
一种高精度高强钛合金无缝管材的制备方法.pdf

海昌****姐淑

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精度高强钛合金无缝管材的制备方法.pdf
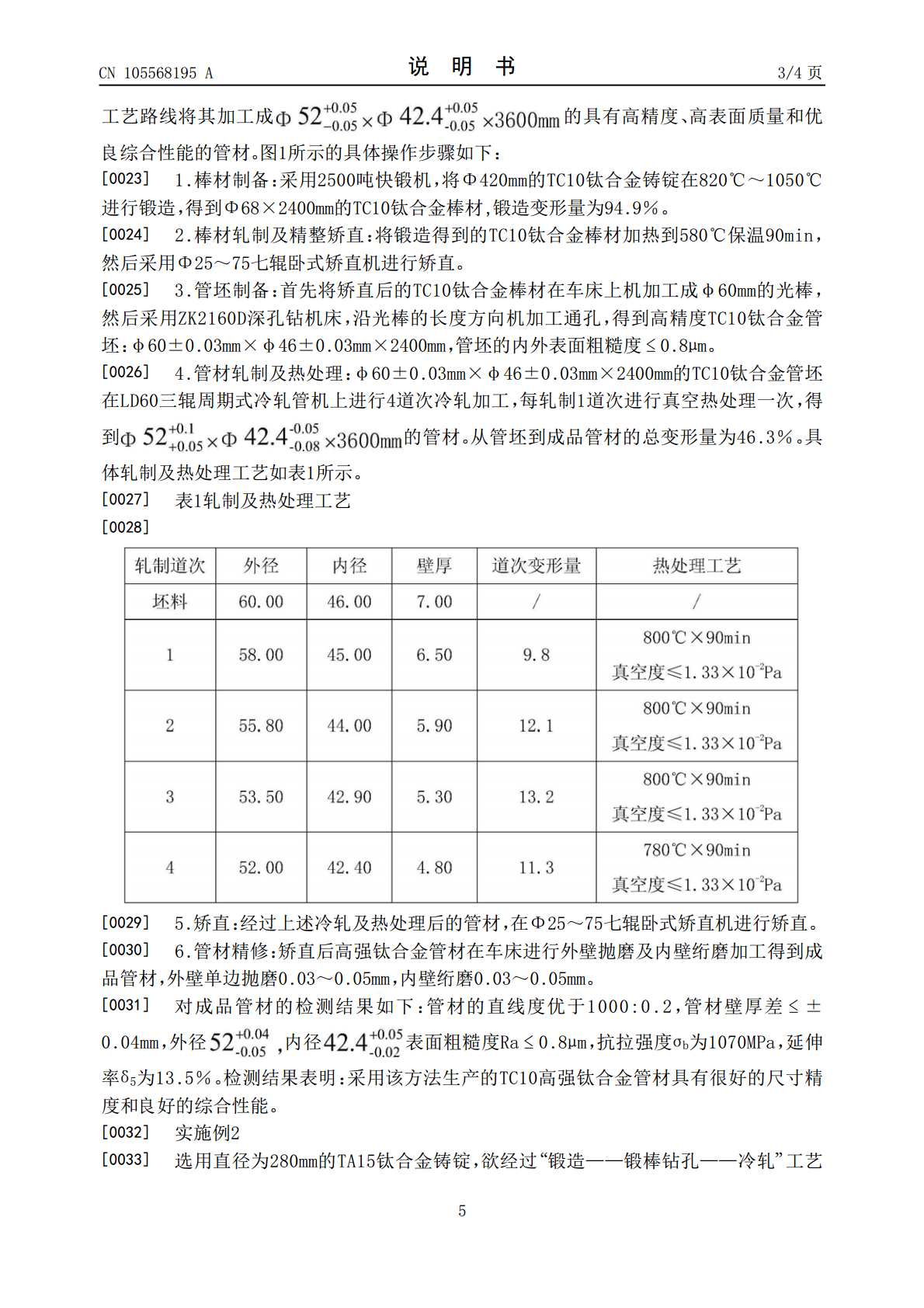
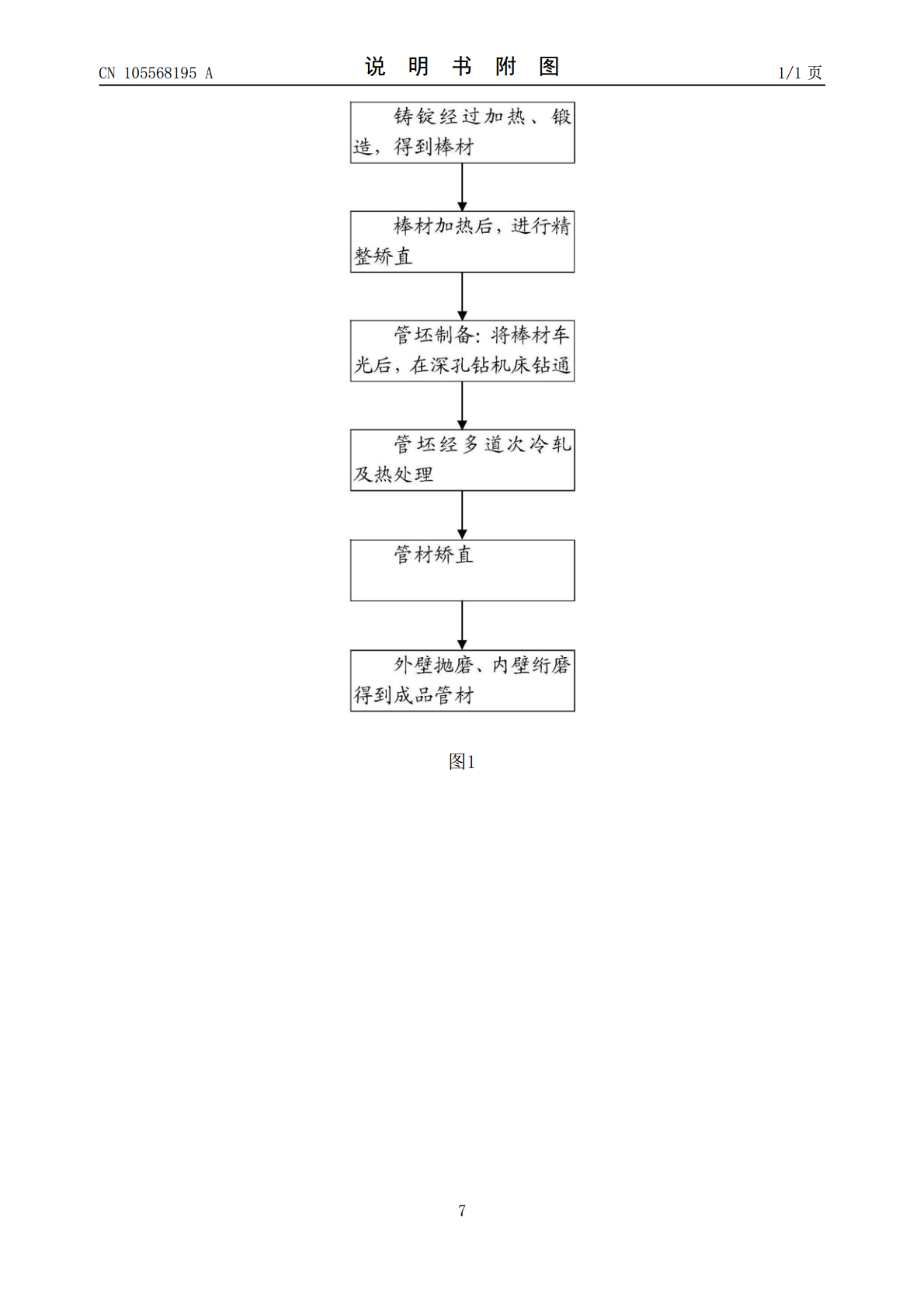
本发明公开了属于无缝管材的制造技术领域的一种高精度高强钛合金无缝管材的制备方法。采用“锻造—锻棒钻孔—冷轧”工艺路线,在快锻机上进行高强钛合金棒材的锻造,提高棒材综合质量;在高精度深孔钻机床上进行棒材机加工通孔,可以保证管坯的尺寸精度,特别是管坯的壁厚壁厚偏差≤公称壁厚的±1%;管坯通过进一步轧制和退火处理,不仅能提供所需的外形尺寸和表面质量优质的管材,改善组织性能;采用立式退火炉挂装热处理,有效避免热处理过程管材变形。本发明设备投资小、生产工艺简单、工人劳动强度大大降低、制品尺寸精度高及壁厚偏差小,可以

一种高强TC18钛合金无缝管材高效低成本制备方法.pdf
本发明公开了一种高强TC18钛合金无缝管材高效低成本制备方法,该方法包括:一、按照TC18钛合金的名义成分配料后经EB炉一次熔炼得到钛合金圆锭;二、将TC18钛合金圆锭加热后采用斜轧穿孔机进行斜轧穿孔,然后冷却并转入热连轧机中进行定壁厚轧制,经在线电补热后进入张力减径机中进行定径轧制,得到TC18钛合金无缝管材;三、将TC18钛合金无缝管材进行热处理,得到高强TC18钛合金无缝管材。本发明采用EB炉一次熔炼得到的TC18钛合金圆锭为原料,实现了从TC18钛合金圆锭到无缝管材的一次连续成形,有效缩短制备流程
一种超长钛合金无缝挤压管材的制备方法.pdf
本发明公开了一种超长钛合金无缝挤压管材的制备方法,该方法将真空自耗电弧熔炼炉熔炼出的铸锭去除冒口和锭头,进行扒皮处理,然后在45MN和20MN快锻机上锻造成毛棒,进行扒皮、打中心孔,并进行平头和倒角处理,再涂抹防氧化涂层,放入电阻炉中加热后,裹腹润滑剂,随即放入25MN挤压机中进行挤压,再矫直、喷砂、精修得到超长钛合金无缝管材成品。本发明可降低生产成本制得超长无缝钛合金管材,且组织均匀,可加工性好。

一种高强度高精度Ti6Al4V钛合金管材的加工制备方法.pdf
本发明公开了一种高强度高精度Ti6Al4V钛合金管材的加工制备方法,锻造组织均匀细小的Ti6Al4V钛合金棒坯,采用箱式电阻炉将钛合金棒坯在β相区进行加热保温;并通过斜轧穿孔机将加热后的钛合金棒坯轧制为管坯;将轧制的管坯热处理,用矫直机进行热矫直;将热矫直后的管坯内表面进行镗孔处理,得到成品钛合金管材;本发明通过对钛合金化学成分的控制,主要是间隙元素O、Fe的控制,大变形锻轧,加工时合理选择加热和轧制温度,以及后续的去应力退火,Ti6Al4V管材可获得高强度,同时通过热矫直及机加工参数的合理控制,制备的管
一种高冲击韧性钛合金及利用钛合金制备无缝管材的方法.pdf
本发明公开了一种高冲击韧性钛合金,其化学成分要求为Al4.0‑9.0%、Mo0.5‑5.0%、Zr1‑5%、Nb1‑5%、Fe0.2‑2.0%、余量为Ti及杂质。利用此高冲击韧性钛合金制备无缝管材的方法为:按化学成分要求称取铝铌中间合金、钼块、纯海绵锆、铁钉、海绵钛并进行混料,压制成电极棒,再放入真空自耗电弧炉中进行二次熔炼,得到钛合金铸锭;将钛合金铸锭于1150℃开坯锻造,970~1020℃改锻,得到棒坯;再将棒坯加热至950~1200℃;将棒坯斜轧穿孔制得管坯;利用斜轧穿孔后的余热进行管坯热