
一种超大规格钛合金管材的制备方法.pdf

梅雪****67

1/9

2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超大规格钛合金管材的制备方法.pdf
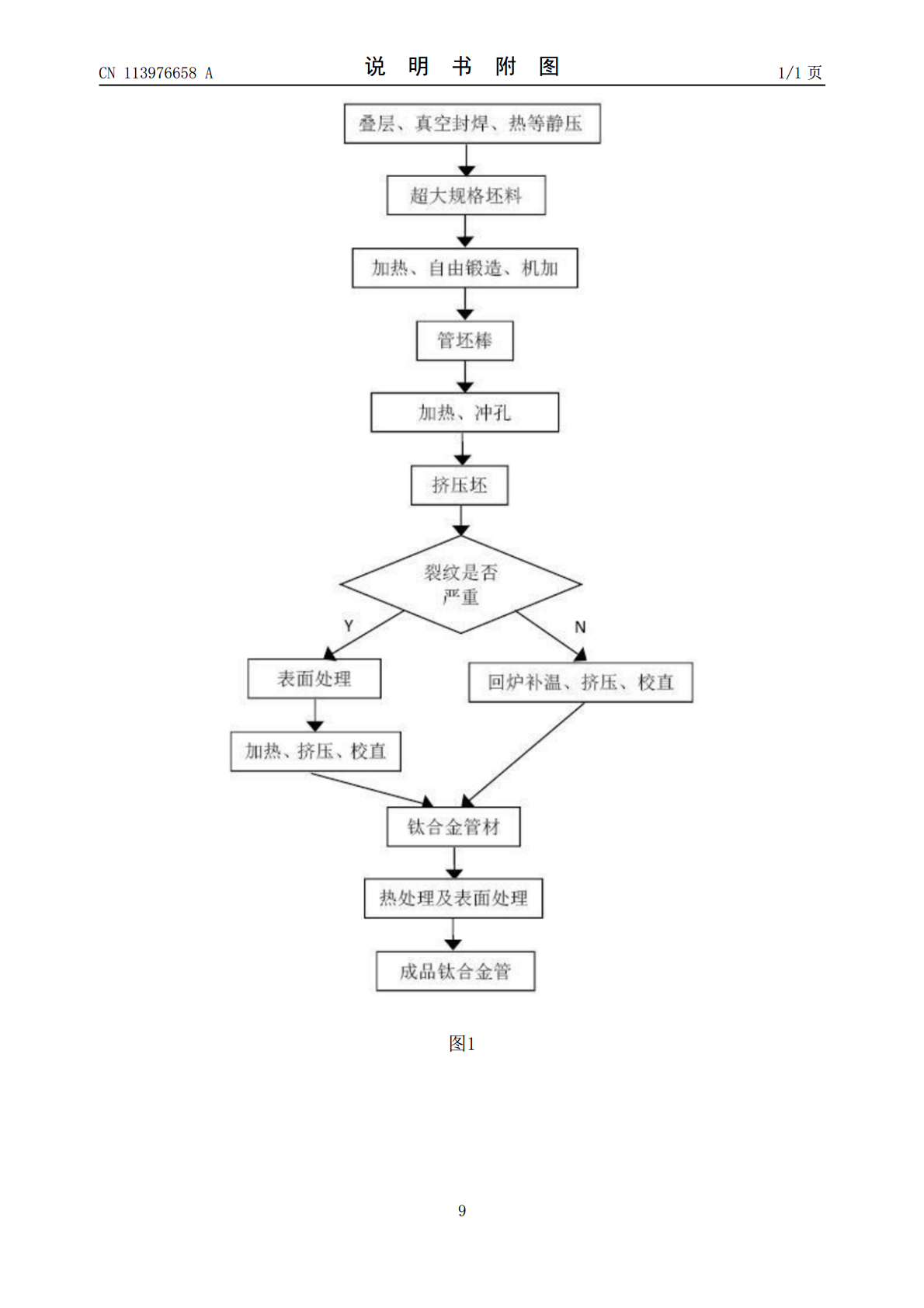
本发明公开了一种超大规格钛合金管材的制备方法,包括以下步骤:(1)将多个钛合金坯料单元依次进行轴向叠层、点焊、真空封焊和热等静压,得到超大规格钛合金坯料;(2)将超大规格钛合金坯料在电炉中进行加热,并保温,保温结束后出炉,在自由锻机上锻造超大规格钛合金坯料,得到黑皮管坯棒;对黑皮管坯棒依次进行扒皮和切头尾,得到表面处理后的管坯棒;(3)在电炉中加热管坯棒并保温,保温结束后将管坯棒冲孔并镦粗,得到挤压坯;(4)将挤压坯挤压成钛合金管材;(5)切除钛合金管材的头尾,然后进行对钛合金管材进行热处理和表面处理,最

一种超大规格钛合金环件的制备方法.pdf
本发明公开了一种超大规格钛合金环件的制备方法,包括以下步骤:(1)将多个钛合金坯料单元依次进行轴向叠层、点焊、真空封焊和热等静压,得到超大规格钛合金坯料;(2)对超大规格钛合金坯料进行加热,超大规格钛合金坯料加热结束出炉后在大型自由锻机上对超大规格钛合金坯料进行锻造,得到所需规格的饼坯;(3)对饼坯进行加热,并冲孔,然后在马架上进行扩孔,得到所需规格的环坯;(4)对环坯进行加热后,用轧环机对环坯进行热轧成形,得到环件毛坯;(5)对环件毛坯进行热处理;(6)对经过热处理的环件毛坯进行机加,最终得到成品环件。
一种小规格钛合金厚壁管材的制备方法.pdf
本发明公开了一种小规格钛合金厚壁管材的制备方法,包括如下步骤:制备钛合金铸锭,锻造挤压用棒坯,将棒坯沿中心轴线钻孔,孔径为42‑50mm,然后采用0.8~1.2mm厚钢板和铜板对挤压棒坯内外进行复合包套;将挤压坯料送入工频感应炉或电阻炉加热,保温0.5‑4h后进行正挤压;挤压时确保挤压棒坯放入挤压筒后,挤压筒的中心线与棒坯轴向中心线重合,同时将变径挤压针穿入挤压棒坯中心孔并突出20‑50mm,挤压时挤压针保持不动,挤压轴通过对挤压棒坯施加压力,并控制挤压速度为175‑185mm/s,制得厚壁钛合金管坯;后

一种超大口径钛合金薄壁无缝管材的制备方法.pdf
本发明公开了一种超大口径钛合金薄壁无缝管材的制备方法,选取钛合金光棒,沿其长度方向打孔,得到管坯;对管坯进行热穿轧加工,得到冷轧管坯;对冷轧管坯进行多道次冷轧,得到机加管坯,依次对机加管坯进行真空热处理和机加工,得到半成品管坯;对半成品管坯循环进行时效热处理和矫直,直至半成品管坯的直线度精度小于等于千分之一;对经过时效热处理和矫直后的半成品管坯进行机加工,得到成品钛合金管材;通过采用钻孔‑热穿轧‑冷轧‑热处理‑时效处理‑矫直‑机加的加工工艺,能够改善管材的组织性能;可以保证管坯因前期冷热加工的内应力释放,
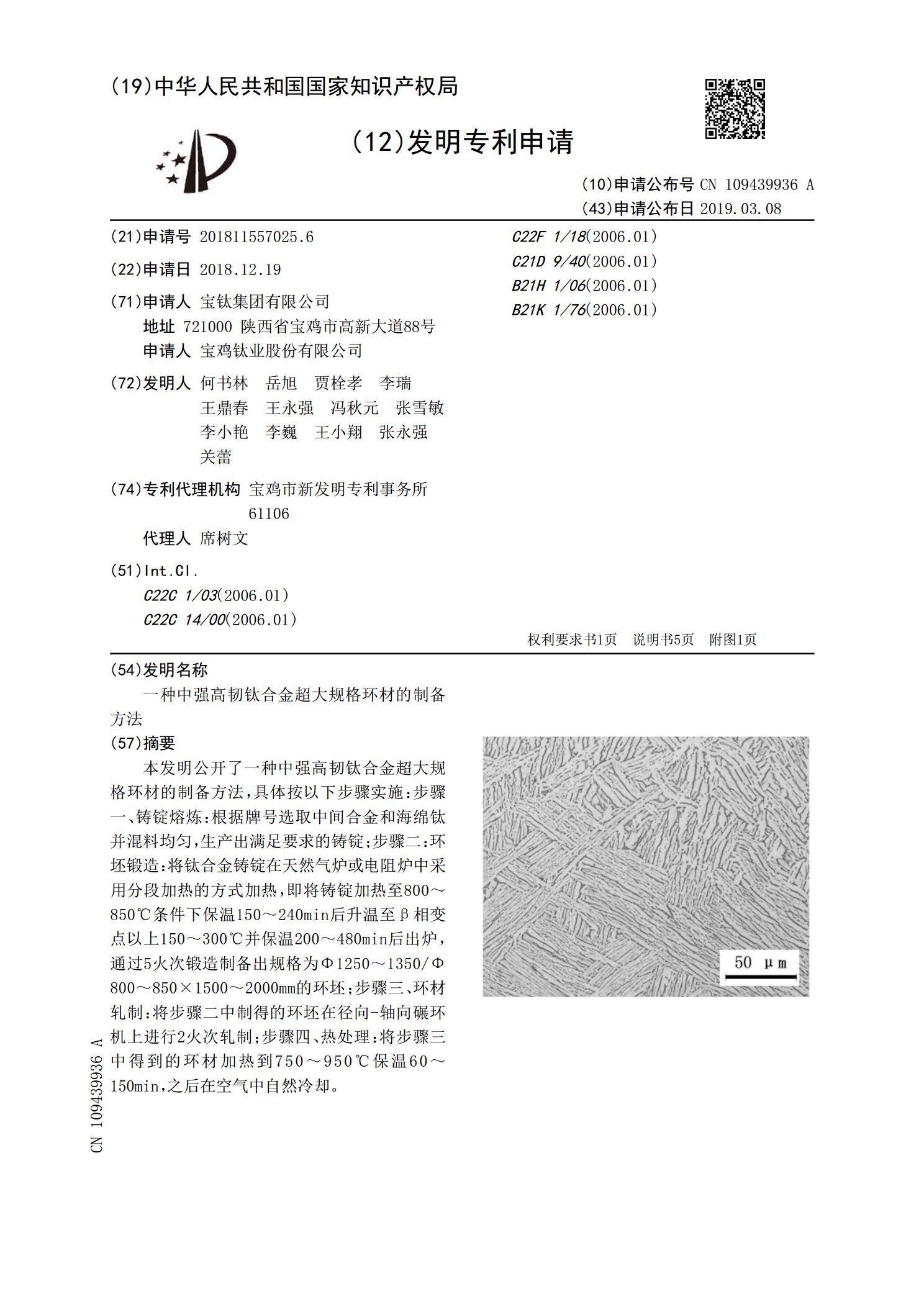
一种中强高韧钛合金超大规格环材的制备方法.pdf
本发明公开了一种中强高韧钛合金超大规格环材的制备方法,具体按以下步骤实施:步骤一、铸锭熔炼:根据牌号选取中间合金和海绵钛并混料均匀,生产出满足要求的铸锭;步骤二:环坯锻造:将钛合金铸锭在天然气炉或电阻炉中采用分段加热的方式加热,即将铸锭加热至800~850℃条件下保温150~240min后升温至β相变点以上150~300℃并保温200~480min后出炉,通过5火次锻造制备出规格为Φ1250~1350/Φ800~850×1500~2000mm的环坯;步骤三、环材轧制:将步骤二中制得的环坯在径向‑轴向碾环机