
一种中厚板轧机轧制钢板的方法.pdf

安双****文章

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板轧机轧制钢板的方法.pdf
本发明涉及一种中厚板轧机轧制钢板的方法,采用中厚板轧机生产5-6mm钢板,采用步进式加热炉加热,在炉时间为180~240min,均热时间为28~35min,均热温度1210~1230℃;开轧温度1150~1180℃,终轧温度控制在800~900℃;工作辊周期在500~800t;单道次最大压下量为48~52mm,最大轧制力90000kN;工作辊弯辊力1000~2000kN,串辊位置-50~+100mm。本发明的优点是:在中厚板轧机上轧制出5~6mm超薄规格钢板,可轧制板幅在3000mm以上的钢板,而且缩小了
2800mm双机架中厚板轧机极限规格钢板轧制工艺.pdf
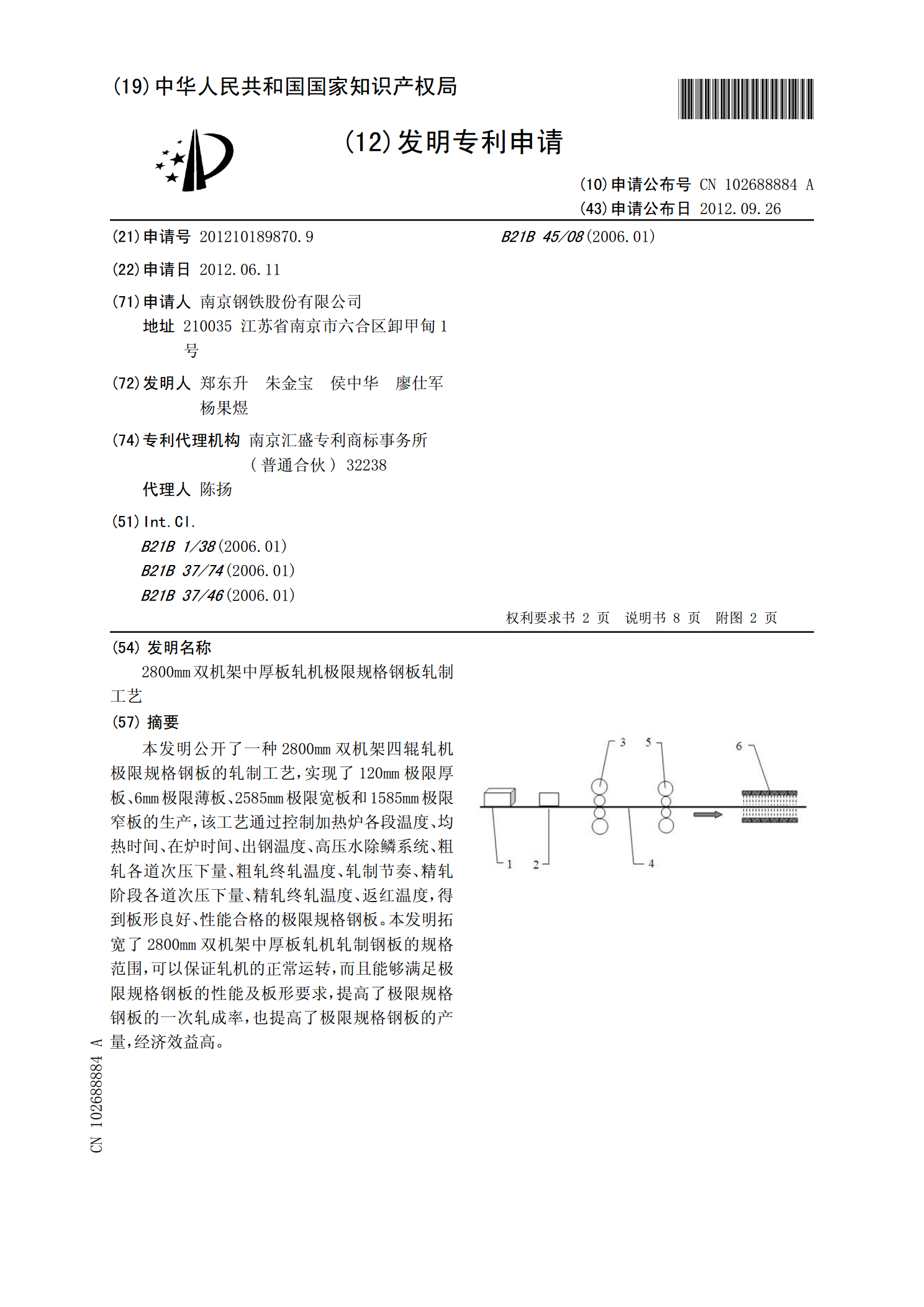
本发明公开了一种2800mm双机架四辊轧机极限规格钢板的轧制工艺,实现了120mm极限厚板、6mm极限薄板、2585mm极限宽板和1585mm极限窄板的生产,该工艺通过控制加热炉各段温度、均热时间、在炉时间、出钢温度、高压水除鳞系统、粗轧各道次压下量、粗轧终轧温度、轧制节奏、精轧阶段各道次压下量、精轧终轧温度、返红温度,得到板形良好、性能合格的极限规格钢板。本发明拓宽了2800mm双机架中厚板轧机轧制钢板的规格范围,可以保证轧机的正常运转,而且能够满足极限规格钢板的性能及板形要求,提高了极限规格钢板的一次
中厚板轧机轧制压力数学模型研究.pdf
第卷第期郑州大学学报自然科学
一种利用中厚板轧机生产高成型性能钢板的方法及其制得的钢板.pdf
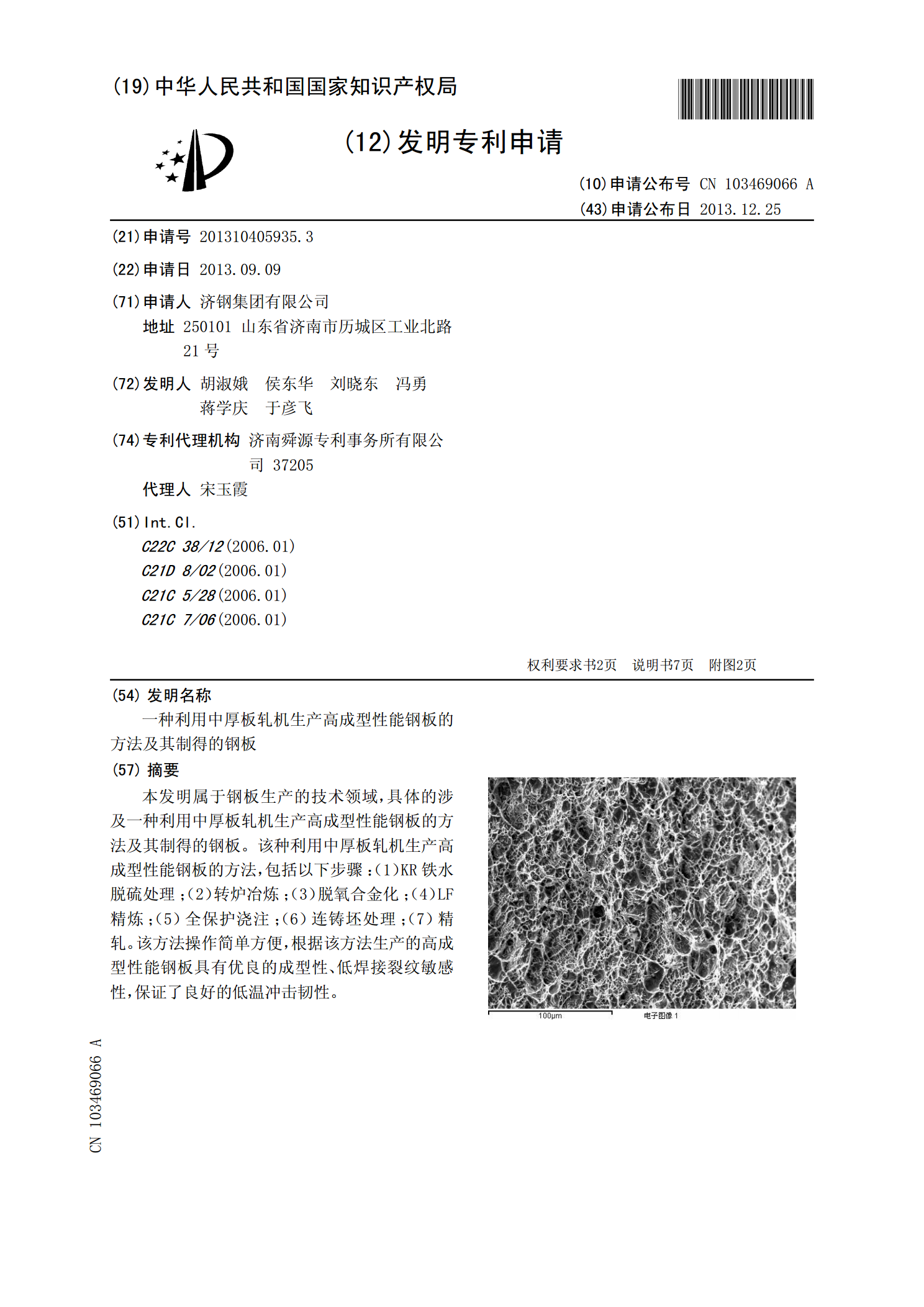
本发明属于钢板生产的技术领域,具体的涉及一种利用中厚板轧机生产高成型性能钢板的方法及其制得的钢板。该种利用中厚板轧机生产高成型性能钢板的方法,包括以下步骤:(1)KR铁水脱硫处理;(2)转炉冶炼;(3)脱氧合金化;(4)LF精炼;(5)全保护浇注;(6)连铸坯处理;(7)精轧。该方法操作简单方便,根据该方法生产的高成型性能钢板具有优良的成型性、低焊接裂纹敏感性,保证了良好的低温冲击韧性。
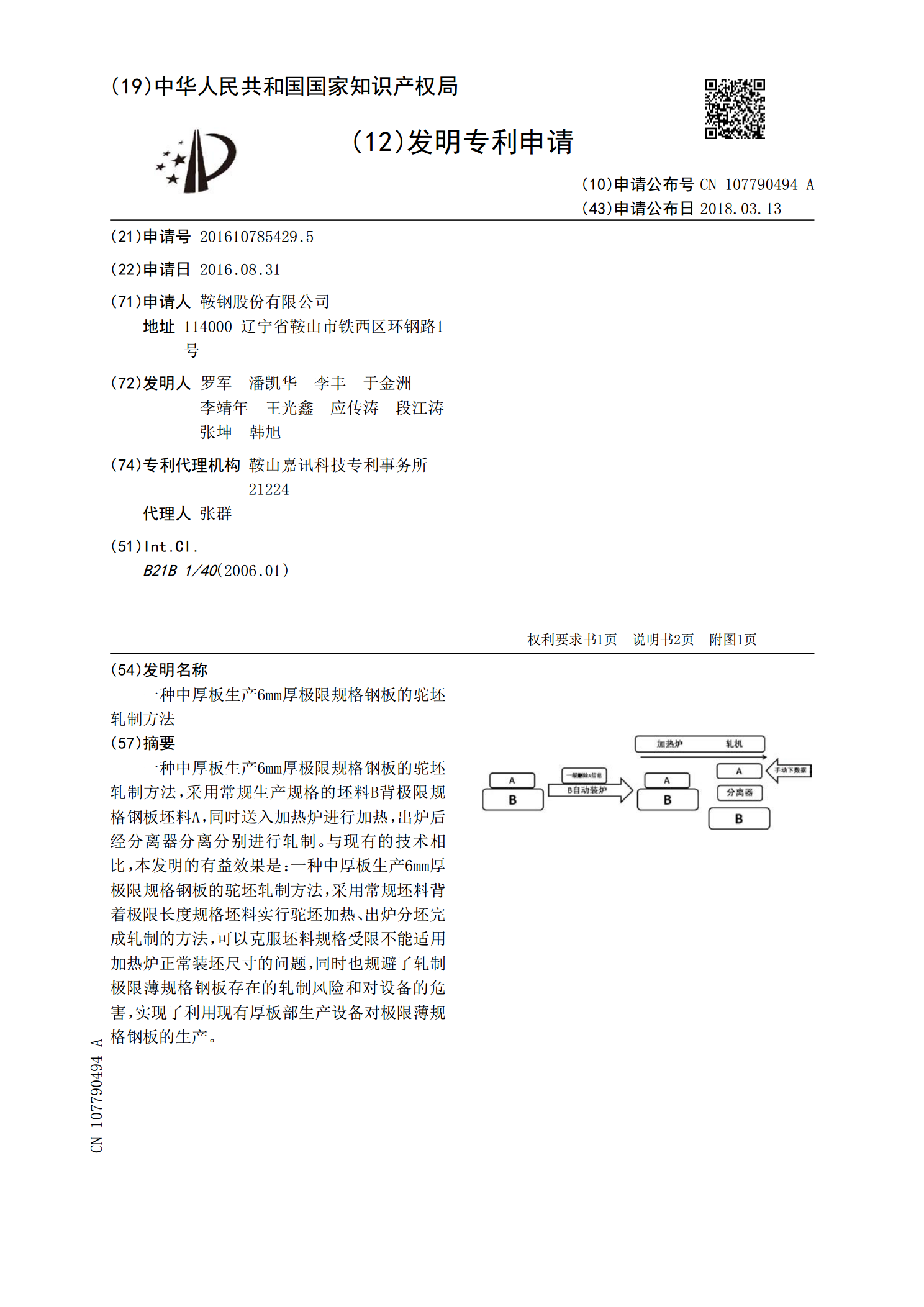
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法.pdf
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规生产规格的坯料B背极限规格钢板坯料A,同时送入加热炉进行加热,出炉后经分离器分离分别进行轧制。与现有的技术相比,本发明的有益效果是:一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规坯料背着极限长度规格坯料实行驼坯加热、出炉分坯完成轧制的方法,可以克服坯料规格受限不能适用加热炉正常装坯尺寸的问题,同时也规避了轧制极限薄规格钢板存在的轧制风险和对设备的危害,实现了利用现有厚板部生产设备对极限薄规格钢板的生产。