
一种超大口径钛合金薄壁无缝管材的制备方法.pdf

是你****岺呀

1/7

2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超大口径钛合金薄壁无缝管材的制备方法.pdf
本发明公开了一种超大口径钛合金薄壁无缝管材的制备方法,选取钛合金光棒,沿其长度方向打孔,得到管坯;对管坯进行热穿轧加工,得到冷轧管坯;对冷轧管坯进行多道次冷轧,得到机加管坯,依次对机加管坯进行真空热处理和机加工,得到半成品管坯;对半成品管坯循环进行时效热处理和矫直,直至半成品管坯的直线度精度小于等于千分之一;对经过时效热处理和矫直后的半成品管坯进行机加工,得到成品钛合金管材;通过采用钻孔‑热穿轧‑冷轧‑热处理‑时效处理‑矫直‑机加的加工工艺,能够改善管材的组织性能;可以保证管坯因前期冷热加工的内应力释放,
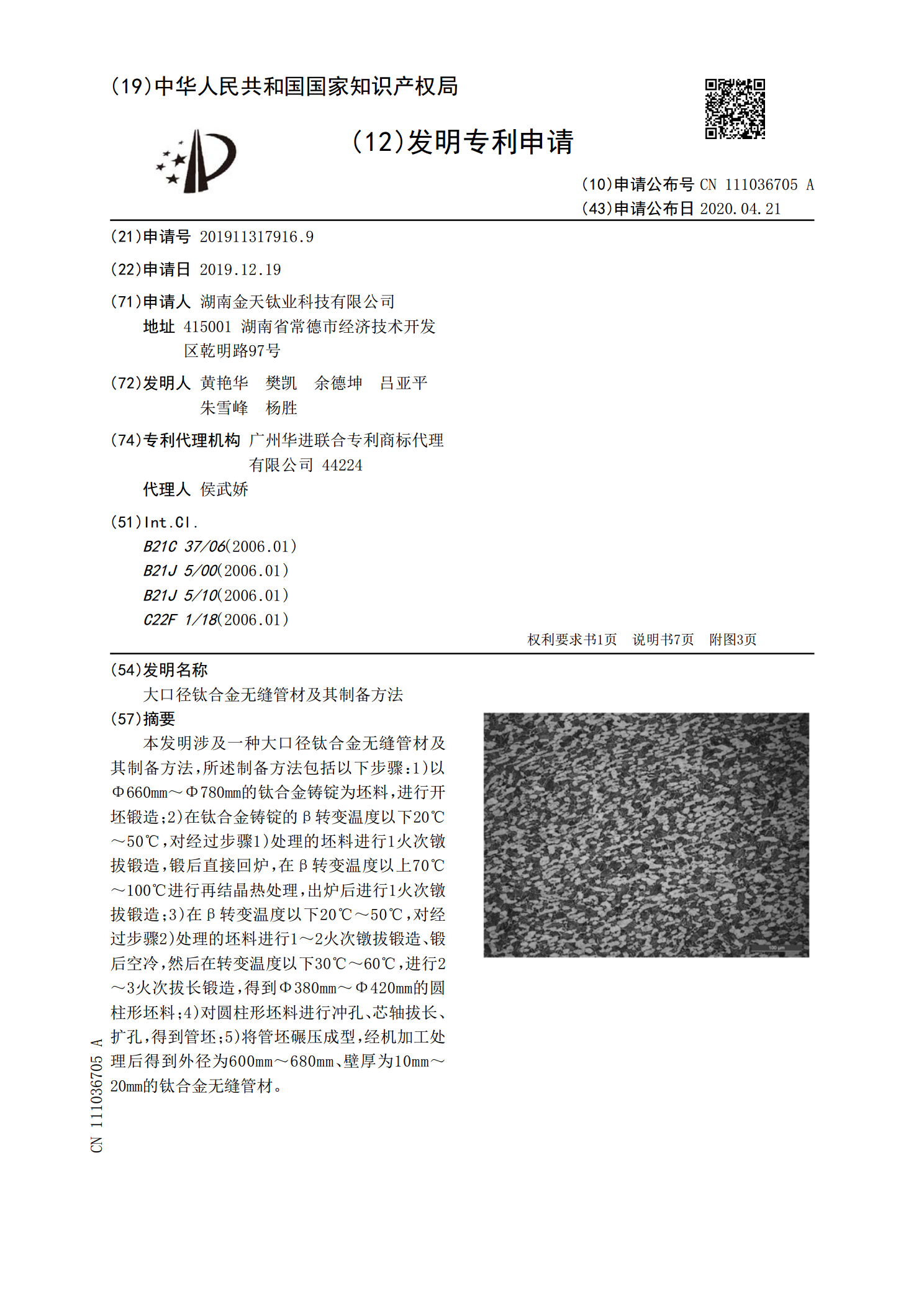
大口径钛合金无缝管材及其制备方法.pdf
本发明涉及一种大口径钛合金无缝管材及其制备方法,所述制备方法包括以下步骤:1)以Φ660mm~Φ780mm的钛合金铸锭为坯料,进行开坯锻造;2)在钛合金铸锭的β转变温度以下20℃~50℃,对经过步骤1)处理的坯料进行1火次镦拔锻造,锻后直接回炉,在β转变温度以上70℃~100℃进行再结晶热处理,出炉后进行1火次镦拔锻造;3)在β转变温度以下20℃~50℃,对经过步骤2)处理的坯料进行1~2火次镦拔锻造、锻后空冷,然后在转变温度以下30℃~60℃,进行2~3火次拔长锻造,得到Φ380mm~Φ420mm的圆柱
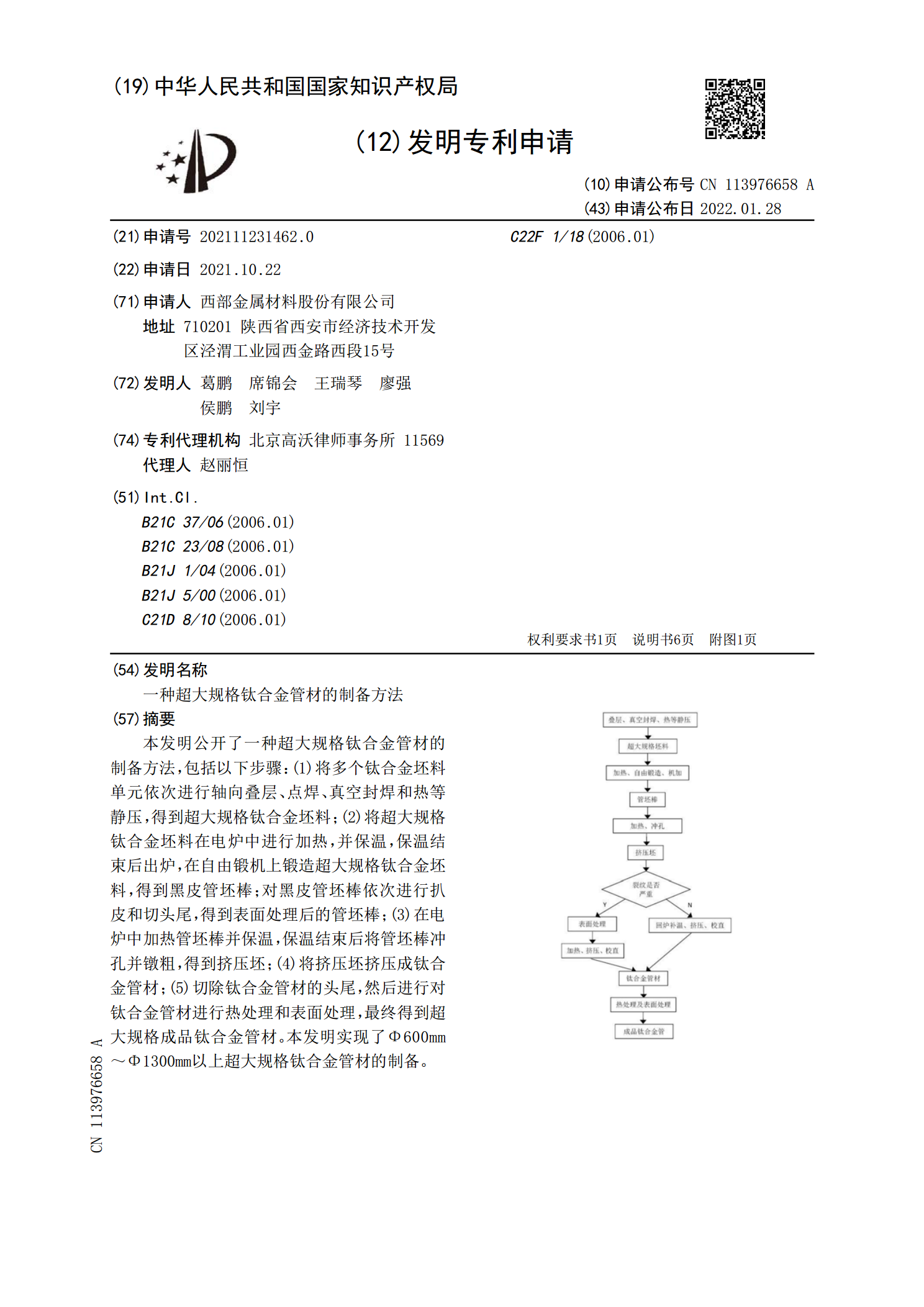
一种超大规格钛合金管材的制备方法.pdf
本发明公开了一种超大规格钛合金管材的制备方法,包括以下步骤:(1)将多个钛合金坯料单元依次进行轴向叠层、点焊、真空封焊和热等静压,得到超大规格钛合金坯料;(2)将超大规格钛合金坯料在电炉中进行加热,并保温,保温结束后出炉,在自由锻机上锻造超大规格钛合金坯料,得到黑皮管坯棒;对黑皮管坯棒依次进行扒皮和切头尾,得到表面处理后的管坯棒;(3)在电炉中加热管坯棒并保温,保温结束后将管坯棒冲孔并镦粗,得到挤压坯;(4)将挤压坯挤压成钛合金管材;(5)切除钛合金管材的头尾,然后进行对钛合金管材进行热处理和表面处理,最
一种超长钛合金无缝挤压管材的制备方法.pdf
本发明公开了一种超长钛合金无缝挤压管材的制备方法,该方法将真空自耗电弧熔炼炉熔炼出的铸锭去除冒口和锭头,进行扒皮处理,然后在45MN和20MN快锻机上锻造成毛棒,进行扒皮、打中心孔,并进行平头和倒角处理,再涂抹防氧化涂层,放入电阻炉中加热后,裹腹润滑剂,随即放入25MN挤压机中进行挤压,再矫直、喷砂、精修得到超长钛合金无缝管材成品。本发明可降低生产成本制得超长无缝钛合金管材,且组织均匀,可加工性好。
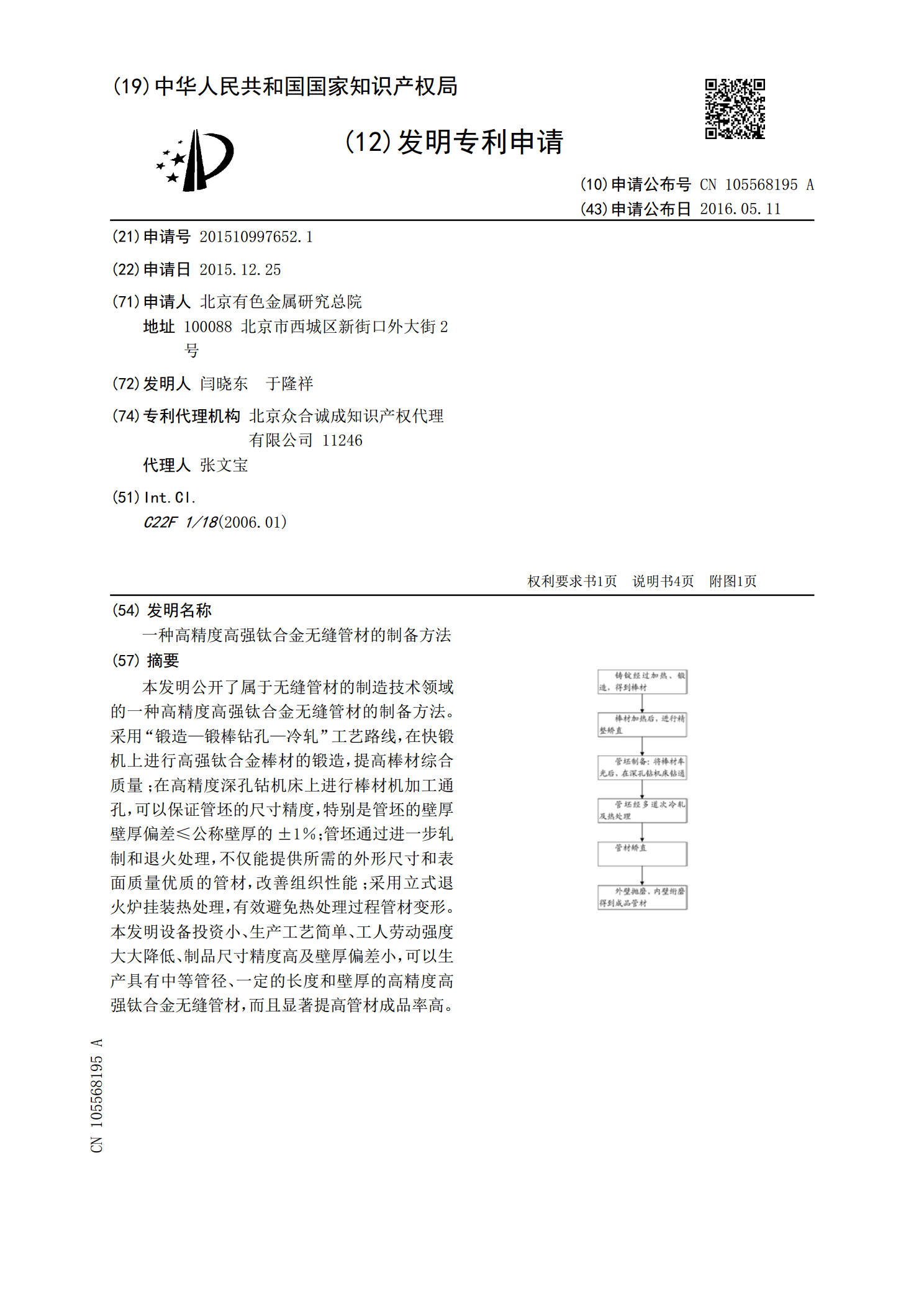
一种高精度高强钛合金无缝管材的制备方法.pdf
本发明公开了属于无缝管材的制造技术领域的一种高精度高强钛合金无缝管材的制备方法。采用“锻造—锻棒钻孔—冷轧”工艺路线,在快锻机上进行高强钛合金棒材的锻造,提高棒材综合质量;在高精度深孔钻机床上进行棒材机加工通孔,可以保证管坯的尺寸精度,特别是管坯的壁厚壁厚偏差≤公称壁厚的±1%;管坯通过进一步轧制和退火处理,不仅能提供所需的外形尺寸和表面质量优质的管材,改善组织性能;采用立式退火炉挂装热处理,有效避免热处理过程管材变形。本发明设备投资小、生产工艺简单、工人劳动强度大大降低、制品尺寸精度高及壁厚偏差小,可以