
普通注射模具专家讲座.pptx

王子****青蛙

1/10
2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
普通注射模具专家讲座.pptx
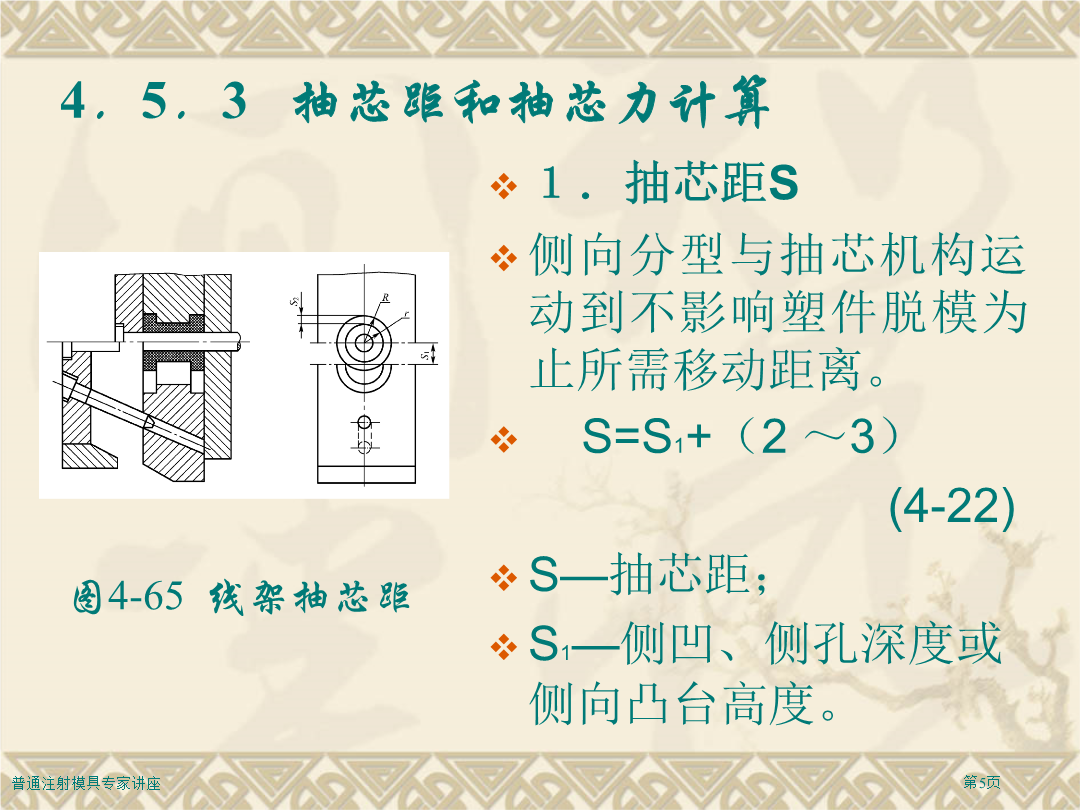
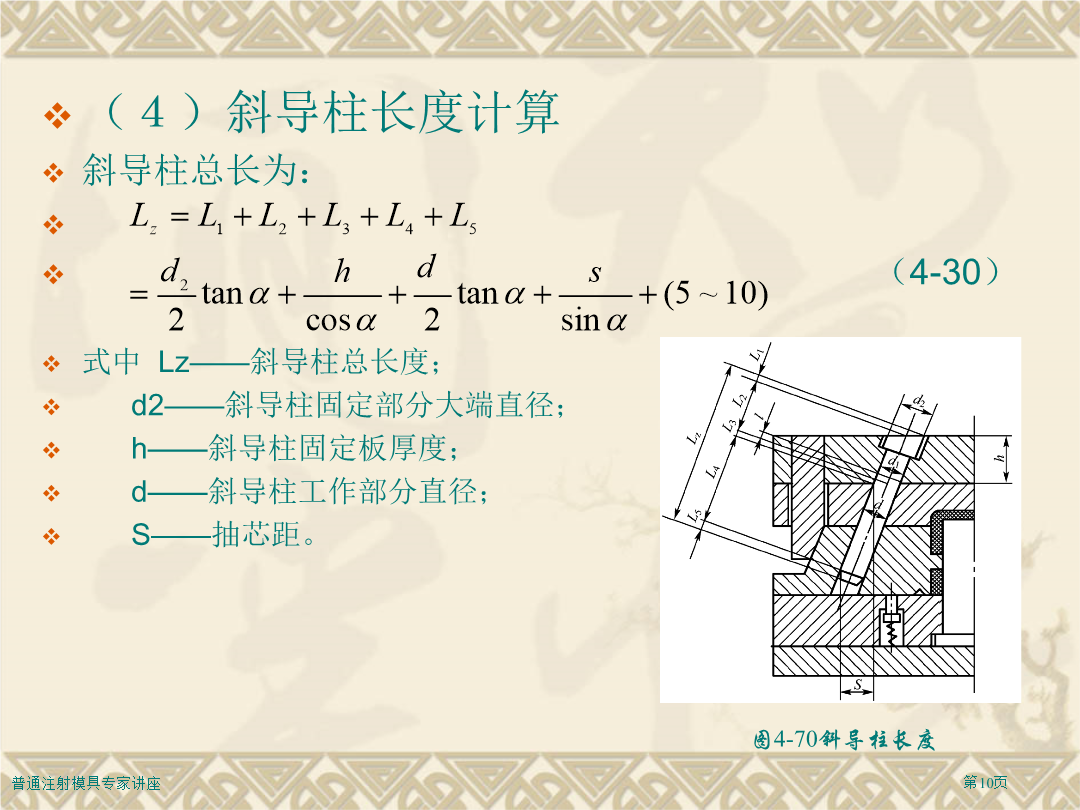
侧向分型与抽芯机构设计4.5.1侧向分型与抽芯机构工作原理4.5.2侧向分型与抽芯机构分类按动力起源分为:机动、液压(或气动)、手动等三大类。1.机动式利用注射模开模力,经过相关传动零件(如斜导柱、齿轮齿条等)将力作用于侧向成型零件,完成侧向分型与抽芯。特点:结构复杂,易实现自动化生产,生产效率高,应用广泛。2.液压或气动式以液压或压缩空气为动力进行分型与抽芯。特点:动作平稳,抽拔力与抽拔距大,利用注射机本身液压管路,使用方便。应用在抽拔力和抽拔距较大场所。3.手动式利用人力将模具侧向分型与抽芯。其又分为

注射模具结构类型专家讲座.pptx
塑料注塑模具设计8.2.2注射模具分类组成2.注射模具组成(8.2.3)注射模具分类及组成8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构8.2.3经典注射模具结构注射模每一次注身循环所能成型塑件数量是由模具型腔数量决定。型腔数量及排列方式、分型

塑料注射模具设计专家讲座.pptx
4第二节塑件在模具中位置设计二、分型面形状三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准实例:灯罩模具设计5.3普通浇注系统设计任务导入:浇注系统:指由注射机喷嘴中喷出塑料进入型腔流动通道。作用:使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分传递到各个部分,以取得组织紧密塑件。分析如图

注射模具浇注系统设计专家讲座.pptx
注射模具浇注系统是指从注射机喷嘴出口起到模具型腔入口止塑料熔体流动通道。1浇注系统组成(feedsystem)普通浇注系统普通有主通道、分流道、浇口、冷料穴和排气槽或溢流槽等部分组成,如图4-1所表示。(1)主流道(sprue)是连接注射机喷嘴与模具分流道之间一段圆锥形通道,其作用是将塑料熔体从注射机喷嘴引入模具。(引料入模)(2)分流道(runner)是主流道与浇口之间料流通道。在多型腔或单型腔多浇口模具中,分流道是未来自主流道熔体均匀分配至各型腔或同一型腔各部位,并对熔体进行分流和转向。按模具类型不一

模具和注射机关系专家讲座.pptx
一.注射机注射机注射机(注射成型机)通常由注射装置、锁(合)模装置、液压系统、电器控制装置等组成。组成:锁模装置主要由定模固定板6、动模固定板3、拉杆5、锁模液压缸1、锁模机构2、塑件推出机构4和模具调整装置等组成。液压系统和电器控制装置确保注射机按预定工艺过程要求(如温度、压力、时间等)和动作程序准确有效地工作。卧式注射机2.注射机分类立式注射机注射装置与锁模装置均垂直安装且在一条直线上。优点是占地面积小,模具拆装方便,在动模(下模)安放嵌件时,嵌件不易倾斜或坠落。全自动嵌入取出立式注射成型机注射压力锁