
氧化烧损00.doc

和蔼****娘子


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

氧化烧损00.doc
(完整word)氧化烧损(完整word)氧化烧损(完整word)氧化烧损关于氧化烧损分析报告钢坯的氧化烧损是轧钢加热过程中不开避免的现象,有效的控制或减少钢坯烧损,可以提高钢材的成材率,降低成本;减少轧槽磨损,提高产品表面质量。氧化铁皮的物理性能组成成分Fe含量%密度g/cm3厚度%组成比例%FeO785.74095Fe3O472.45.18504Fe2O3705。24101影响钢坯氧化的因素加热温度;温度越高、烧损越大常温下钢的氧化速度非常缓慢,600℃以上时开始有显著变化,钢温达到900℃以上时,氧化
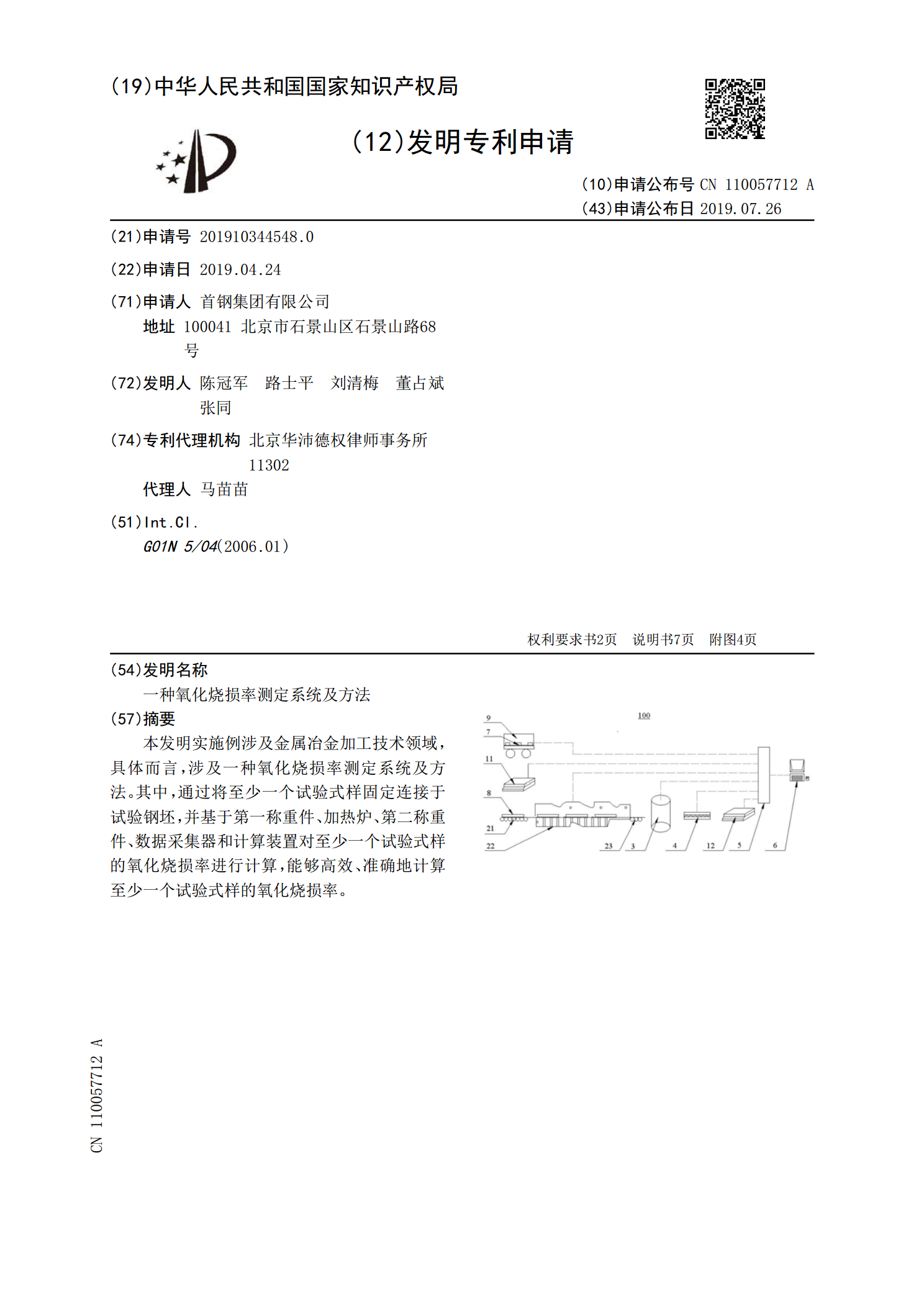
一种氧化烧损率测定系统及方法.pdf
本发明实施例涉及金属冶金加工技术领域,具体而言,涉及一种氧化烧损率测定系统及方法。其中,通过将至少一个试验式样固定连接于试验钢坯,并基于第一称重件、加热炉、第二称重件、数据采集器和计算装置对至少一个试验式样的氧化烧损率进行计算,能够高效、准确地计算至少一个试验式样的氧化烧损率。

一种板坯氧化烧损的测量方法.pdf
本发明实施例提供了一种板坯氧化烧损的测量方法,包括获得所述板坯的初始重量,获得将所述板坯进行除磷操作后的第一重量,获得所述板坯在轧制过程中的切头重量;将轧制后的板坯进行卷取,获得成品,并获得所述成品的第二重量;根据所述初始重量和所述第一重量,获得所述板坯在炉内的第一氧化烧损率;根据所述初始重量、所述切头重量以及所述第二重量,获得所述板坯轧制过程中的第二氧化烧损率。本发明解决了现有方法中存在检测准确性不高的技术问题。
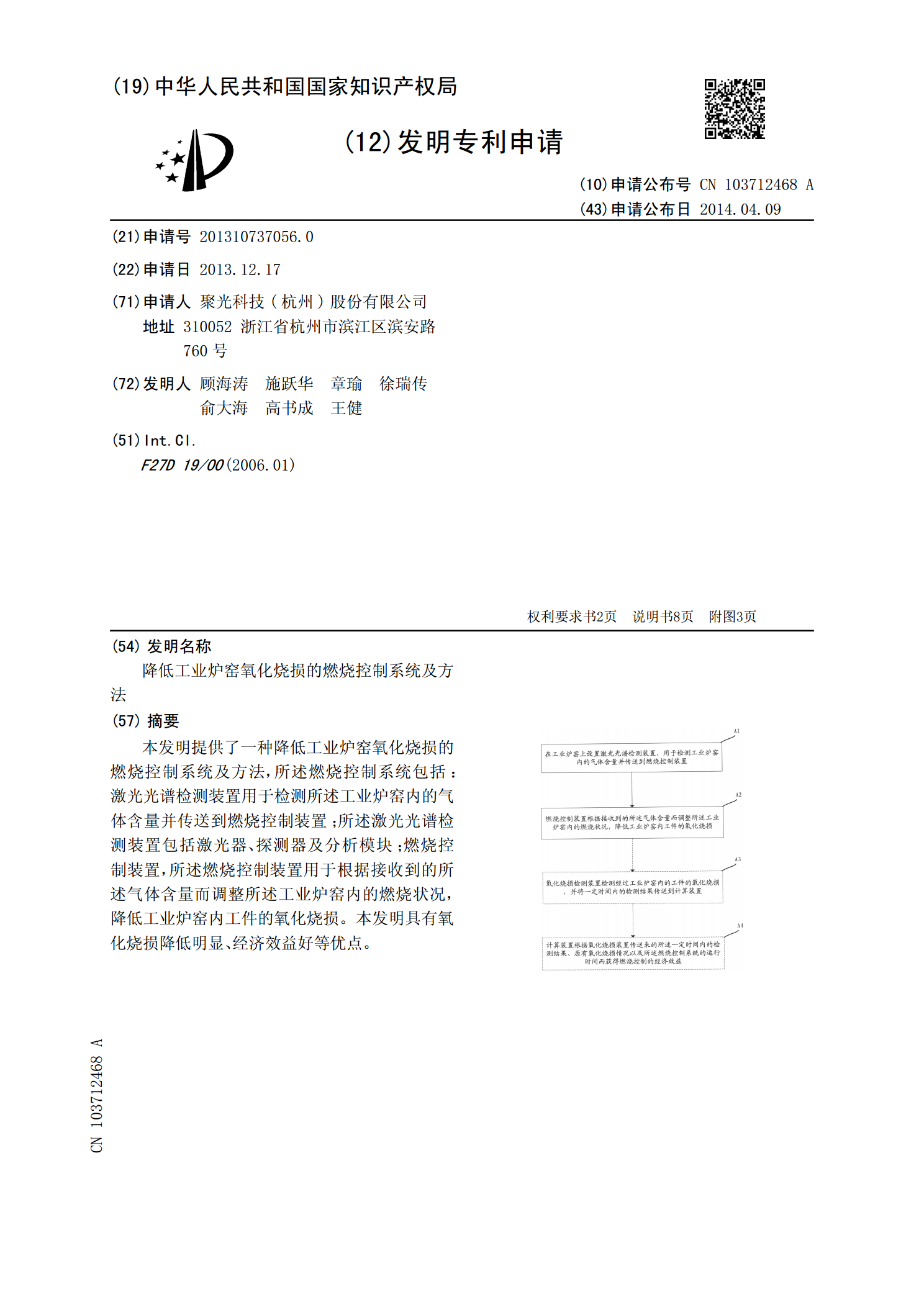
降低工业炉窑氧化烧损的燃烧控制系统及方法.pdf
本发明提供了一种降低工业炉窑氧化烧损的燃烧控制系统及方法,所述燃烧控制系统包括:激光光谱检测装置用于检测所述工业炉窑内的气体含量并传送到燃烧控制装置;所述激光光谱检测装置包括激光器、探测器及分析模块;燃烧控制装置,所述燃烧控制装置用于根据接收到的所述气体含量而调整所述工业炉窑内的燃烧状况,降低工业炉窑内工件的氧化烧损。本发明具有氧化烧损降低明显、经济效益好等优点。
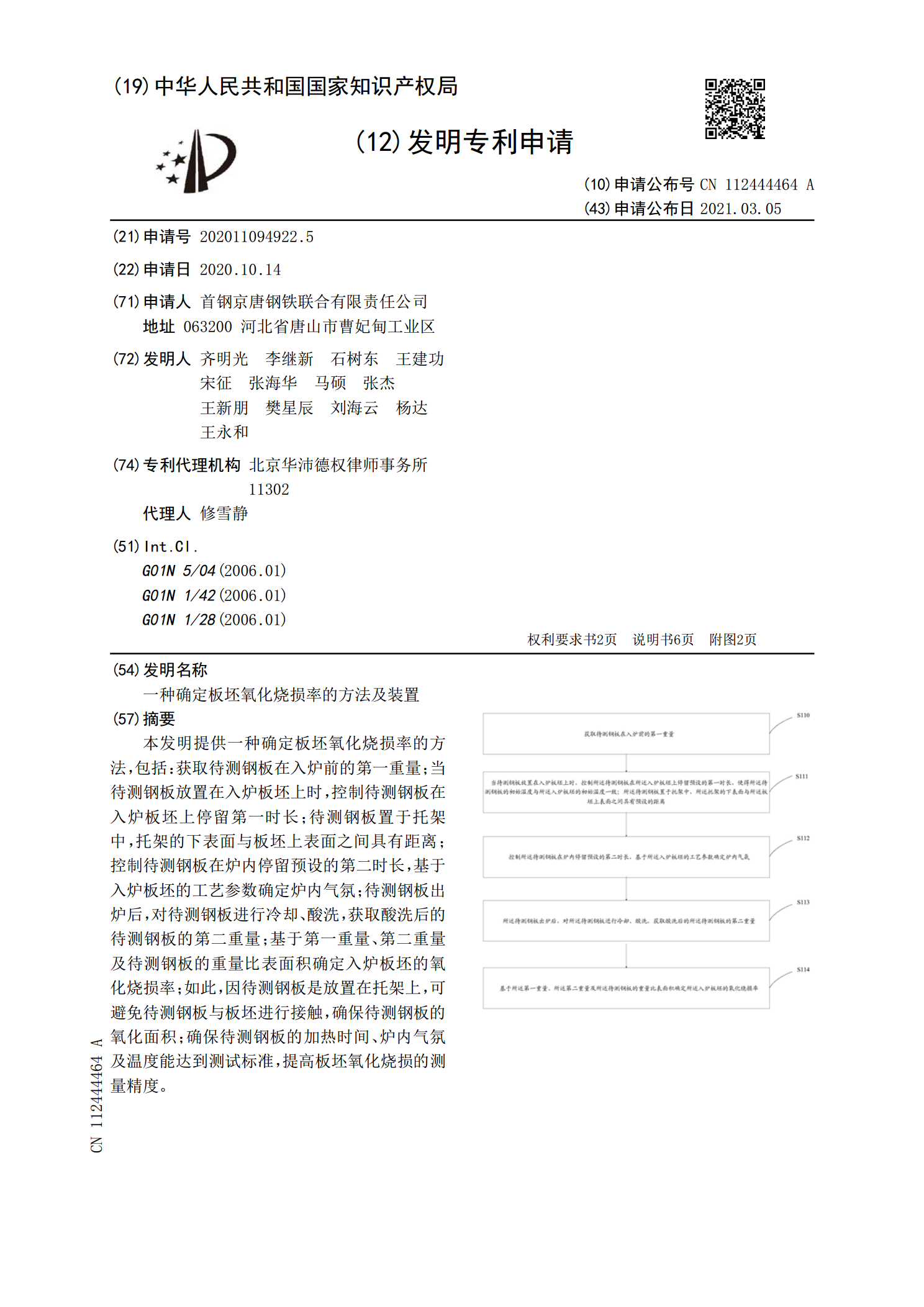
一种确定板坯氧化烧损率的方法及装置.pdf
本发明提供一种确定板坯氧化烧损率的方法,包括:获取待测钢板在入炉前的第一重量;当待测钢板放置在入炉板坯上时,控制待测钢板在入炉板坯上停留第一时长;待测钢板置于托架中,托架的下表面与板坯上表面之间具有距离;控制待测钢板在炉内停留预设的第二时长,基于入炉板坯的工艺参数确定炉内气氛;待测钢板出炉后,对待测钢板进行冷却、酸洗,获取酸洗后的待测钢板的第二重量;基于第一重量、第二重量及待测钢板的重量比表面积确定入炉板坯的氧化烧损率;如此,因待测钢板是放置在托架上,可避免待测钢板与板坯进行接触,确保待测钢板的氧化面积;