
汽轮机叶片制造工艺过程.docx

15****47

1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽轮机叶片制造工艺过程.docx
轴流式蒸汽轮机动叶片制造工艺简述摘要:介绍了汽轮机等截面直叶片、自由成型叶片、有成型规律叶片汽道加工的毛坯制造、型面加工工艺过程,并介绍了五联动加工中心的基本特点,简单说明了汽轮机叶片几种特种加工方法的基本原理。关键字:汽轮机动叶片毛坯制造加工工艺特种加工一:汽轮机简介汽轮机是将蒸汽的能量转换为机械功的旋转式动力机械,是蒸汽动力装置的主要设备之一。主要用作发电用的原动机,也可直接驱动各种泵、风机、压缩机和船舶螺旋桨等。还可以利用汽轮机的排汽或中间抽汽满足生产和生活上的供热需要。汽轮机是一种高温高压高速旋转

汽轮机叶片制造工艺过程.docx
精选资料可修改编辑轴流式蒸汽轮机动叶片制造工艺简述摘要:介绍了汽轮机等截面直叶片、自由成型叶片、有成型规律叶片汽道加工的毛坯制造、型面加工工艺过程,并介绍了五联动加工中心的基本特点,简单说明了汽轮机叶片几种特种加工方法的基本原理。关键字:汽轮机动叶片毛坯制造加工工艺特种加工一:汽轮机简介汽轮机是将蒸汽的能量转换为机械功的旋转式动力机械,是蒸汽动力装置的主要设备之一。主要用作发电用的原动机,也可直接驱动各种泵、风机、压缩机和船舶螺旋桨等。还可以利用汽轮机的排汽或中间抽汽满足生产和生活上的供热需要。汽轮机是一
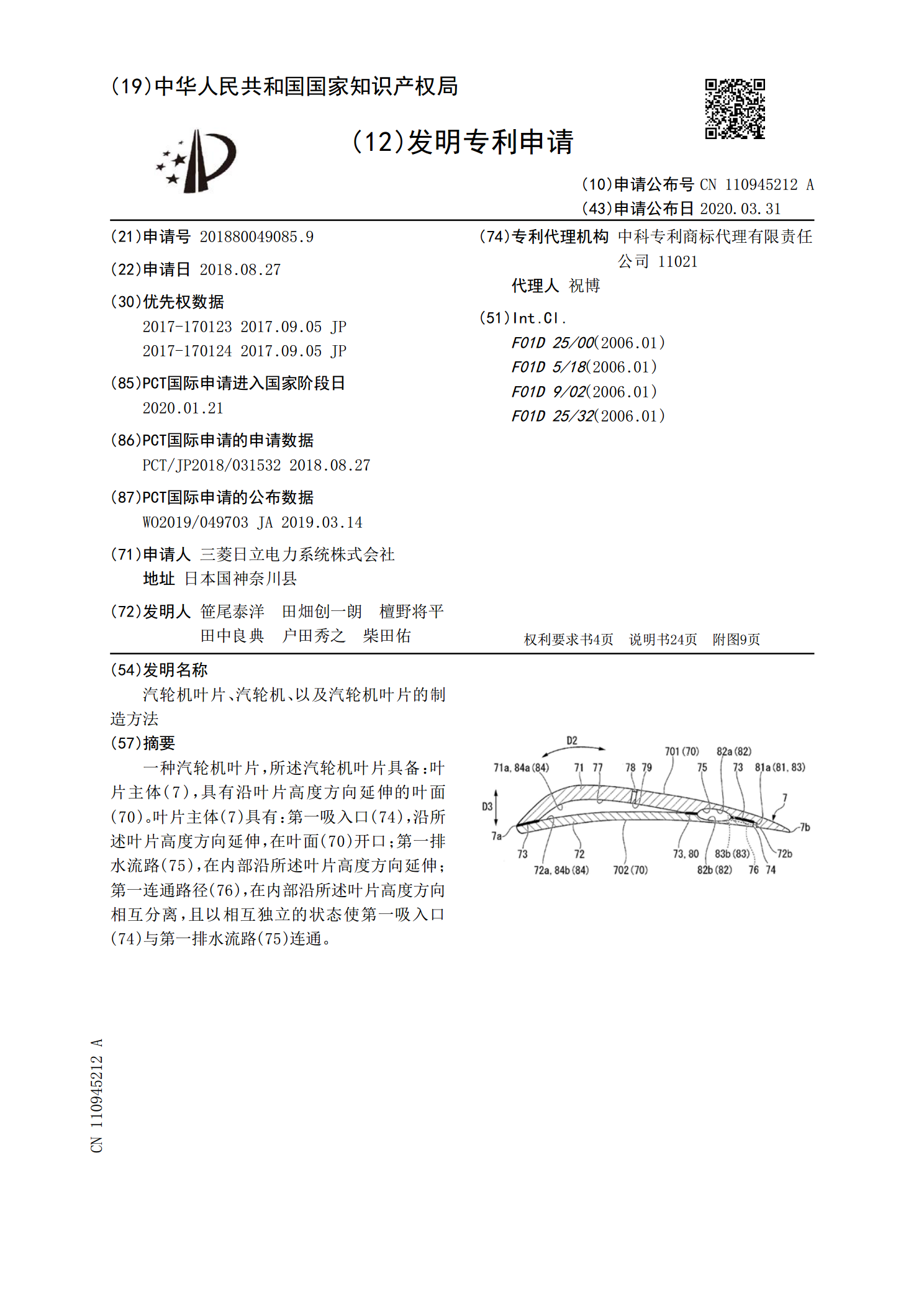
汽轮机叶片、汽轮机、以及汽轮机叶片的制造方法.pdf
一种汽轮机叶片,所述汽轮机叶片具备:叶片主体(7),具有沿叶片高度方向延伸的叶面(70)。叶片主体(7)具有:第一吸入口(74),沿所述叶片高度方向延伸,在叶面(70)开口;第一排水流路(75),在内部沿所述叶片高度方向延伸;第一连通路径(76),在内部沿所述叶片高度方向相互分离,且以相互独立的状态使第一吸入口(74)与第一排水流路(75)连通。
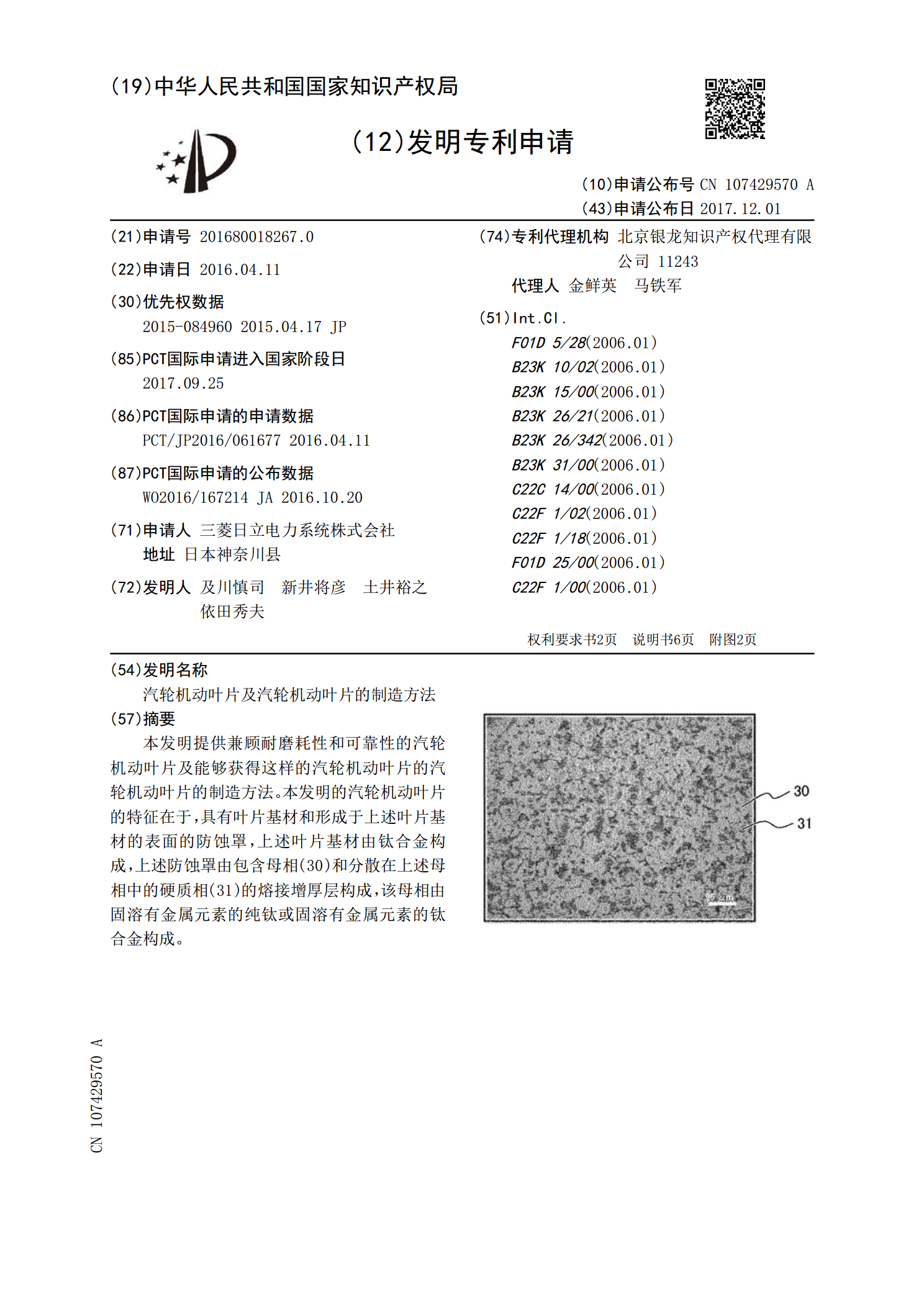
汽轮机动叶片及汽轮机动叶片的制造方法.pdf
本发明提供兼顾耐磨耗性和可靠性的汽轮机动叶片及能够获得这样的汽轮机动叶片的汽轮机动叶片的制造方法。本发明的汽轮机动叶片的特征在于,具有叶片基材和形成于上述叶片基材的表面的防蚀罩,上述叶片基材由钛合金构成,上述防蚀罩由包含母相(30)和分散在上述母相中的硬质相(31)的熔接增厚层构成,该母相由固溶有金属元素的纯钛或固溶有金属元素的钛合金构成。
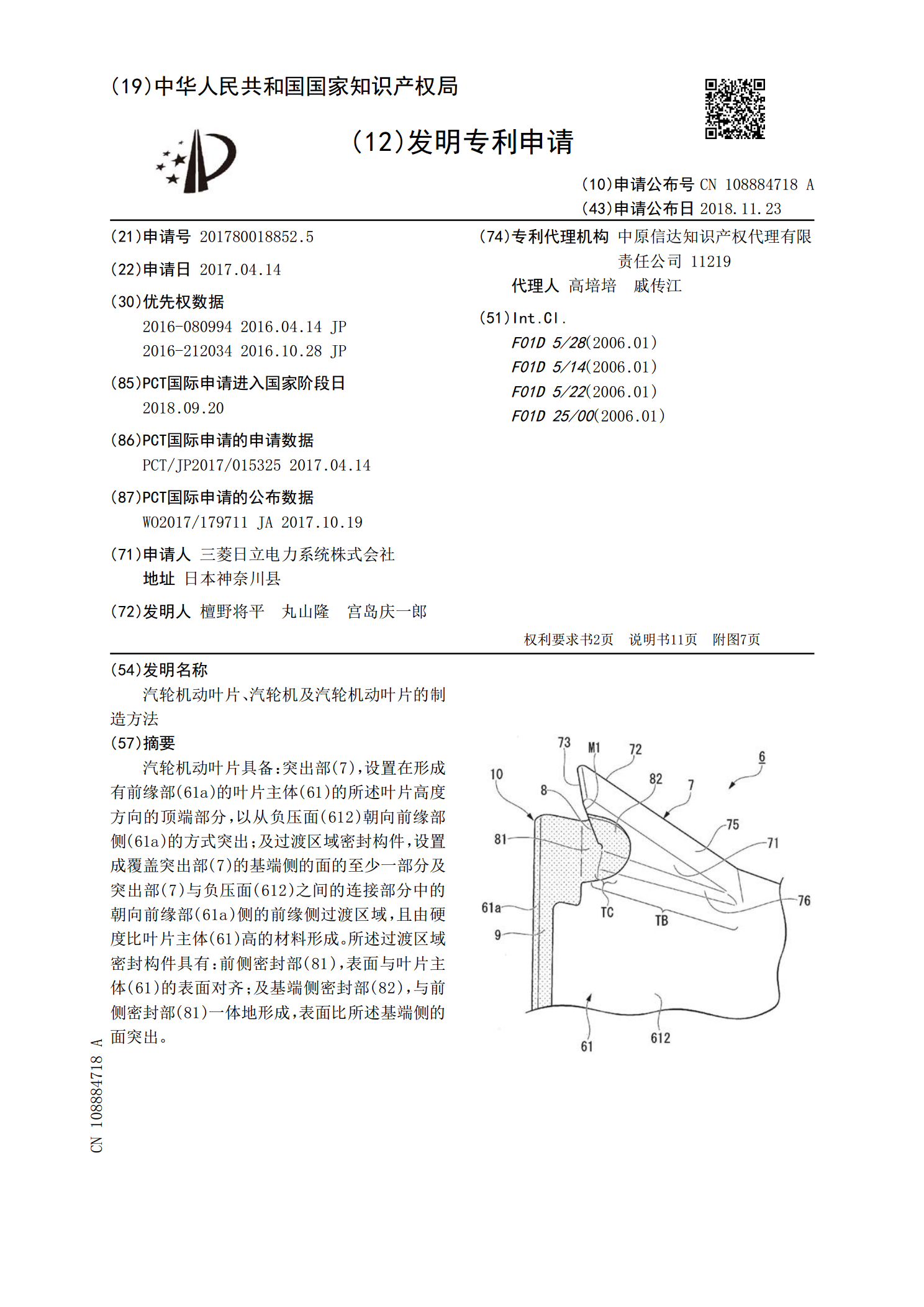
汽轮机动叶片、汽轮机及汽轮机动叶片的制造方法.pdf
汽轮机动叶片具备:突出部(7),设置在形成有前缘部(61a)的叶片主体(61)的所述叶片高度方向的顶端部分,以从负压面(612)朝向前缘部侧(61a)的方式突出;及过渡区域密封构件,设置成覆盖突出部(7)的基端侧的面的至少一部分及突出部(7)与负压面(612)之间的连接部分中的朝向前缘部(61a)侧的前缘侧过渡区域,且由硬度比叶片主体(61)高的材料形成。所述过渡区域密封构件具有:前侧密封部(81),表面与叶片主体(61)的表面对齐;及基端侧密封部(82),与前侧密封部(81)一体地形成,表面比所述基端侧