
一种热压成型机.pdf

小代****回来

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热压成型机.pdf
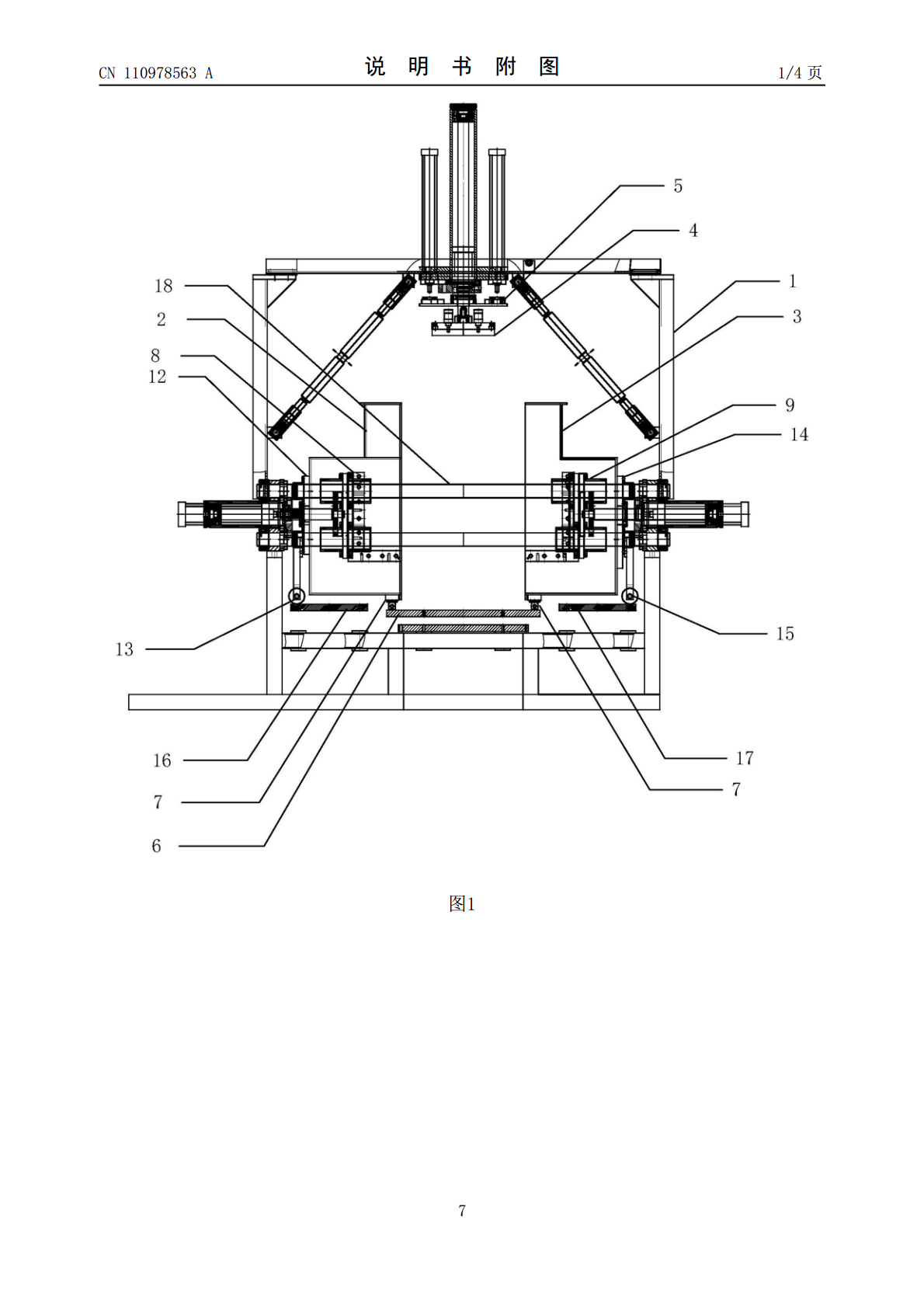
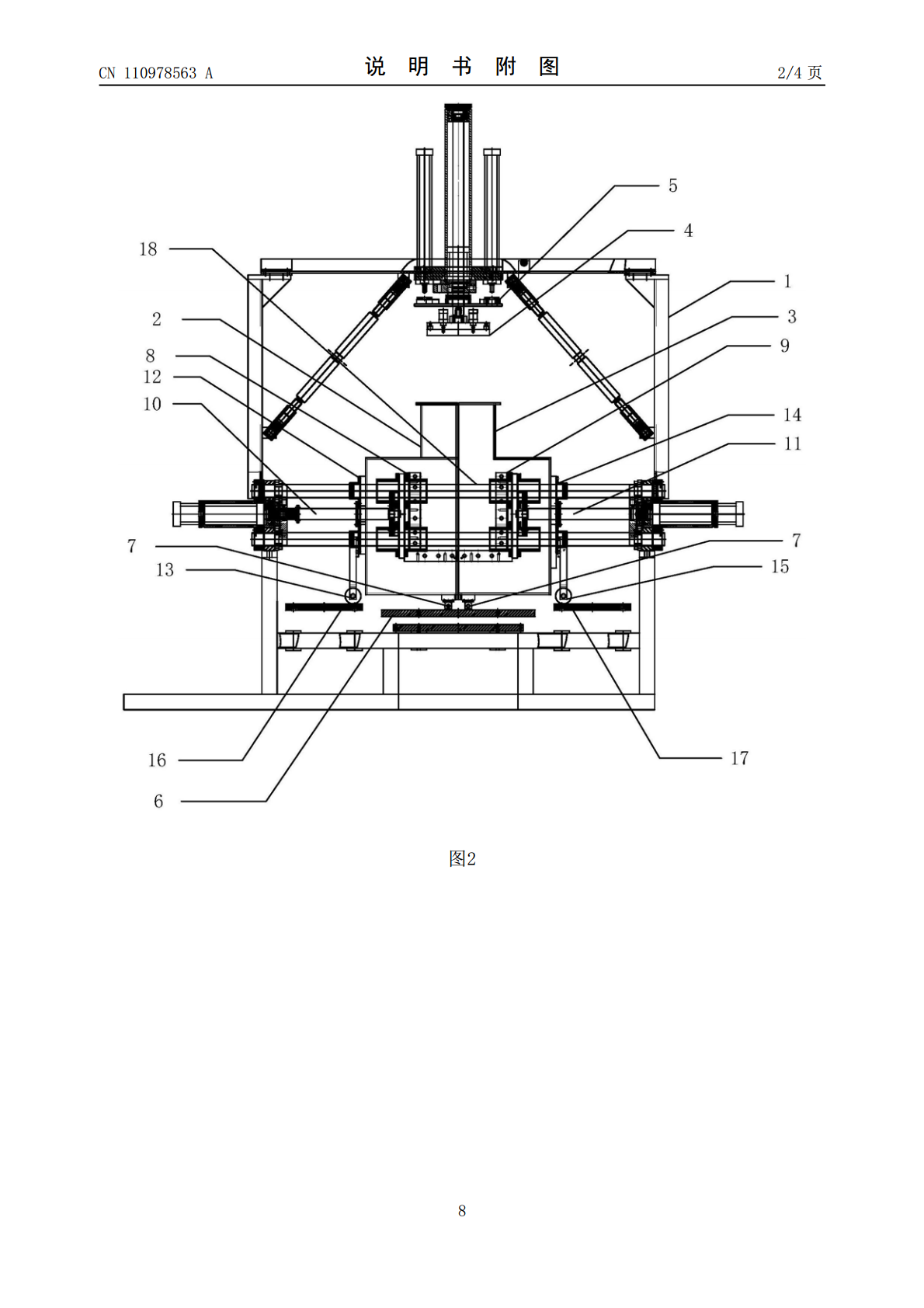
本发明公开了一种热压成型机,通过特殊真空罩结构的设计,实现在左右模具未完全合模,气囊固定板未密封模具上开口的前提下抽除模腔与产品之间的空气,同时取消贴布胶囊,将预浸布贴于加压气囊上,减小了压力损失,获得更高质量的产品。
一种复合材料热压成型机及热压成型方法.pdf
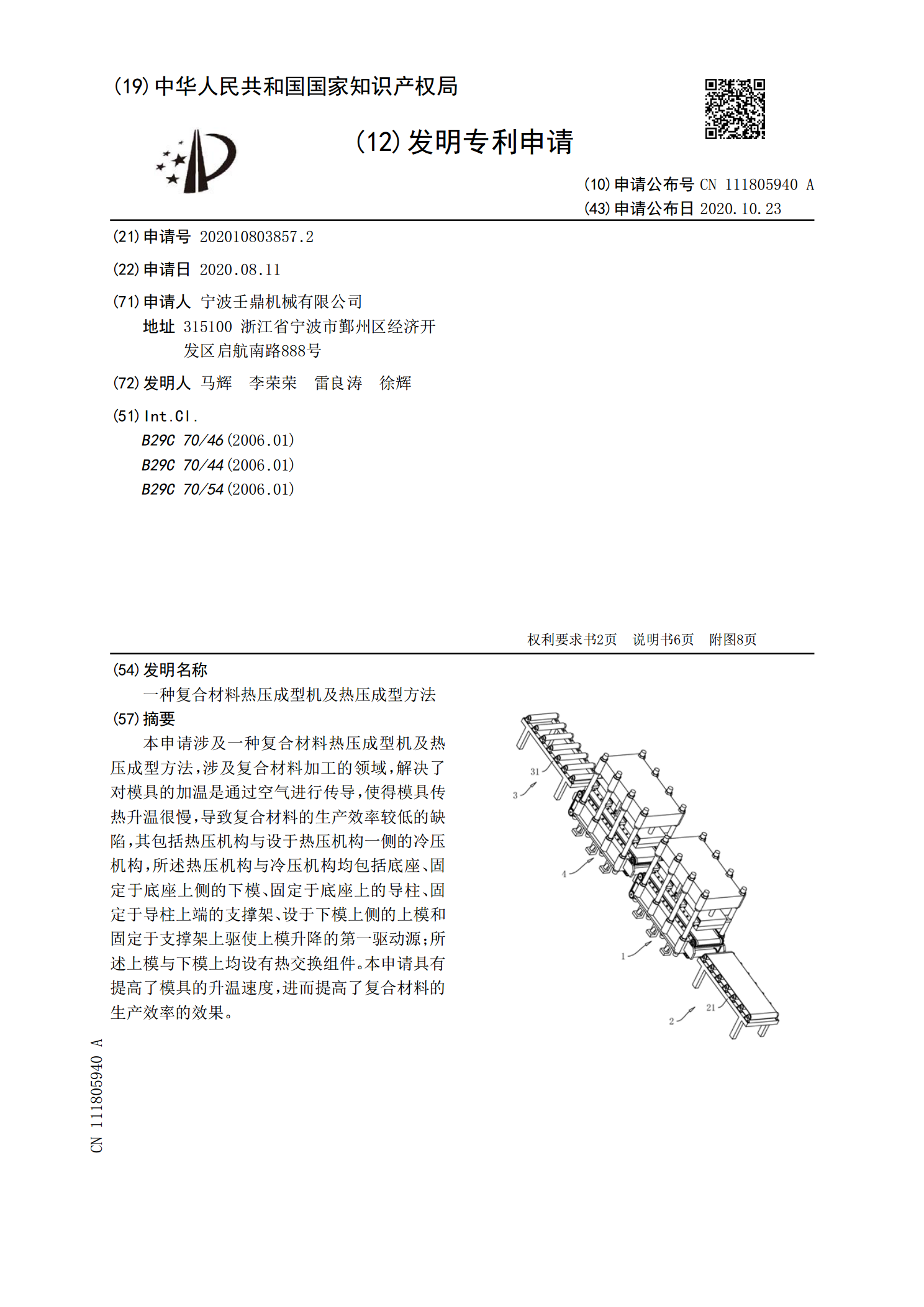
本申请涉及一种复合材料热压成型机及热压成型方法,涉及复合材料加工的领域,解决了对模具的加温是通过空气进行传导,使得模具传热升温很慢,导致复合材料的生产效率较低的缺陷,其包括热压机构与设于热压机构一侧的冷压机构,所述热压机构与冷压机构均包括底座、固定于底座上侧的下模、固定于底座上的导柱、固定于导柱上端的支撑架、设于下模上侧的上模和固定于支撑架上驱使上模升降的第一驱动源;所述上模与下模上均设有热交换组件。本申请具有提高了模具的升温速度,进而提高了复合材料的生产效率的效果。

一种热压冷冻成型机.pdf
本发明的一种热压冷冻成型机,包括机架、及设置在机架上的下层铁氟龙布带和上层铁氟龙布带、及依次设置在下层铁氟龙布带上方的料斗盒、成型模装置、红外线加热区、热压成型塞、冷压成型塞和成品收取处;所述铁氟龙布带中间设置有传动装置、滚轮和铁氟龙布带自动纠偏装置;该热压冷冻成型机上还设置有用于控制铁氟龙布带自动纠偏装置、料斗盒、成型模装置、红外线加热区、热压成型塞、冷压成型塞的PLC控制系统。由于热压冷冻成型机的生产线由PLC控制系统集中控制,整套设备只需一名操作人员即可实现批量生产,从而节省人力,使人工成本降低,同
一种多工位的热压成型机.pdf
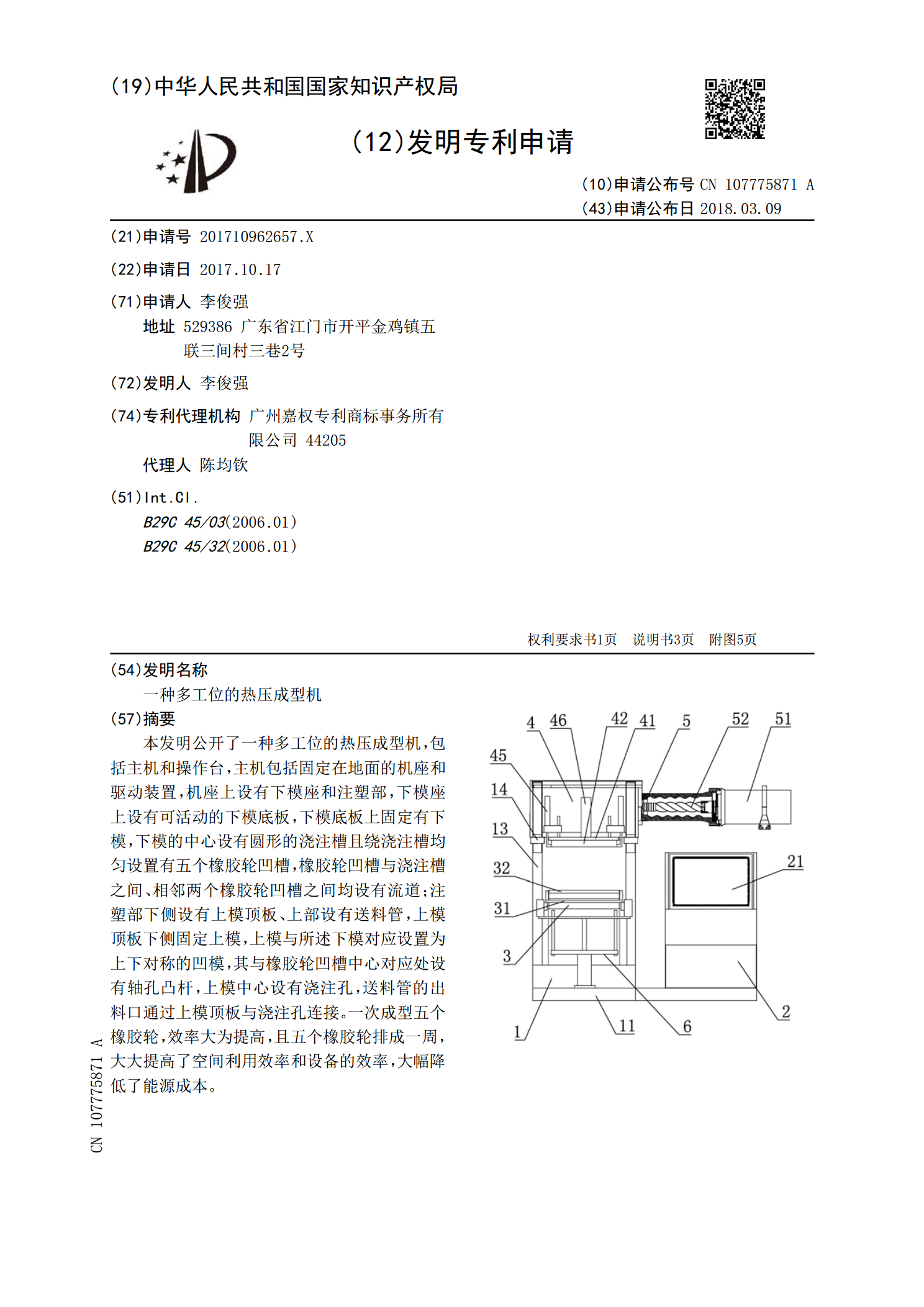
本发明公开了一种多工位的热压成型机,包括主机和操作台,主机包括固定在地面的机座和驱动装置,机座上设有下模座和注塑部,下模座上设有可活动的下模底板,下模底板上固定有下模,下模的中心设有圆形的浇注槽且绕浇注槽均匀设置有五个橡胶轮凹槽,橡胶轮凹槽与浇注槽之间、相邻两个橡胶轮凹槽之间均设有流道;注塑部下侧设有上模顶板、上部设有送料管,上模顶板下侧固定上模,上模与所述下模对应设置为上下对称的凹模,其与橡胶轮凹槽中心对应处设有轴孔凸杆,上模中心设有浇注孔,送料管的出料口通过上模顶板与浇注孔连接。一次成型五个橡胶轮,效
热压成型机.pdf
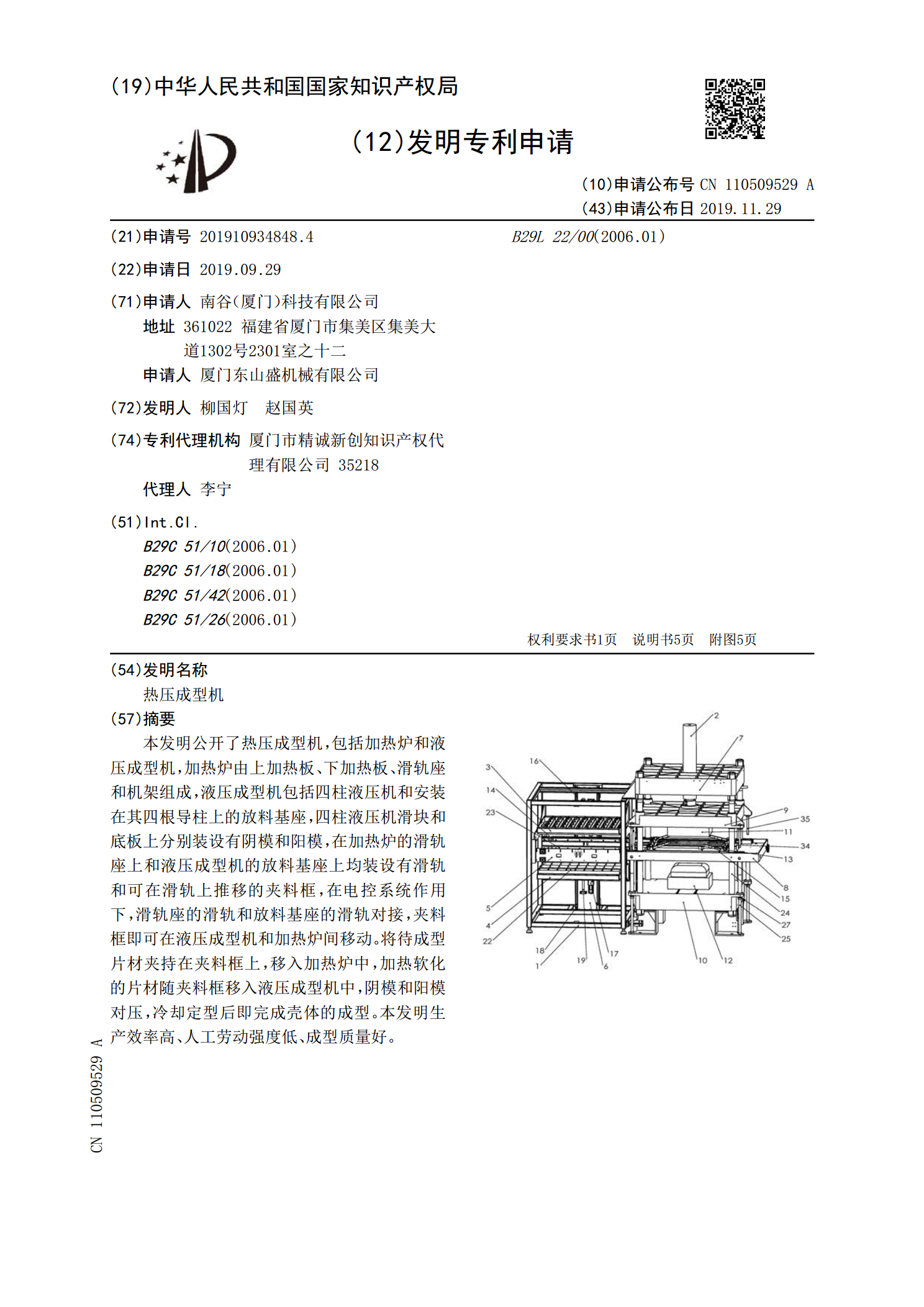
本发明公开了热压成型机,包括加热炉和液压成型机,加热炉由上加热板、下加热板、滑轨座和机架组成,液压成型机包括四柱液压机和安装在其四根导柱上的放料基座,四柱液压机滑块和底板上分别装设有阴模和阳模,在加热炉的滑轨座上和液压成型机的放料基座上均装设有滑轨和可在滑轨上推移的夹料框,在电控系统作用下,滑轨座的滑轨和放料基座的滑轨对接,夹料框即可在液压成型机和加热炉间移动。将待成型片材夹持在夹料框上,移入加热炉中,加热软化的片材随夹料框移入液压成型机中,阴模和阳模对压,冷却定型后即完成壳体的成型。本发明生产效率高、人