
模具和注射机关系专家讲座.pptx

胜利****实阿


1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

模具和注射机关系专家讲座.pptx
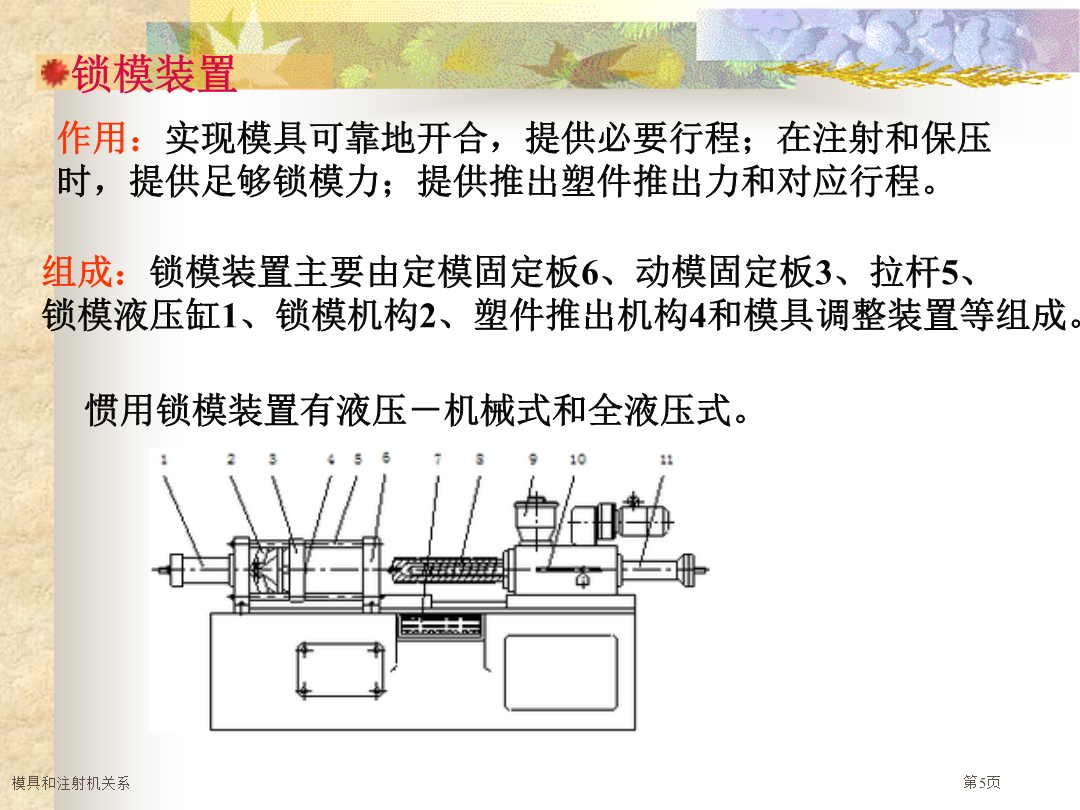
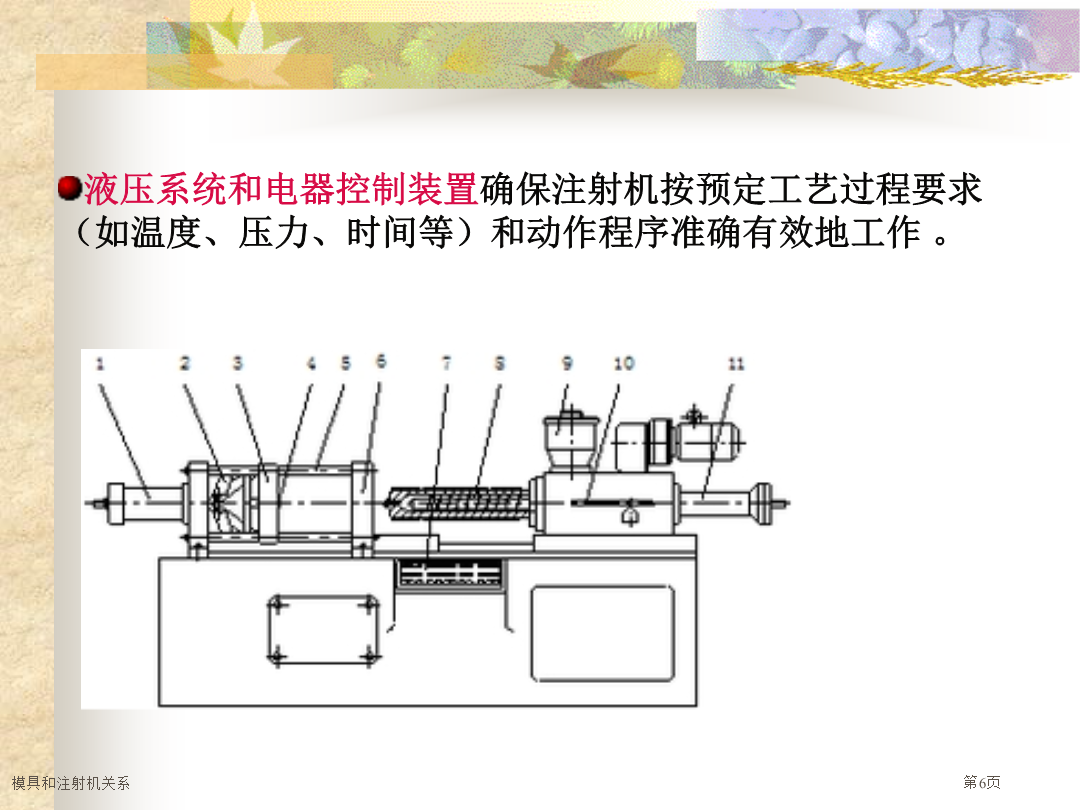
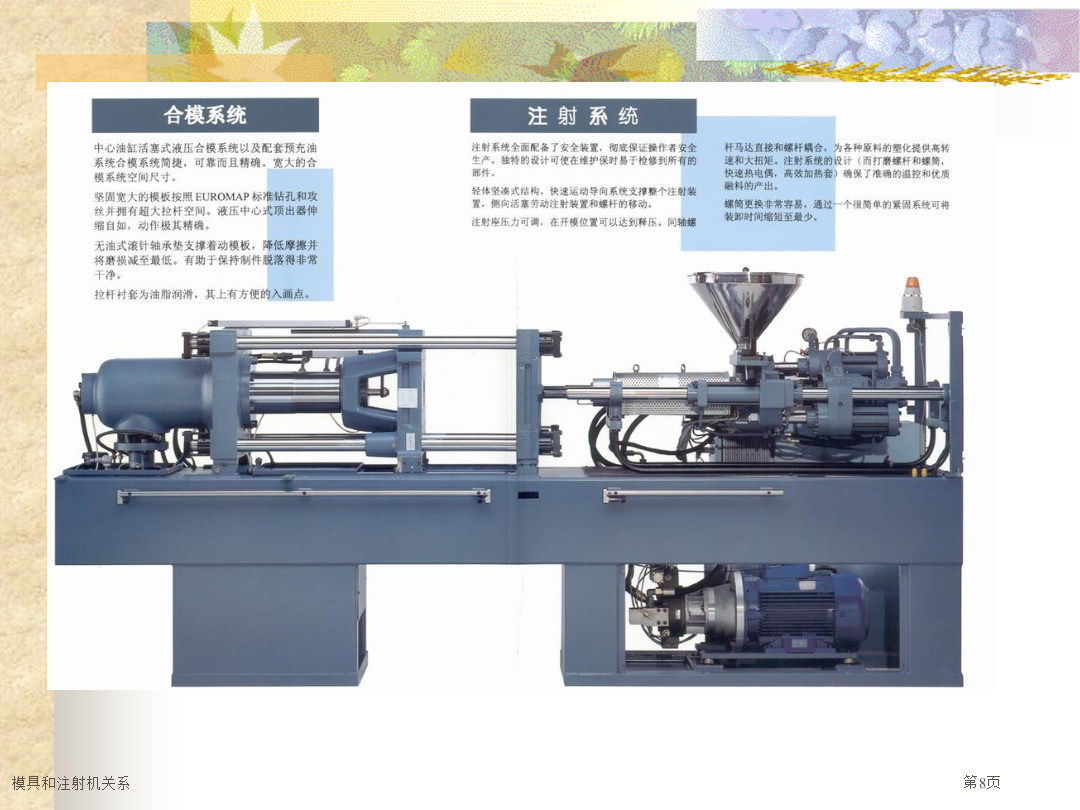
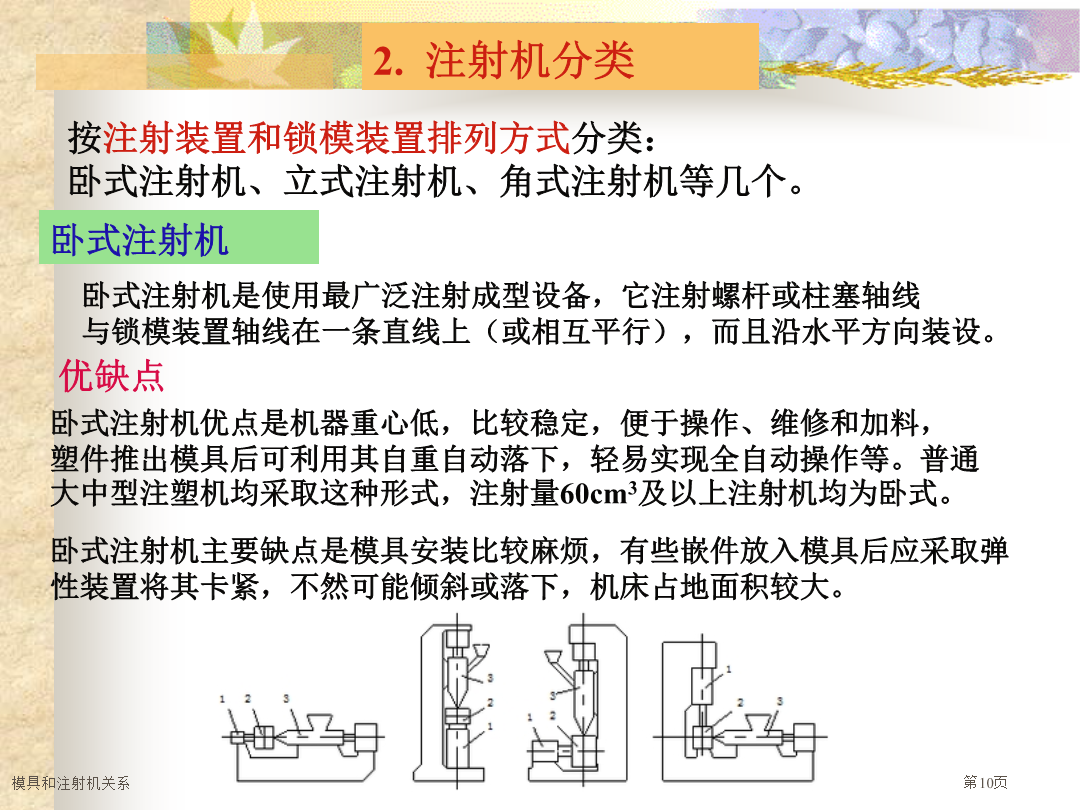
一.注射机注射机注射机(注射成型机)通常由注射装置、锁(合)模装置、液压系统、电器控制装置等组成。组成:锁模装置主要由定模固定板6、动模固定板3、拉杆5、锁模液压缸1、锁模机构2、塑件推出机构4和模具调整装置等组成。液压系统和电器控制装置确保注射机按预定工艺过程要求(如温度、压力、时间等)和动作程序准确有效地工作。卧式注射机2.注射机分类立式注射机注射装置与锁模装置均垂直安装且在一条直线上。优点是占地面积小,模具拆装方便,在动模(下模)安放嵌件时,嵌件不易倾斜或坠落。全自动嵌入取出立式注射成型机注射压力锁
模具和注射机关系专家讲座.pptx
一.注射机注射机注射机(注射成型机)通常由注射装置、锁(合)模装置、液压系统、电器控制装置等组成。组成:锁模装置主要由定模固定板6、动模固定板3、拉杆5、锁模液压缸1、锁模机构2、塑件推出机构4和模具调整装置等组成。液压系统和电器控制装置确保注射机按预定工艺过程要求(如温度、压力、时间等)和动作程序准确有效地工作。卧式注射机2.注射机分类立式注射机注射装置与锁模装置均垂直安装且在一条直线上。优点是占地面积小,模具拆装方便,在动模(下模)安放嵌件时,嵌件不易倾斜或坠落。全自动嵌入取出立式注射成型机注射压力锁

模具与注射机的关系1.doc
模具与注射机的关系模具都必须安装在与其相适应的注射机上才能进行生产。因此设计模具时,必须熟悉所选注射机的技术规范,并对相关参数进行校核,判断模具能否在所选注射机上使用。1注射机注射机是进行注塑加工的设备,也是应用最广的塑料成型设备。1.1.注射机的结构组成注射机通常由注射装置、锁(合)模装置、液压传动系统和电器控制系统等组成。(1)注射装置。是注射机的主要部分,将颗粒状或粉状的固体塑料原料均匀塑化成熔融状态,并以适当的速度和压力将一定量的塑料熔体注射进模具型腔。注射装置主要由塑化部件8、料斗9、注射和移动

注射模基本结构和注射机专家讲座.pptx
第四章注射模基本结构与注射机依据各零件所起作用注射模结构组成如图所表示:型腔(成型部分)、浇注系统、导向机构、推出机构、冷却与加热装置、排气系统、支承与紧固零件、分型与抽芯机构。二、注射模分类三、注射模经典结构第四章注射模基本结构与注射机一、注射机基本结构组成二、注射机分类二、注射机型号与规格表示法三、注射机相关工艺参数校核习题

注射模基本结构和注射机专家讲座.pptx
第四章注射模基本结构与注射机依据各零件所起作用注射模结构组成如图所表示:型腔(成型部分)、浇注系统、导向机构、推出机构、冷却与加热装置、排气系统、支承与紧固零件、分型与抽芯机构。二、注射模分类三、注射模经典结构第四章注射模基本结构与注射机一、注射机基本结构组成二、注射机分类二、注射机型号与规格表示法三、注射机相关工艺参数校核习题