
一种轴类零件加工装置及方法.pdf

玄静****写意


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轴类零件加工装置及方法.pdf
本发明公开了一种轴类零件加工装置,加工装置包括机箱;置于机箱内的加工台,加工台上设置有第一固定部和第二固定部,轴类零件通过第一固定部和第二固定部定位,第一固定部和第二固定部的相对位置可调节;置于机箱内的电磁加热器组件,及位于电磁感应加热器组件底部的加热圈;置于机箱内用于对轴类零件表面进行冷却的喷水机构,以及置于机箱内用于对轴类零件在表面淬火前对轴类表面进行喷洒助燃剂的喷洒机构;机箱内还设置有用于控制第一固定部在加工台上移动的第一驱动部和用于控制第二固定部在加工台上移动的第二驱动部;本发明对长度较长的轴类零
一种加工轴类零件的方法.pdf
一种加工轴类零件的加工方法,其特征在于包括以下步骤:将原料制成棒料毛坯;毛坯下料至所需长度;夹持毛坯的一端对毛坯进行表面粗加工至毛坯中部;再夹持毛坯的中部对两端进行加工成半成品;将步骤(4)的半成品中部夹持,对两端进行第一次成形加工,留0.1mm余量;对两端进行第二次成形加工,留0.05MM余量;最后再进行精加工达到所需的尺寸。由于采用了上述技术方案,本发明具有加工方便的优点它可避免频繁将工件掉头加工,能明显缩短加工时间,显著提高了效率,降低生产成本,保证的加工零件的同心度,加工的产品精度高。

一种轴类零件加工方法.pdf
本发明公开了一种轴类零件加工方法,步骤为:将零件加工成由多个轴段构成的轴,若成品中包括带相位角的型面,该型面所在的轴段外轮廓大于成品中型面的外轮廓;在轴类零件的其中一个轴段上加工工艺扁;以工艺扁的底面为定位基准进行装夹;按照成品确定带相位角的型面、或油孔、或销孔与工艺扁的底面的夹角,再以工艺扁的底面为基准旋转相应的角度,分别对带相位角的型面、或油孔、或销孔进行加工;车床加工工艺扁。通过增设工艺扁,使带相位角的型面、或油孔、或销孔在加工时都以同一面为基准进行加工,降低了产品加工难度、缩短了加工周期、降低了生
一种轴类零件自动加工方法.pdf
本发明公开了一种轴类零件自动加工方法,包括以下步骤:原料称重,电化学去除锈;中频感应炉内加热,保温;将原料锻造成轴类零件的毛坯;从模具中取出毛坯,置于均化炉内均化,空冷至常温;取出毛坯置于电解液中进行电化学去毛刺、除氧化皮,电化学去毛刺、除氧化皮时间1‑2min,电解液温度为30‑40℃;渗碳、油淬,150‑160℃回火;取出,进行后处理,获得最终的轴类零件。本发明通过锻造方式实现轴类零件的生产,可以有效的确保轴类零件的强度;通过渗碳改善轴类零件的表面特性,提高轴类零件硬度和耐磨性。
一种轴类零件的抛光加工装置及其使用方法.pdf
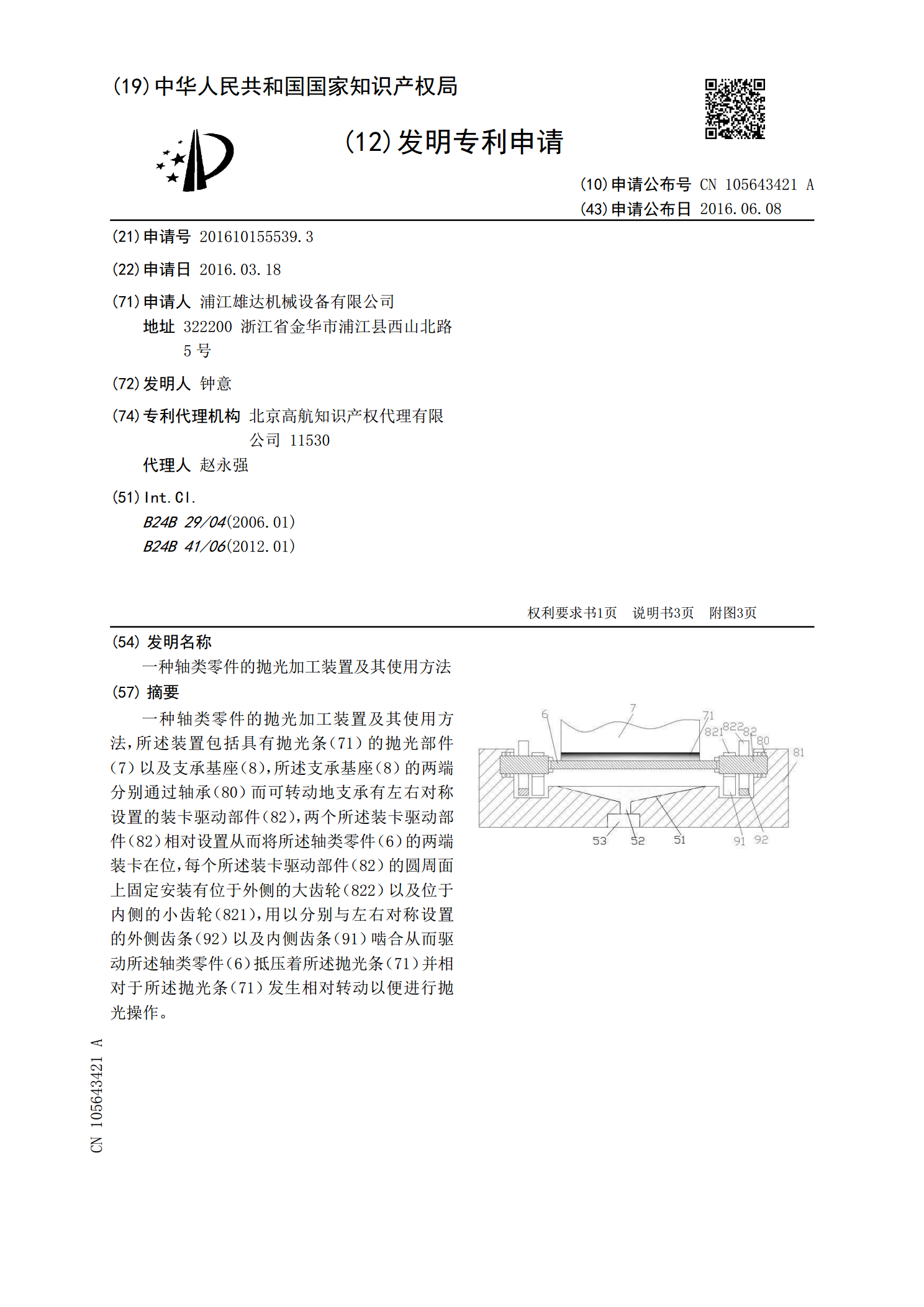
一种轴类零件的抛光加工装置及其使用方法,所述装置包括具有抛光条(71)的抛光部件(7)以及支承基座(8),所述支承基座(8)的两端分别通过轴承(80)而可转动地支承有左右对称设置的装卡驱动部件(82),两个所述装卡驱动部件(82)相对设置从而将所述轴类零件(6)的两端装卡在位,每个所述装卡驱动部件(82)的圆周面上固定安装有位于外侧的大齿轮(822)以及位于内侧的小齿轮(821),用以分别与左右对称设置的外侧齿条(92)以及内侧齿条(91)啮合从而驱动所述轴类零件(6)抵压着所述抛光条(71)并相对于所述