
一种自动电控压接焊方法.pdf

努力****星驰

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动电控压接焊方法.pdf
本发明公开了一种自动电控压接焊方法,包括以下步骤:S1:材料准备:准备需要焊接的工件,并对焊接工件的质量进行检验,检验合格后方可进行下一道工序,S2:设备检验:检查气压焊机的运转是否正常,气压焊机运转正常方可进行下一道工序,S3:焊接准备:将S1中所述的需要焊接的工件放在气压焊机上,并用夹具对工件进行固定,固定完成后检验固定是否牢固,S4:焊接:当工件被固定住后,加热工件需要焊接的位置,加热完成后电力控制压接机对工件施加压力,进行接焊。本发明通过对焊接位置进行外观检验和致密性检验,能够及时发现存在的问题,
一种SQUID芯片压焊装置与压焊方法.pdf
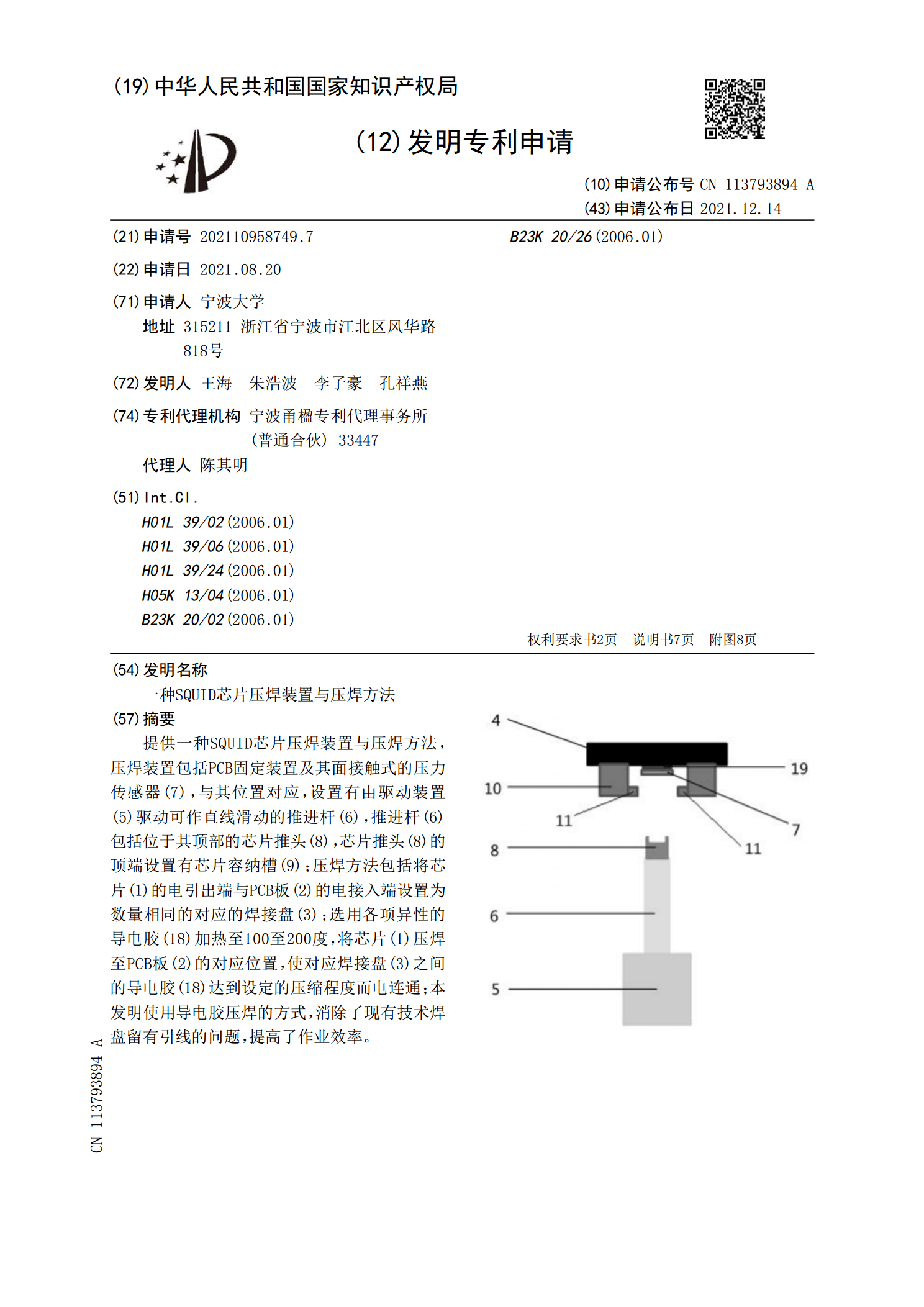
提供一种SQUID芯片压焊装置与压焊方法,压焊装置包括PCB固定装置及其面接触式的压力传感器(7),与其位置对应,设置有由驱动装置(5)驱动可作直线滑动的推进杆(6),推进杆(6)包括位于其顶部的芯片推头(8),芯片推头(8)的顶端设置有芯片容纳槽(9);压焊方法包括将芯片(1)的电引出端与PCB板(2)的电接入端设置为数量相同的对应的焊接盘(3);选用各项异性的导电胶(18)加热至100至200度,将芯片(1)压焊至PCB板(2)的对应位置,使对应焊接盘(3)之间的导电胶(18)达到设定的压缩程度而电连

一种压焊块制作方法及压焊块.pdf
本发明公开了一种压焊块制作方法及压焊块,涉及半导体工艺技术,本发明实施例提供的压焊块制作方法中,在刻蚀掉芯片的压焊块区域的钝化层后,在芯片上淀积金属层,并通过粘性薄膜去除压焊块区域外的金属层,保留压焊块区域的金属层,从而增加了压焊块金属的厚度。
一种自动焊压铆接机.pdf
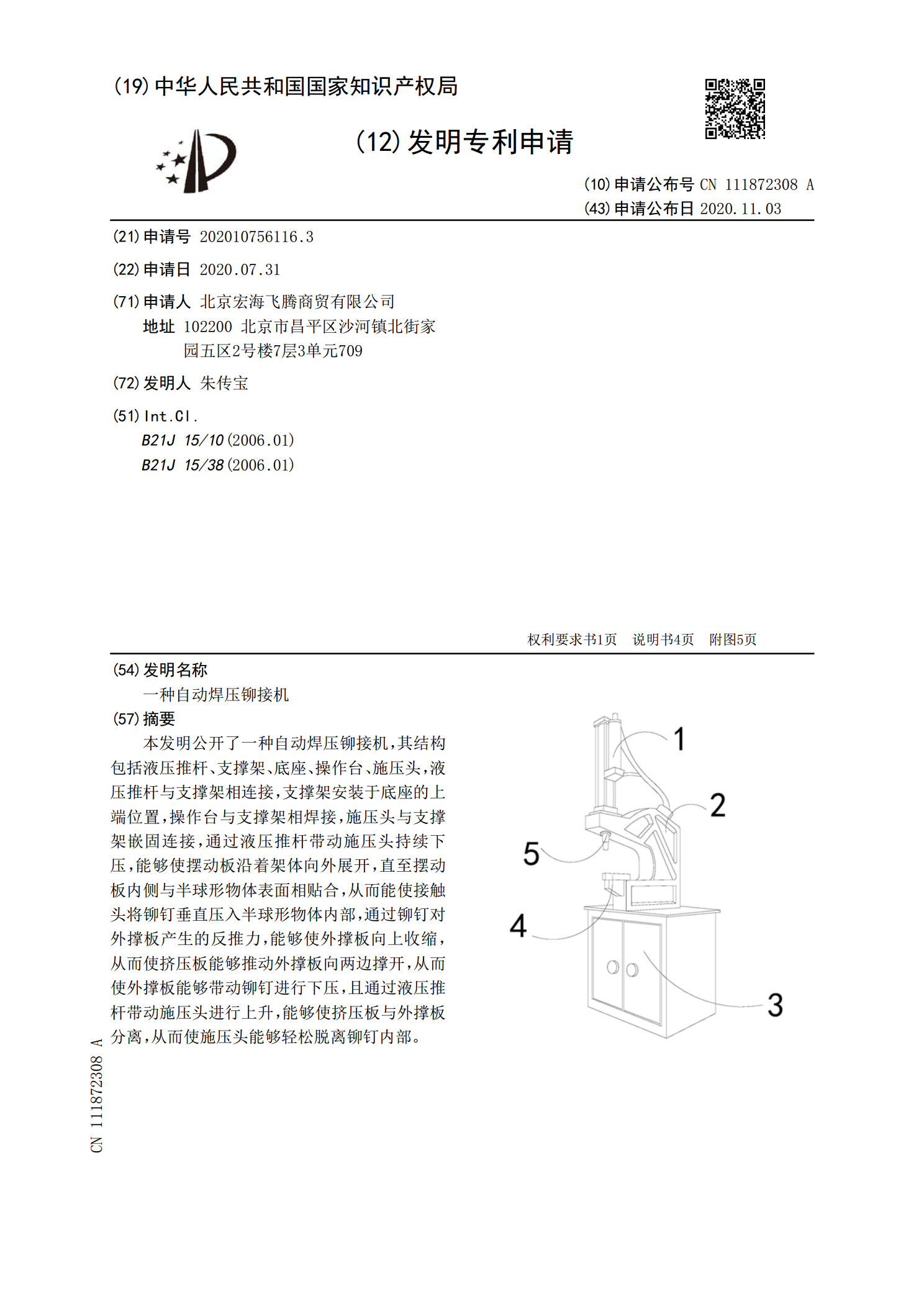
本发明公开了一种自动焊压铆接机,其结构包括液压推杆、支撑架、底座、操作台、施压头,液压推杆与支撑架相连接,支撑架安装于底座的上端位置,操作台与支撑架相焊接,施压头与支撑架嵌固连接,通过液压推杆带动施压头持续下压,能够使摆动板沿着架体向外展开,直至摆动板内侧与半球形物体表面相贴合,从而能使接触头将铆钉垂直压入半球形物体内部,通过铆钉对外撑板产生的反推力,能够使外撑板向上收缩,从而使挤压板能够推动外撑板向两边撑开,从而使外撑板能够带动铆钉进行下压,且通过液压推杆带动施压头进行上升,能够使挤压板与外撑板分离,从
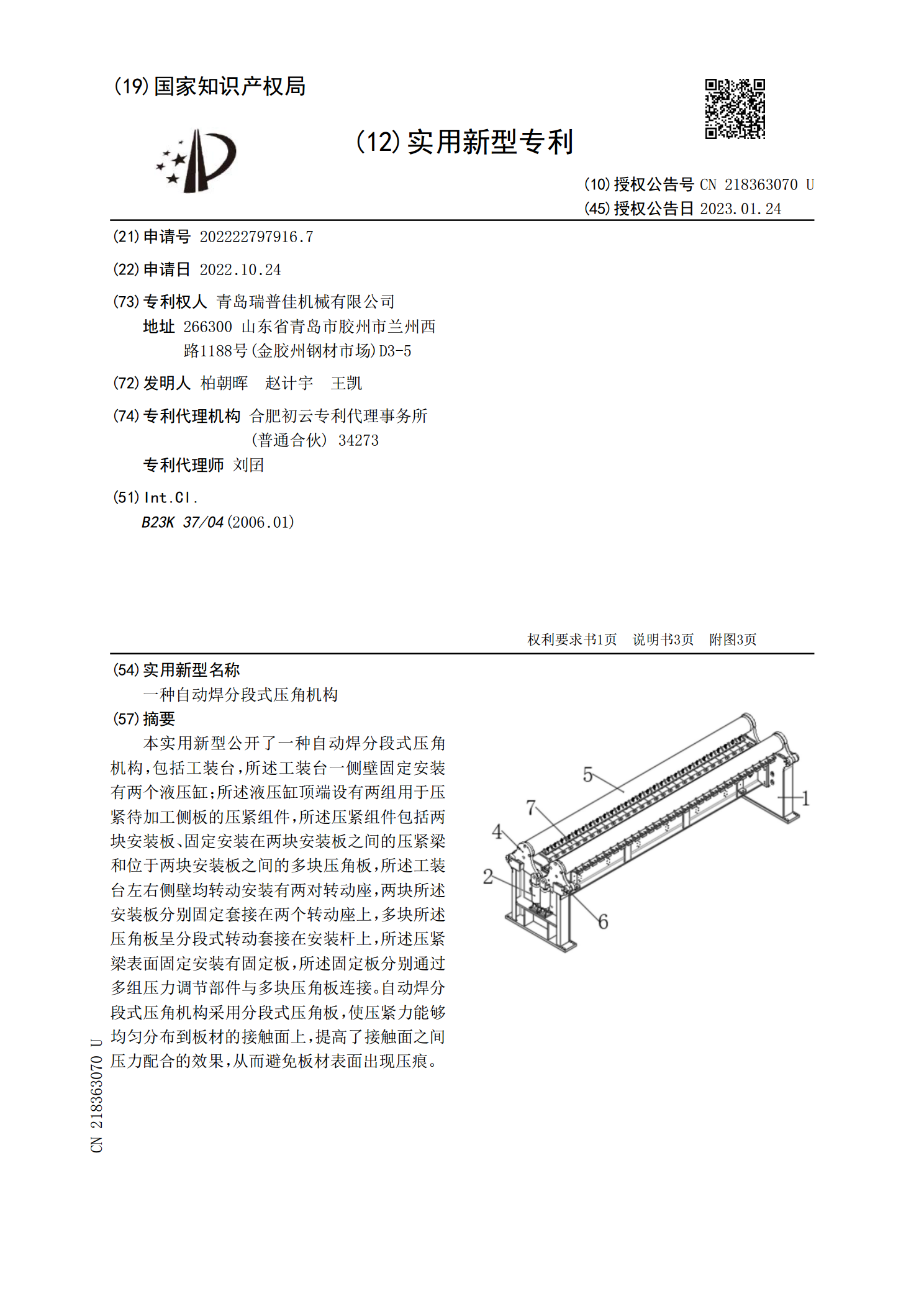
一种自动焊分段式压角机构.pdf
本实用新型公开了一种自动焊分段式压角机构,包括工装台,所述工装台一侧壁固定安装有两个液压缸;所述液压缸顶端设有两组用于压紧待加工侧板的压紧组件,所述压紧组件包括两块安装板、固定安装在两块安装板之间的压紧梁和位于两块安装板之间的多块压角板,所述工装台左右侧壁均转动安装有两对转动座,两块所述安装板分别固定套接在两个转动座上,多块所述压角板呈分段式转动套接在安装杆上,所述压紧梁表面固定安装有固定板,所述固定板分别通过多组压力调节部件与多块压角板连接。自动焊分段式压角机构采用分段式压角板,使压紧力能够均匀分布到板