
一种厚板轧机的钢锭消锥轧制控制方法.pdf

英哲****公主

1/10

2/10
3/10
4/10
5/10
6/10
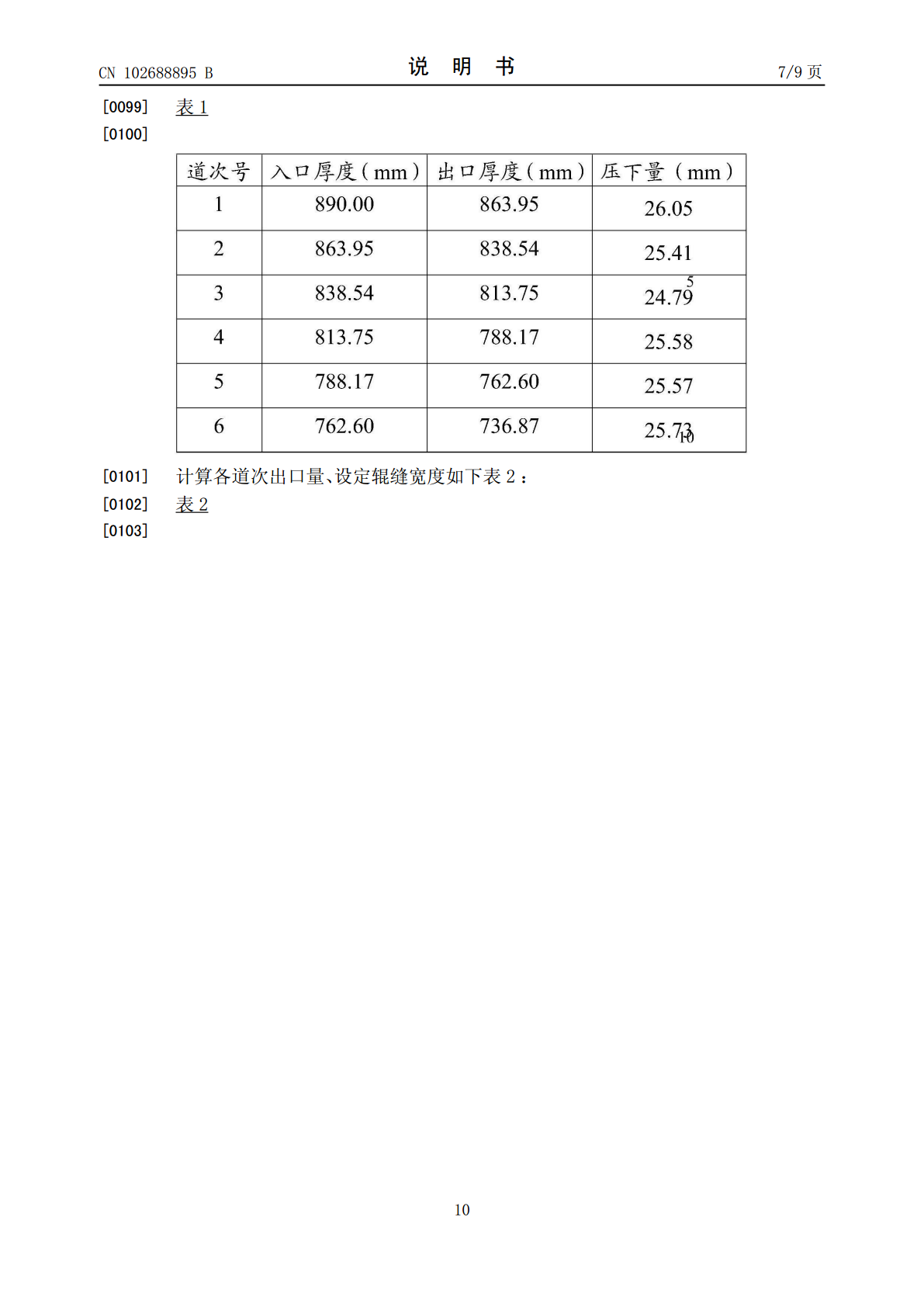
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种厚板轧机的钢锭消锥轧制控制方法.pdf
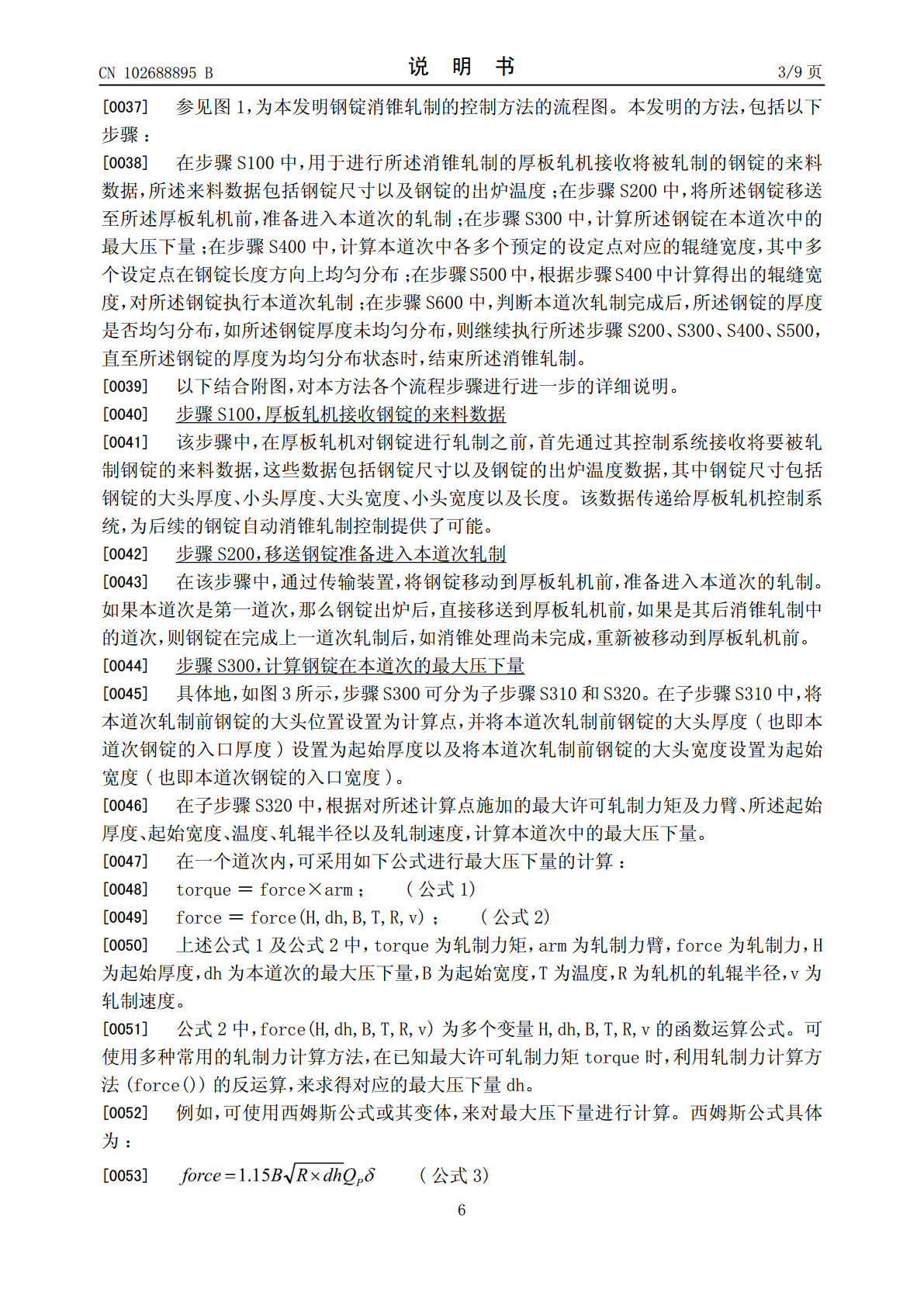
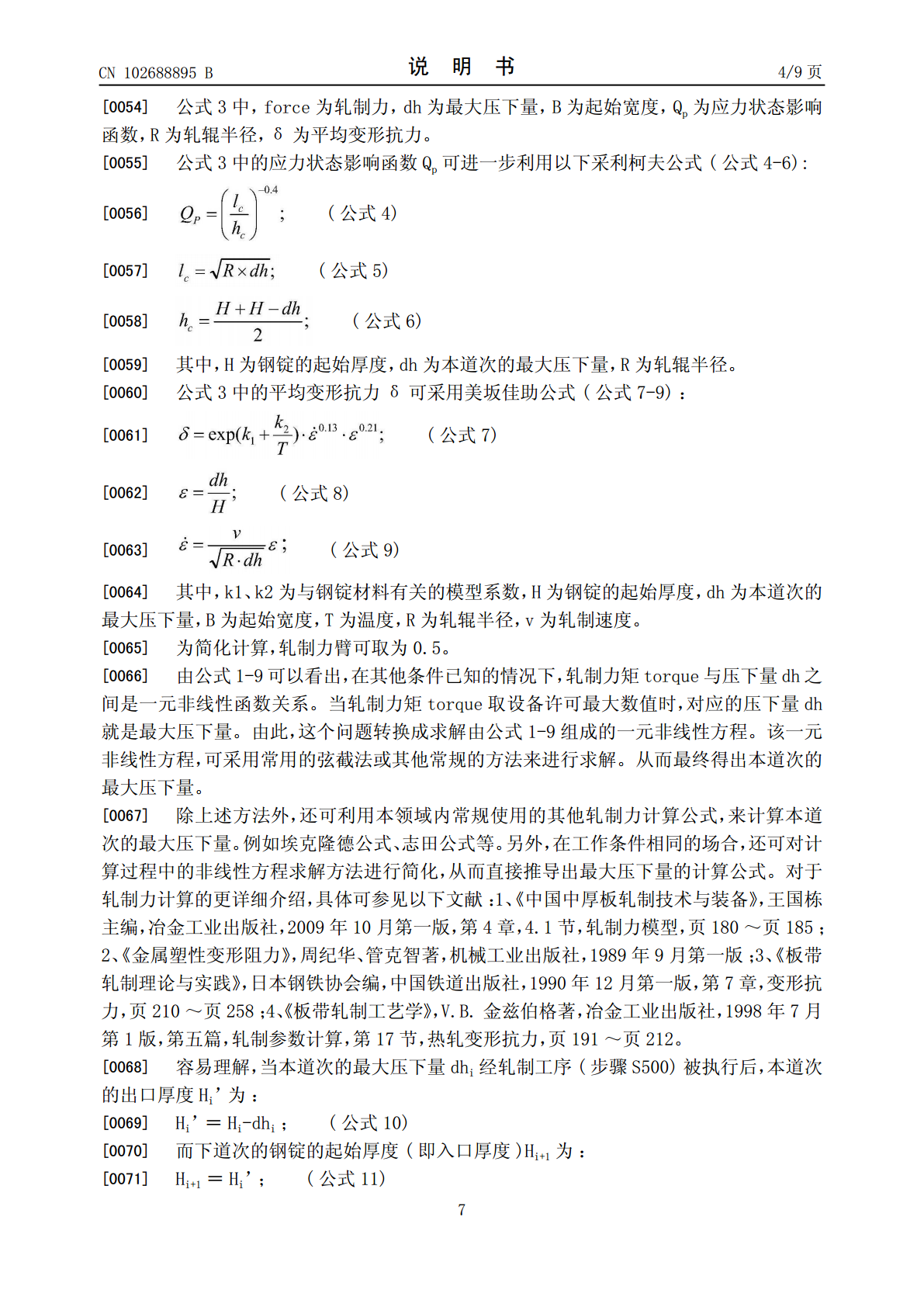
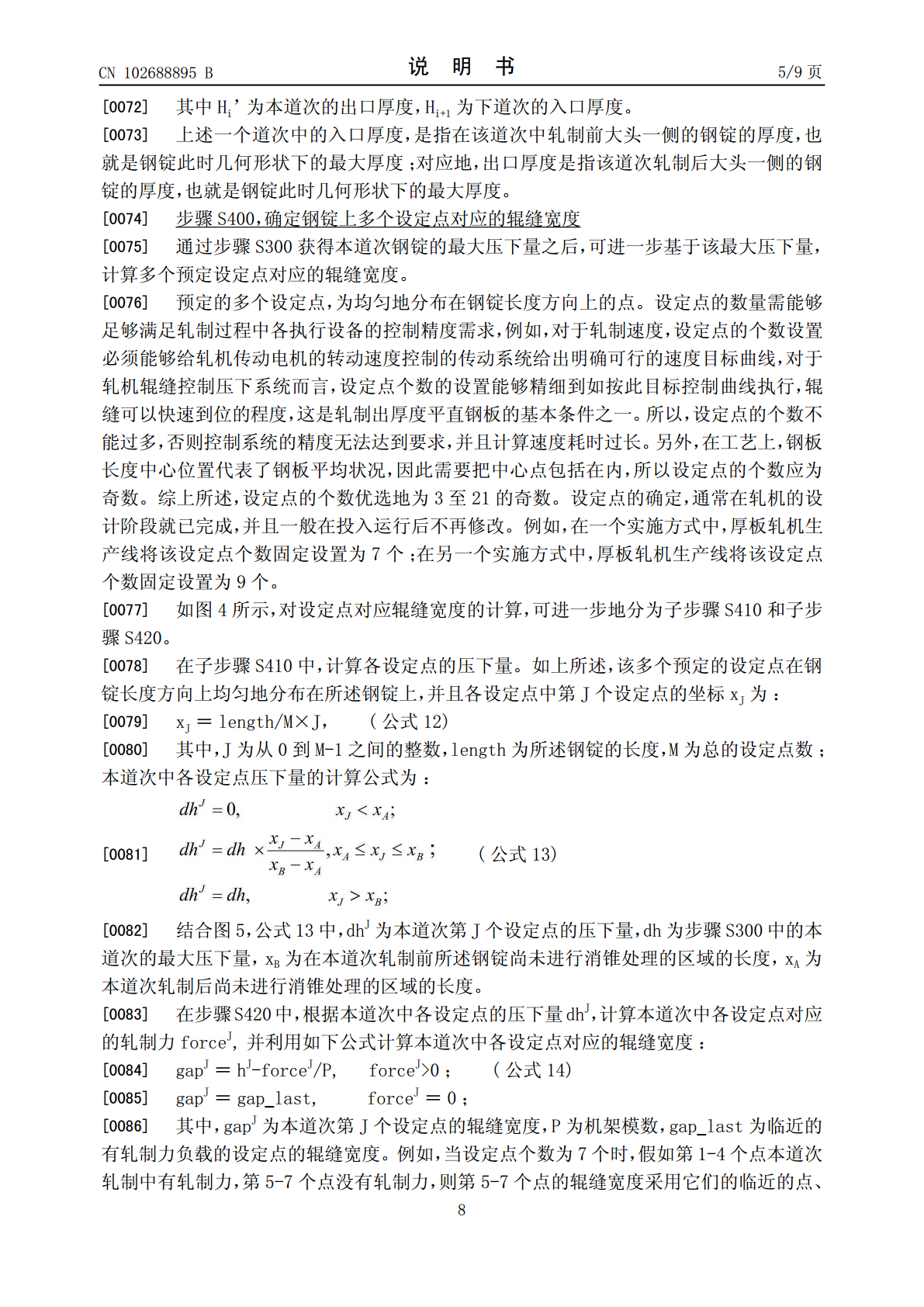
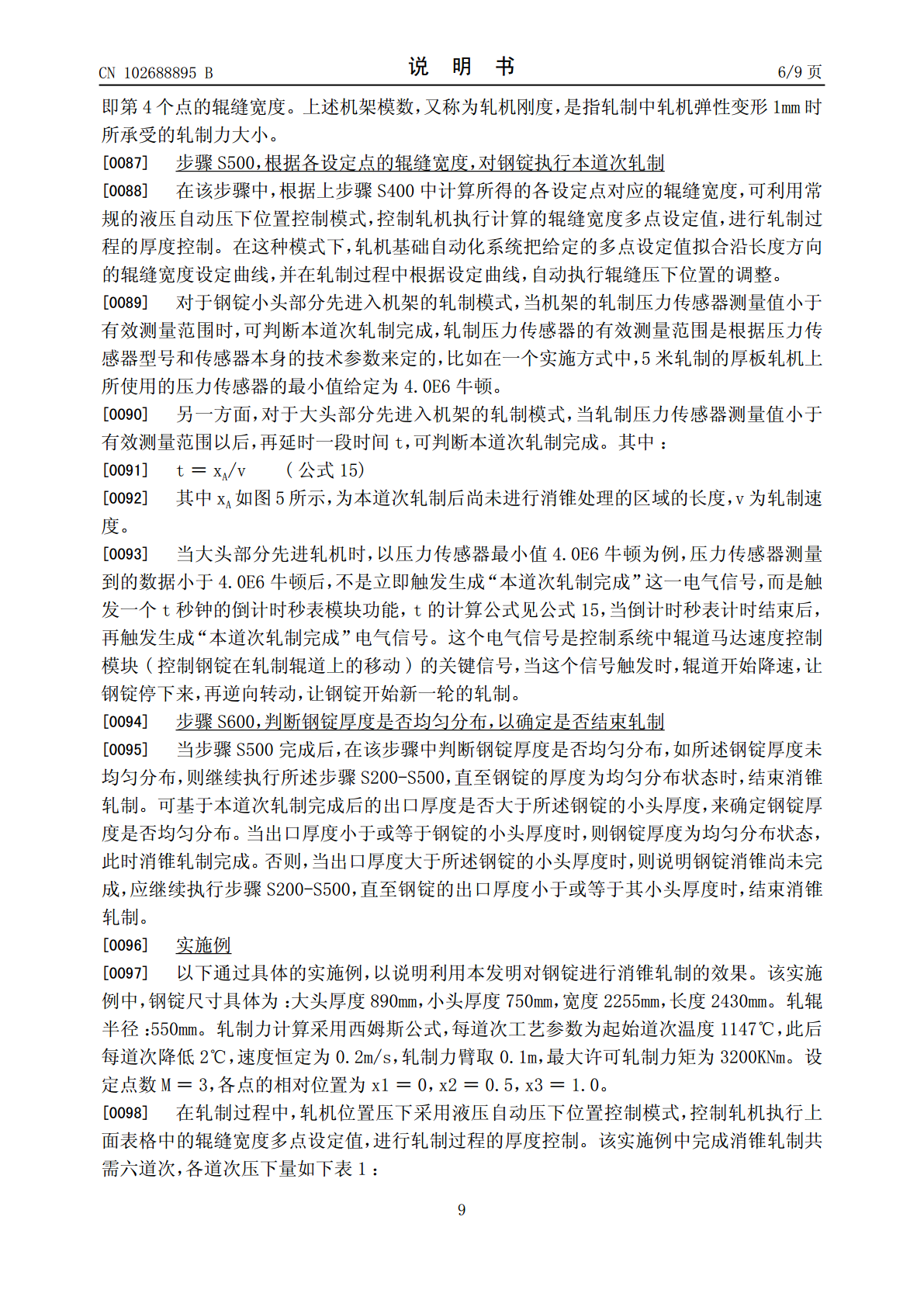
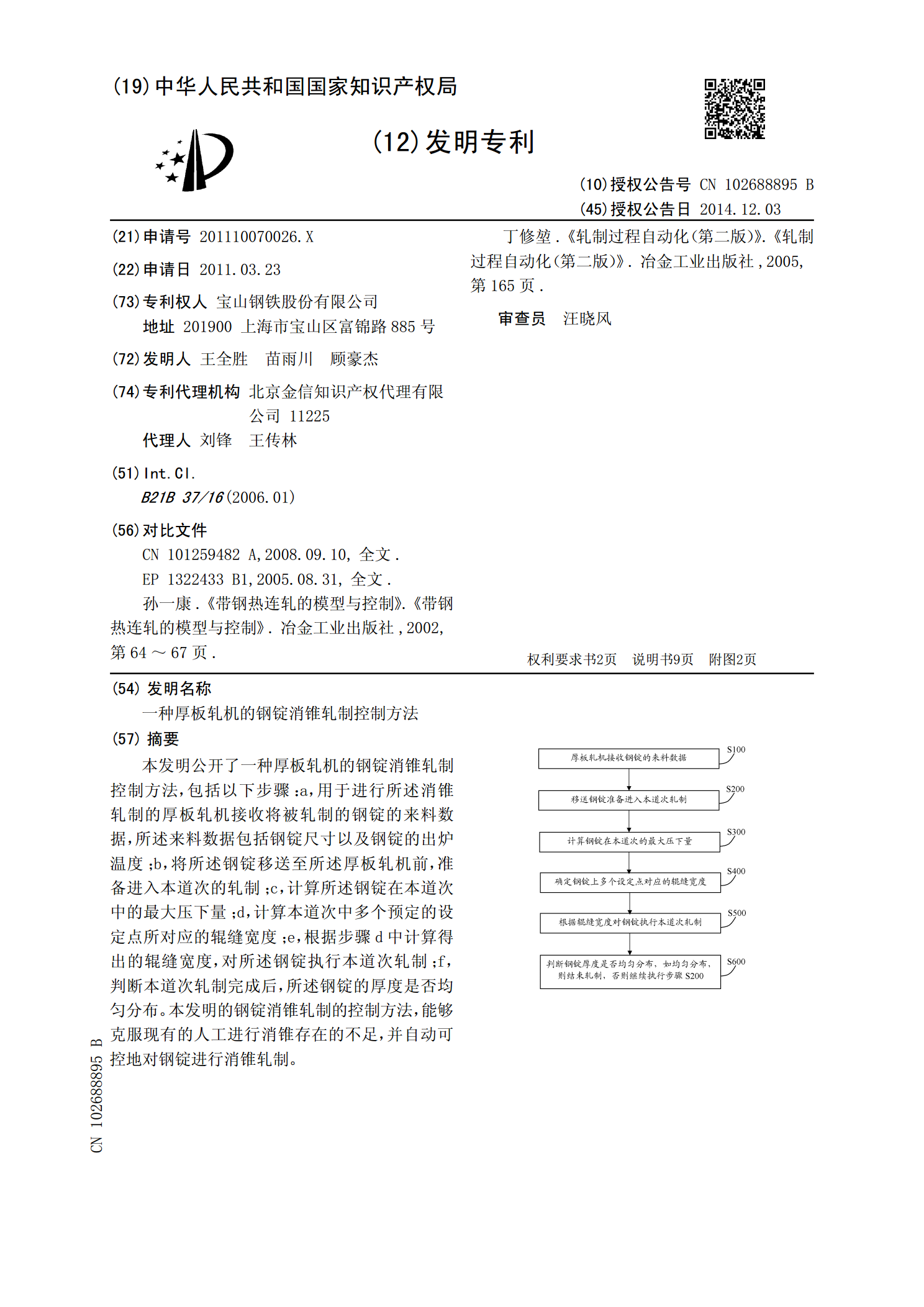
本发明公开了一种厚板轧机的钢锭消锥轧制控制方法,包括以下步骤:a,用于进行所述消锥轧制的厚板轧机接收将被轧制的钢锭的来料数据,所述来料数据包括钢锭尺寸以及钢锭的出炉温度;b,将所述钢锭移送至所述厚板轧机前,准备进入本道次的轧制;c,计算所述钢锭在本道次中的最大压下量;d,计算本道次中多个预定的设定点所对应的辊缝宽度;e,根据步骤d中计算得出的辊缝宽度,对所述钢锭执行本道次轧制;f,判断本道次轧制完成后,所述钢锭的厚度是否均匀分布。本发明的钢锭消锥轧制的控制方法,能够克服现有的人工进行消锥存在的不足,并自动
一种中厚板轧机轧制钢板的方法.pdf
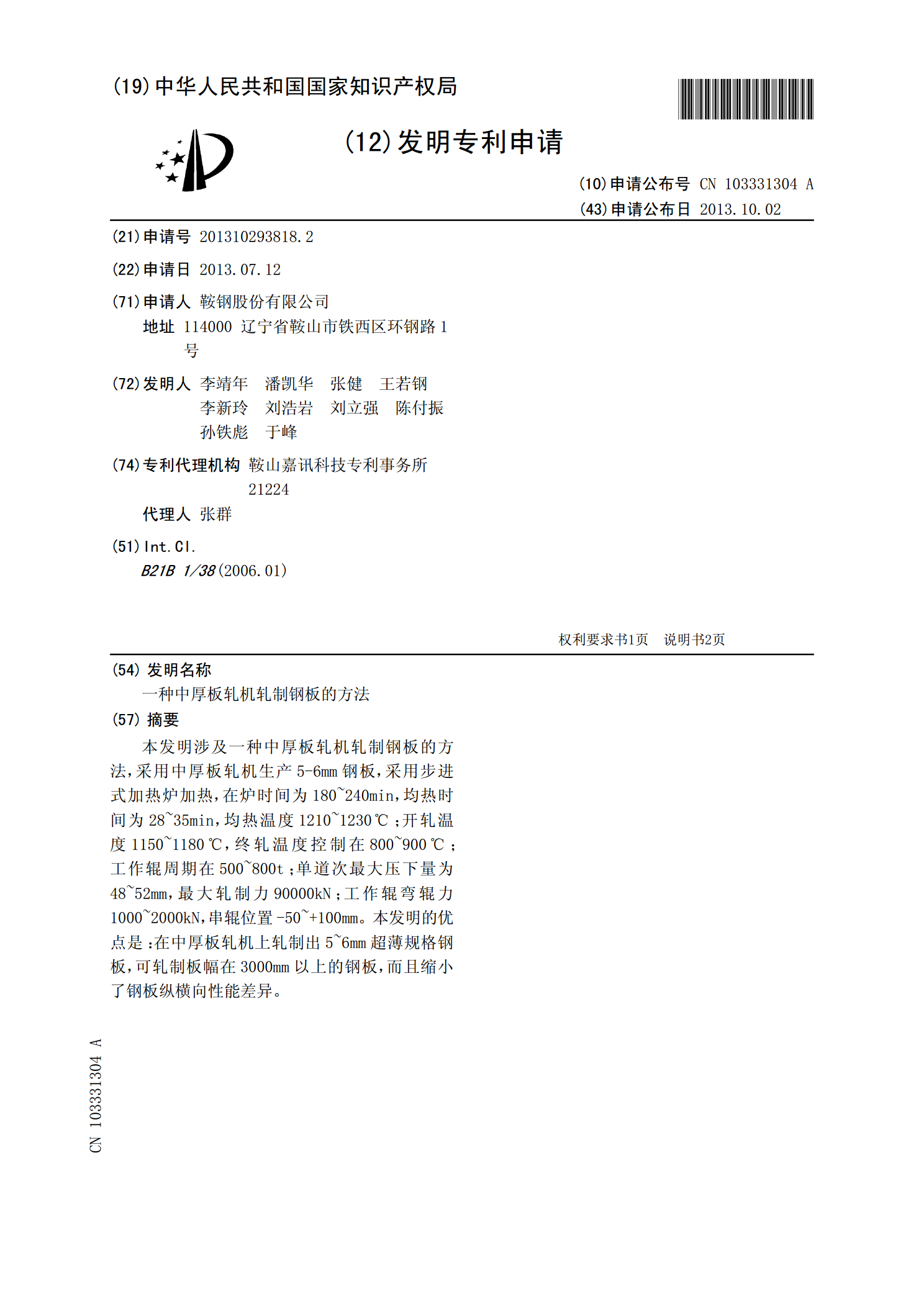
本发明涉及一种中厚板轧机轧制钢板的方法,采用中厚板轧机生产5-6mm钢板,采用步进式加热炉加热,在炉时间为180~240min,均热时间为28~35min,均热温度1210~1230℃;开轧温度1150~1180℃,终轧温度控制在800~900℃;工作辊周期在500~800t;单道次最大压下量为48~52mm,最大轧制力90000kN;工作辊弯辊力1000~2000kN,串辊位置-50~+100mm。本发明的优点是:在中厚板轧机上轧制出5~6mm超薄规格钢板,可轧制板幅在3000mm以上的钢板,而且缩小了
一种厚板轧机轧制极限规格板型的控制方法.pdf
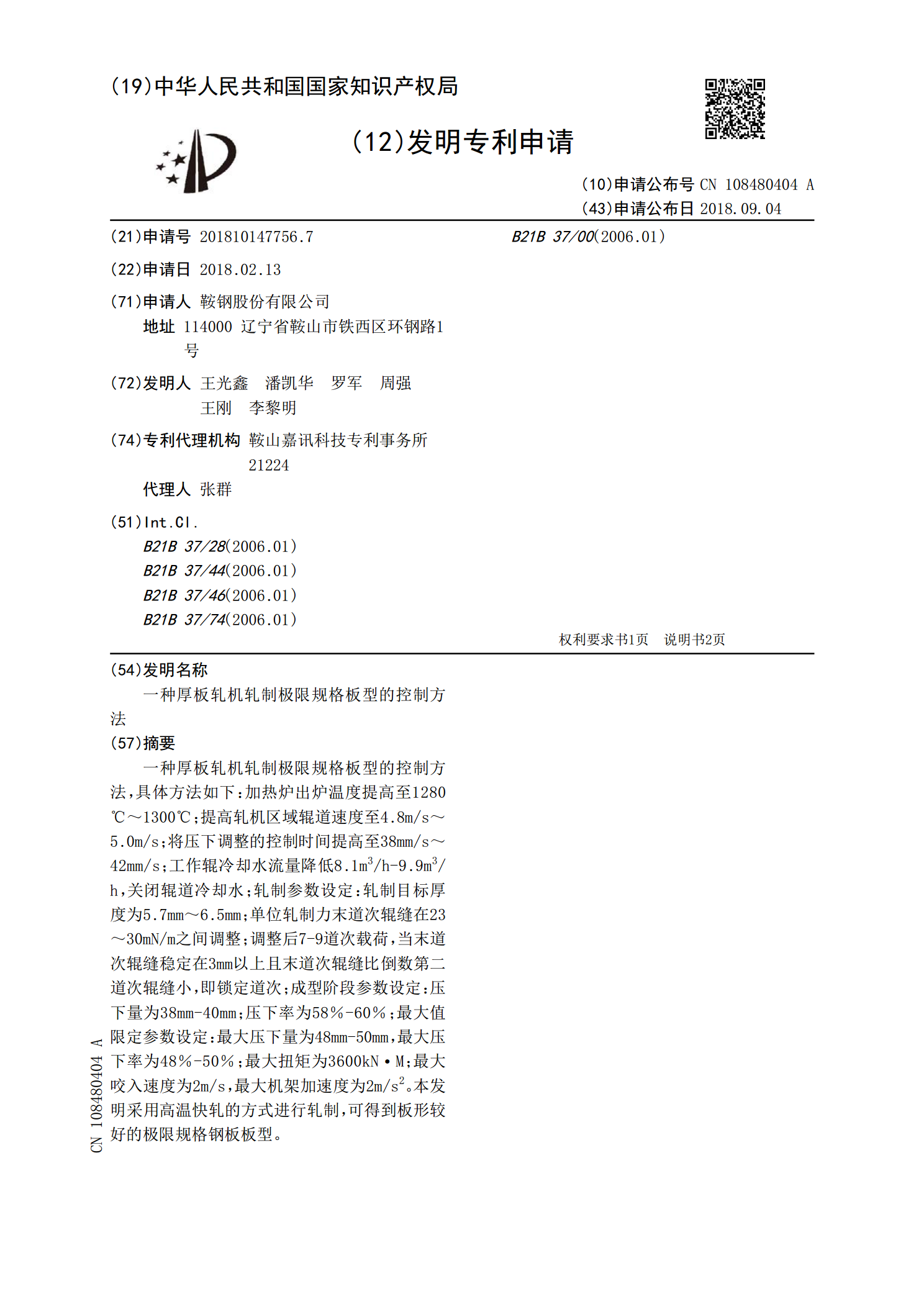
一种厚板轧机轧制极限规格板型的控制方法,具体方法如下:加热炉出炉温度提高至1280℃~1300℃;提高轧机区域辊道速度至4.8m/s~5.0m/s;将压下调整的控制时间提高至38mm/s~42mm/s;工作辊冷却水流量降低8.1m
中厚板轧机轧制压力数学模型研究.pdf
第卷第期郑州大学学报自然科学
一种宽厚板轧机轧制高强度宽薄板降低瓢曲率的方法.pdf
本发明公开了一种宽厚板轧机轧制高强度宽薄板降低瓢曲率的方法,包括:(1)加热及温度调整;(2)计划编排;(3)轧制压下规程编排;(4)控制轧制调整;(5)预矫及ACC浇水冷却;(6)热矫矫直。本发明方法可快速、有效降低高强度宽薄板生产过程中钢板瓢曲率。每月平均瓢曲发生率从25.5%降低至8%,效果相当明显。