
大口径钛合金无缝管材及其制备方法.pdf

雨巷****碧易

1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大口径钛合金无缝管材及其制备方法.pdf
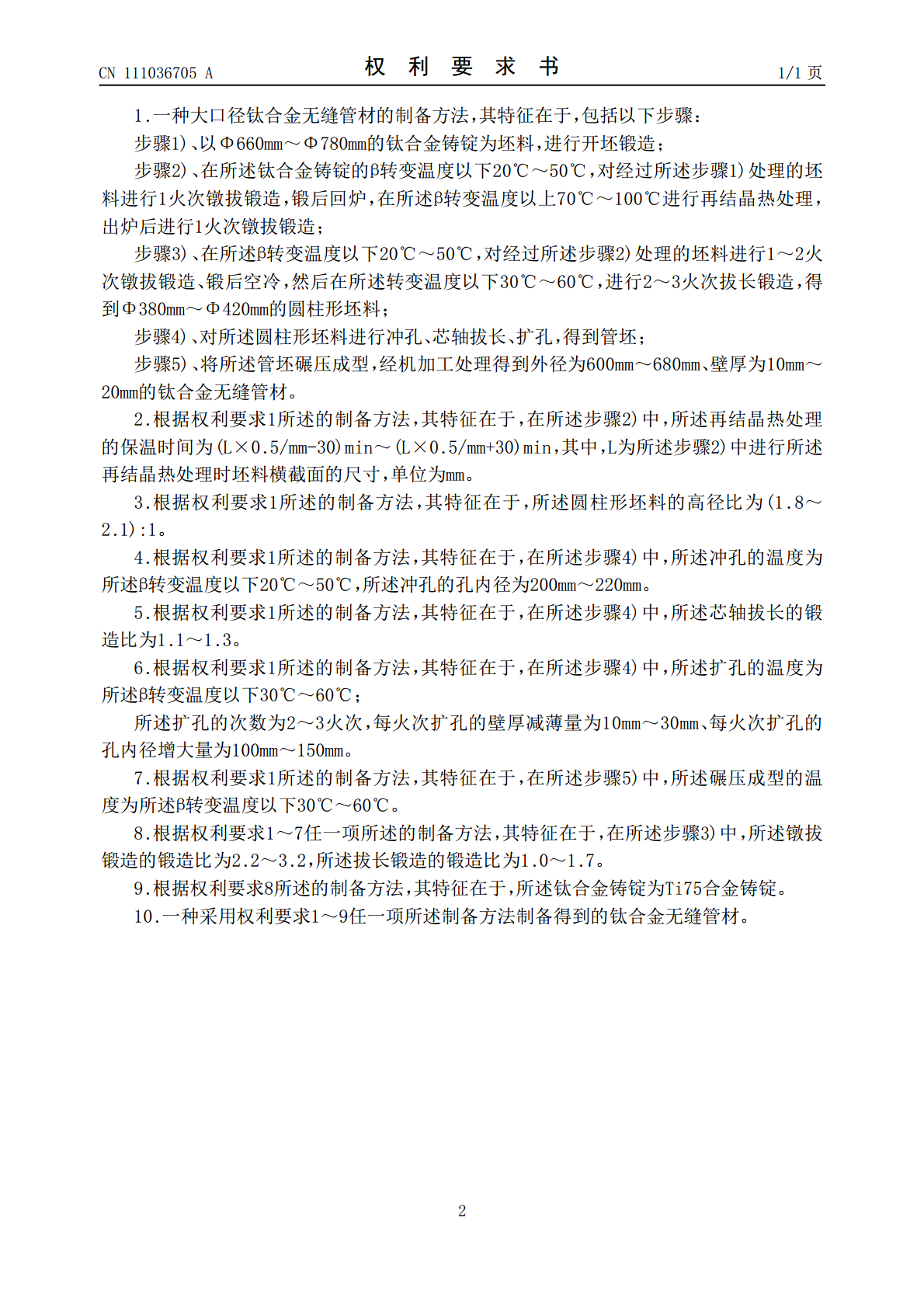
本发明涉及一种大口径钛合金无缝管材及其制备方法,所述制备方法包括以下步骤:1)以Φ660mm~Φ780mm的钛合金铸锭为坯料,进行开坯锻造;2)在钛合金铸锭的β转变温度以下20℃~50℃,对经过步骤1)处理的坯料进行1火次镦拔锻造,锻后直接回炉,在β转变温度以上70℃~100℃进行再结晶热处理,出炉后进行1火次镦拔锻造;3)在β转变温度以下20℃~50℃,对经过步骤2)处理的坯料进行1~2火次镦拔锻造、锻后空冷,然后在转变温度以下30℃~60℃,进行2~3火次拔长锻造,得到Φ380mm~Φ420mm的圆柱

一种超大口径钛合金薄壁无缝管材的制备方法.pdf
本发明公开了一种超大口径钛合金薄壁无缝管材的制备方法,选取钛合金光棒,沿其长度方向打孔,得到管坯;对管坯进行热穿轧加工,得到冷轧管坯;对冷轧管坯进行多道次冷轧,得到机加管坯,依次对机加管坯进行真空热处理和机加工,得到半成品管坯;对半成品管坯循环进行时效热处理和矫直,直至半成品管坯的直线度精度小于等于千分之一;对经过时效热处理和矫直后的半成品管坯进行机加工,得到成品钛合金管材;通过采用钻孔‑热穿轧‑冷轧‑热处理‑时效处理‑矫直‑机加的加工工艺,能够改善管材的组织性能;可以保证管坯因前期冷热加工的内应力释放,
一种超长钛合金无缝挤压管材的制备方法.pdf
本发明公开了一种超长钛合金无缝挤压管材的制备方法,该方法将真空自耗电弧熔炼炉熔炼出的铸锭去除冒口和锭头,进行扒皮处理,然后在45MN和20MN快锻机上锻造成毛棒,进行扒皮、打中心孔,并进行平头和倒角处理,再涂抹防氧化涂层,放入电阻炉中加热后,裹腹润滑剂,随即放入25MN挤压机中进行挤压,再矫直、喷砂、精修得到超长钛合金无缝管材成品。本发明可降低生产成本制得超长无缝钛合金管材,且组织均匀,可加工性好。
一种大口径高性能钛合金管材的制备方法及其产品.pdf
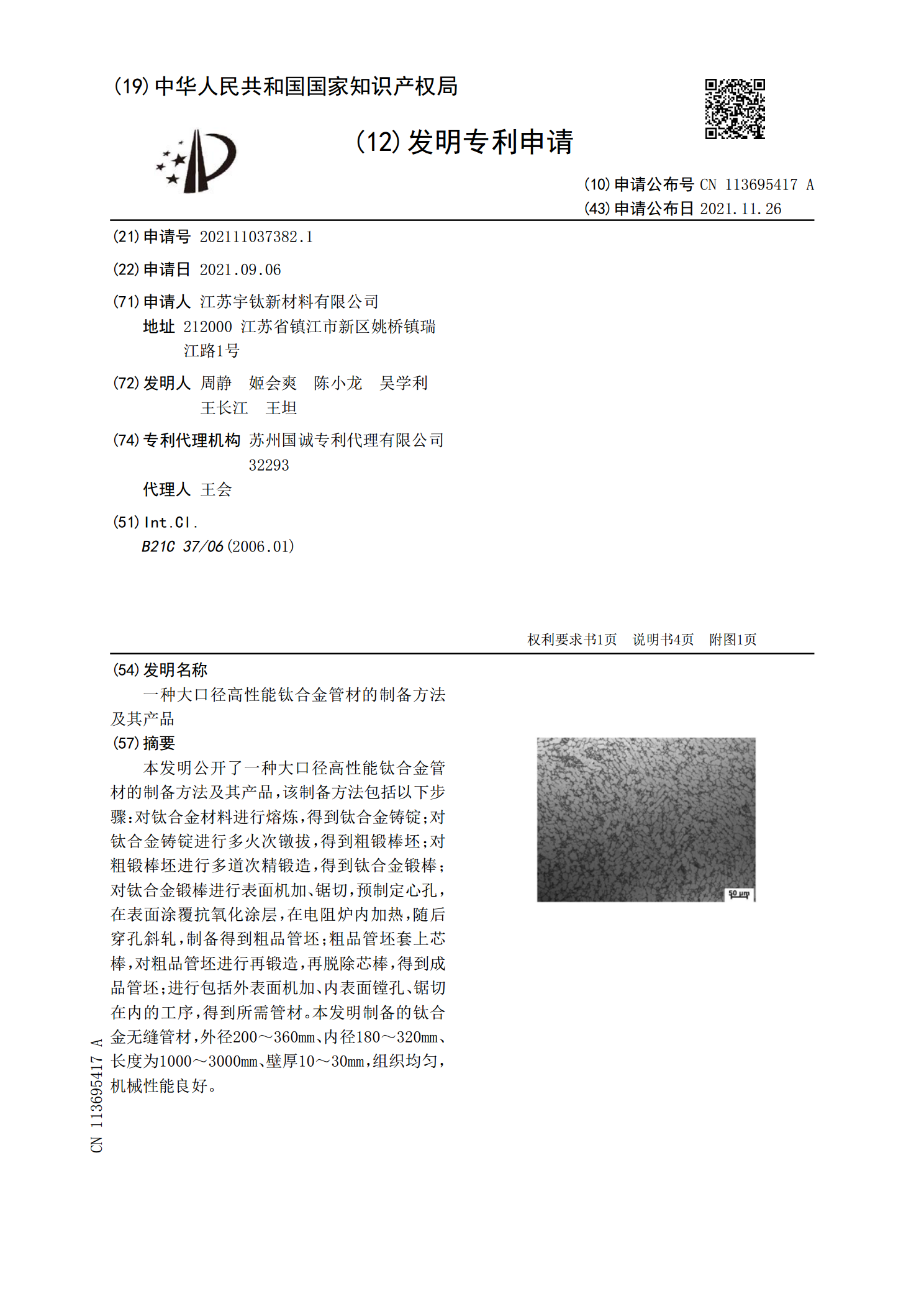
本发明公开了一种大口径高性能钛合金管材的制备方法及其产品,该制备方法包括以下步骤:对钛合金材料进行熔炼,得到钛合金铸锭;对钛合金铸锭进行多火次镦拔,得到粗锻棒坯;对粗锻棒坯进行多道次精锻造,得到钛合金锻棒;对钛合金锻棒进行表面机加、锯切,预制定心孔,在表面涂覆抗氧化涂层,在电阻炉内加热,随后穿孔斜轧,制备得到粗品管坯;粗品管坯套上芯棒,对粗品管坯进行再锻造,再脱除芯棒,得到成品管坯;进行包括外表面机加、内表面镗孔、锯切在内的工序,得到所需管材。本发明制备的钛合金无缝管材,外径200~360mm、内径180
一种大口径TC4钛合金厚壁无缝管材的制造方法.pdf
本发明公开了一种大口径TC4钛合金厚壁无缝管材的制造方法,其特征在于,包括以下步骤:1)选用优质的海绵钛和合金包作为原料,并按照要求将海绵钛和合金包进行配比后生产出铸锭;2)将步骤1)中的铸锭经过锻造成方坯,再依次进行下料、表面修磨处理,最后经过三镦三拔,模锻成φ114~φ720的TC4棒材;3)将步骤2)制得的TC4棒材放入电炉内加热,保温2‑8小时,采用三辊斜轧穿孔工艺制作TC4管坯;4)将步骤3)中的TC4管坯送入定减径机进行定减径,得到符合规格要求的TC4管材;5)待TC4管材冷却后,将TC4管材