
塑料注射模具设计专家讲座.pptx

胜利****实阿


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共88页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料注射模具设计专家讲座.pptx
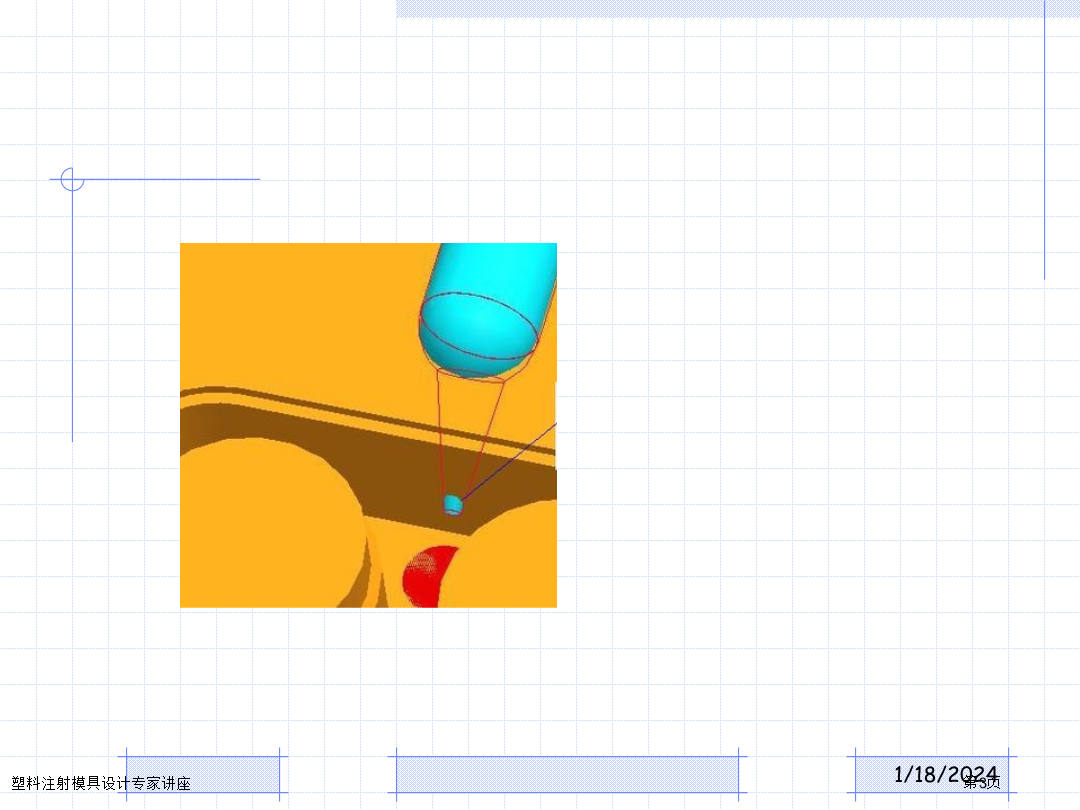
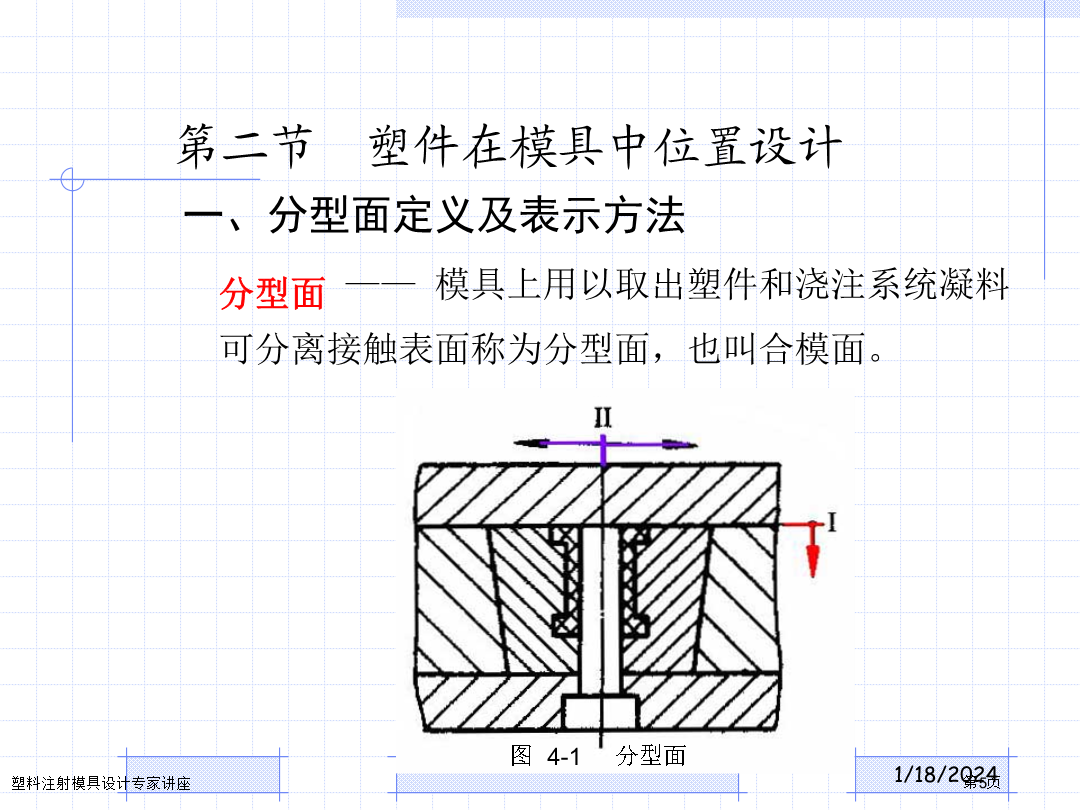
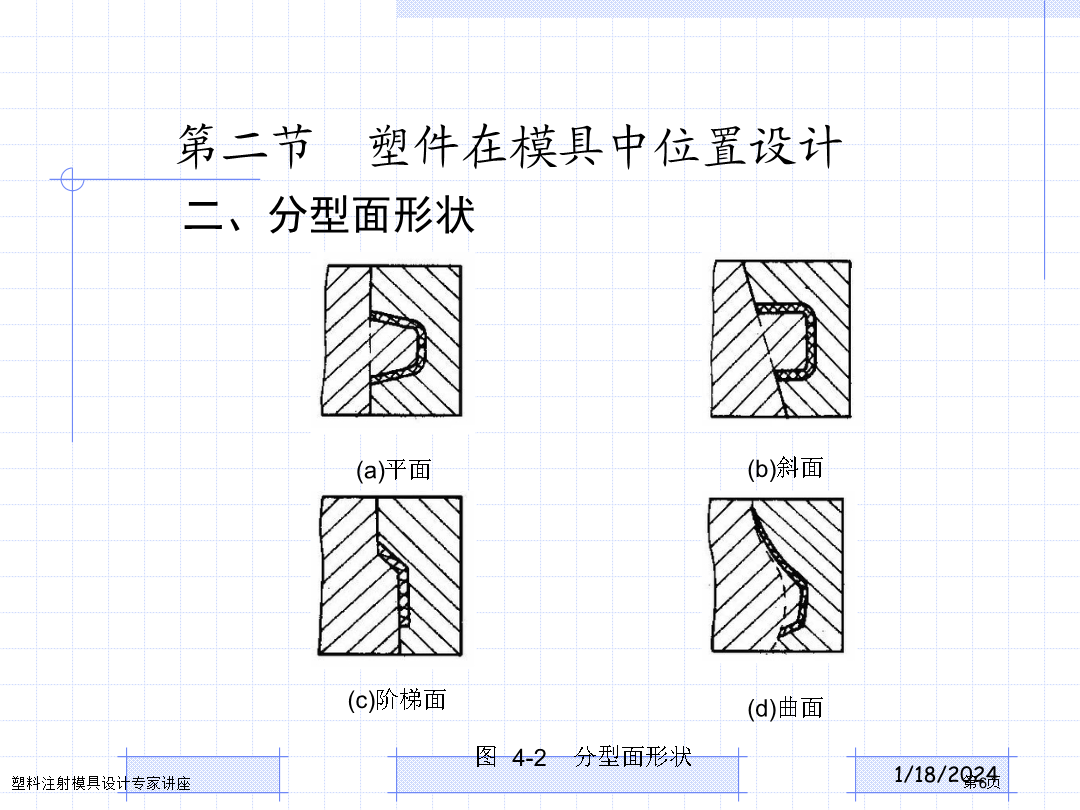
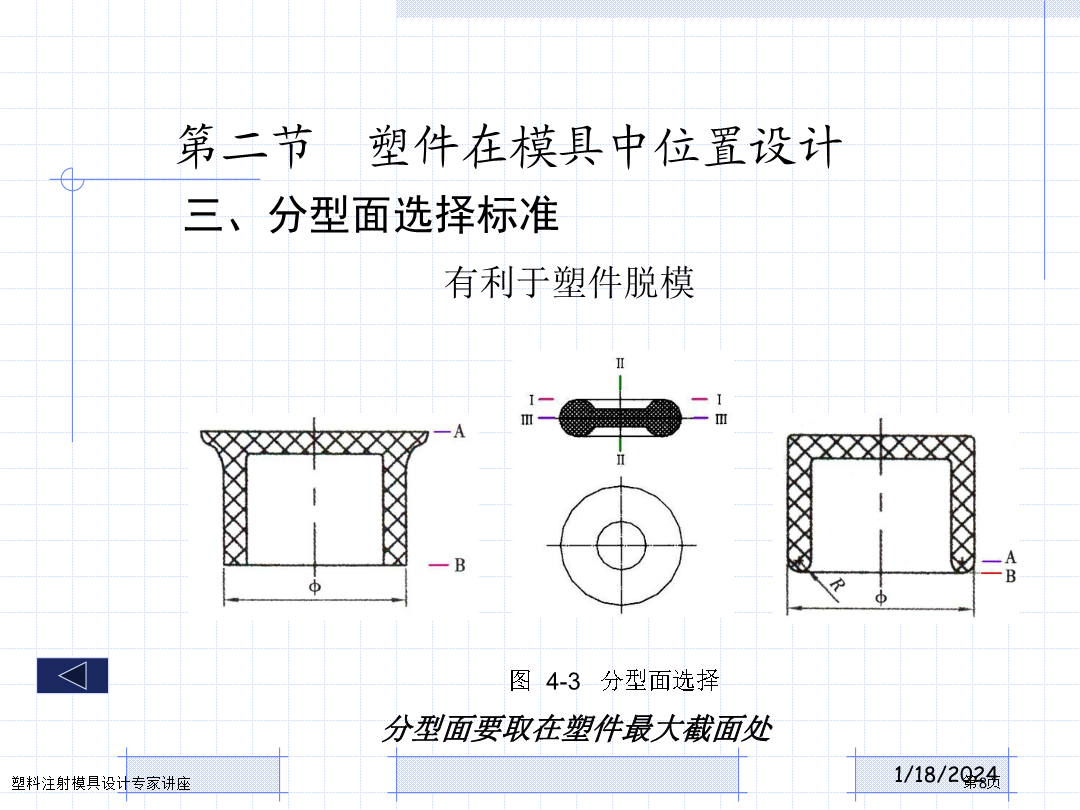
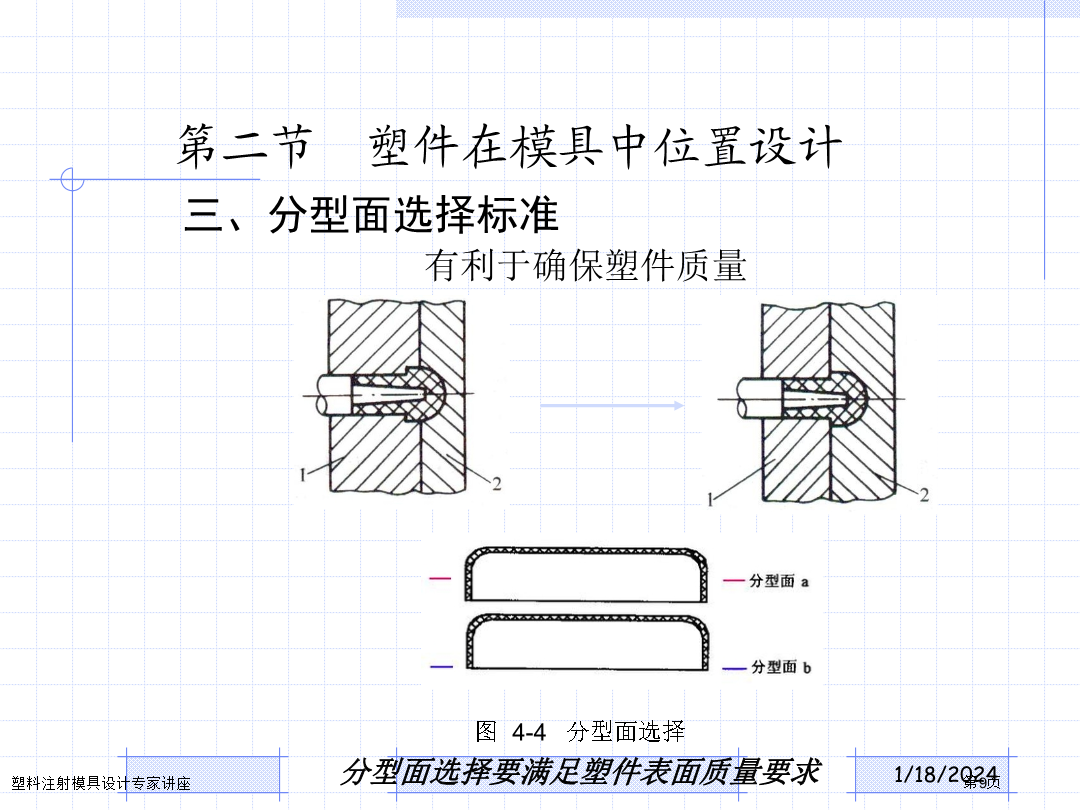
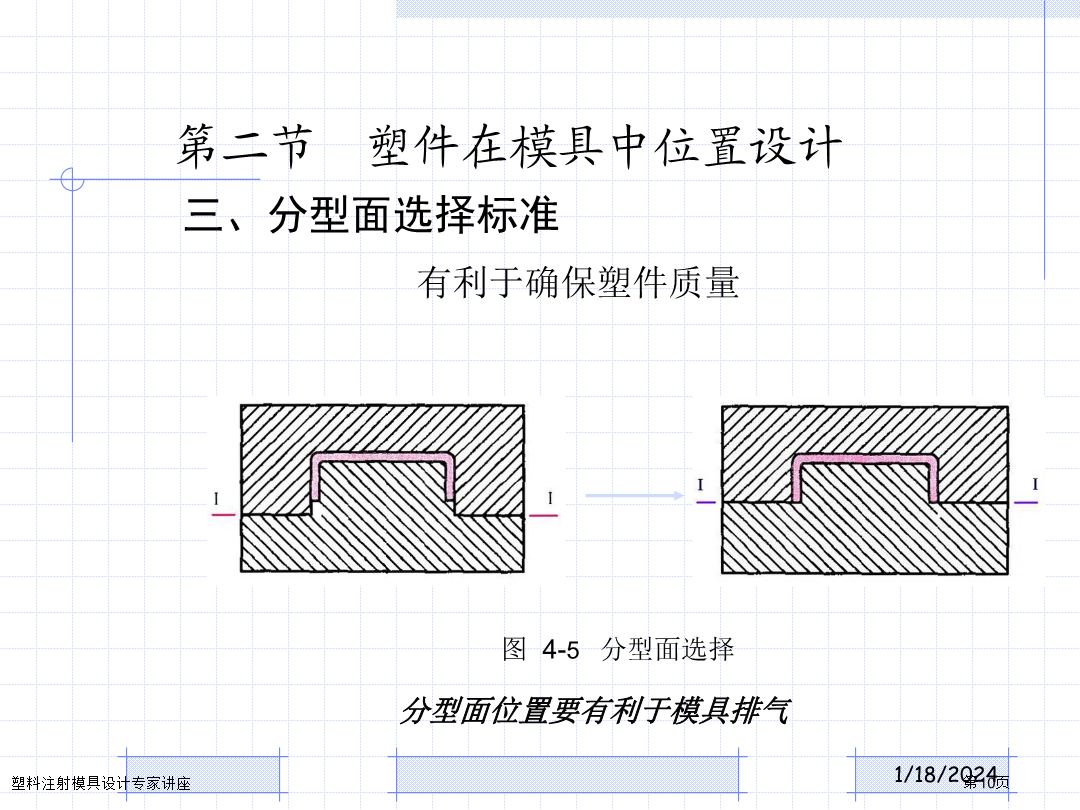
4第二节塑件在模具中位置设计二、分型面形状三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准三、分型面选择标准实例:灯罩模具设计5.3普通浇注系统设计任务导入:浇注系统:指由注射机喷嘴中喷出塑料进入型腔流动通道。作用:使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分传递到各个部分,以取得组织紧密塑件。分析如图
塑料注射成型机专家讲座.pptx
原理:将热塑性塑料或热固性塑料利用塑料成型模具制成塑料制件。特点:能一次成型出外形复杂、尺寸准确或带有嵌件塑料制件。生产率高及易于实现自动化。应用:国防工业、机械、电子、航空、交通运输、建筑、农业、文教、卫生及人民生活等各个领域。5.1.1注射成型机组成注射装置:主要作用:使塑料均匀塑化熔融,以足够压力和速度将一定量熔料注射到模腔内。结构组成:塑化部件(机筒、螺杆、喷嘴……)、料斗、计量装置、螺杆传动装置、注射和移动油缸……合模装置(锁模装置):主要作用:确保成型模具可靠闭合和实现模具启闭动作,即制成品。

塑料注射成型机专家讲座.pptx
第六章塑料注射成型机原理:将热塑性塑料或热固性塑料利用塑料成型模具制成塑料制件。特点:能一次成型出外形复杂、尺寸准确或带有嵌件塑料制件。生产率高及易于实现自动化。应用:国防工业、机械、电子、航空、交通运输、建筑、农业、文教、卫生及人民生活等各个领域。6.1.1注射成型机组成注射装置:主要作用:使塑料均匀塑化熔融,以足够压力和速度将一定量熔料注射到模腔内。结构组成:塑化部件(机筒、螺杆、喷嘴……)、料斗、计量装置、螺杆传动装置、注射和移动油缸……合模装置(锁模装置):主要作用:确保成型模具可靠闭合和实现模具
注射模具设计一般常识专家讲座.pptx
课程内容引言能得到最正确品质产品原因注射模具目标注射模具类型及动作原理注射模具类型两板模动作原理两板模动作原理两板模动作原理两板模动作原理两板模动作原理两板模动作原理标准三板模结构三板模动作原理三板模动作原理三板模动作原理三板模动作原理三板模动作原理三板模动作原理三板模动作原理三板模动作原理三板模动作原理注射模具结构定位环注射模具结构模座成型机构液压侧抽芯机构公模跑滑块机构母模跑滑块机构浇注系统注道及注道衬套流道不平衡流道布置自然平衡流道布置人工平衡流道布置注道拉料销三板模流道拉料销冷料井浇口最惯用手工剪

塑料注射模具设计.doc
课程设计题目:鼠标外壳塑料注射模具设计学院:航空制造工程学院专业:材料成型及控制工程姓名:肖玉梅学号:10033401导师:李宁目录1.塑件的工艺分析--------------------------------------------------------------------------------31.1塑件的成型工艺性分析------------------------------------------------------------------31.1.1塑件材料ABS的使用性能--