坯轧机,在第二架开坯轧机上轧制;e、去除轧件表面次生氧化铁皮;f、万能粗轧机上轧制一道次;g、去除轧件表面次生氧化铁皮;h、万能精轧机上轧制一道次,得到T型钢;i、切头切尾;j、冷却至室温;k、矫直;l、定尺切分;m、表面质量检查;n、端部涂色、贴标签以及入库。本发明从跟本上解决了传统宽