
钢化玻璃加工工艺.pdf

一吃****天材

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢化玻璃加工工艺.pdf
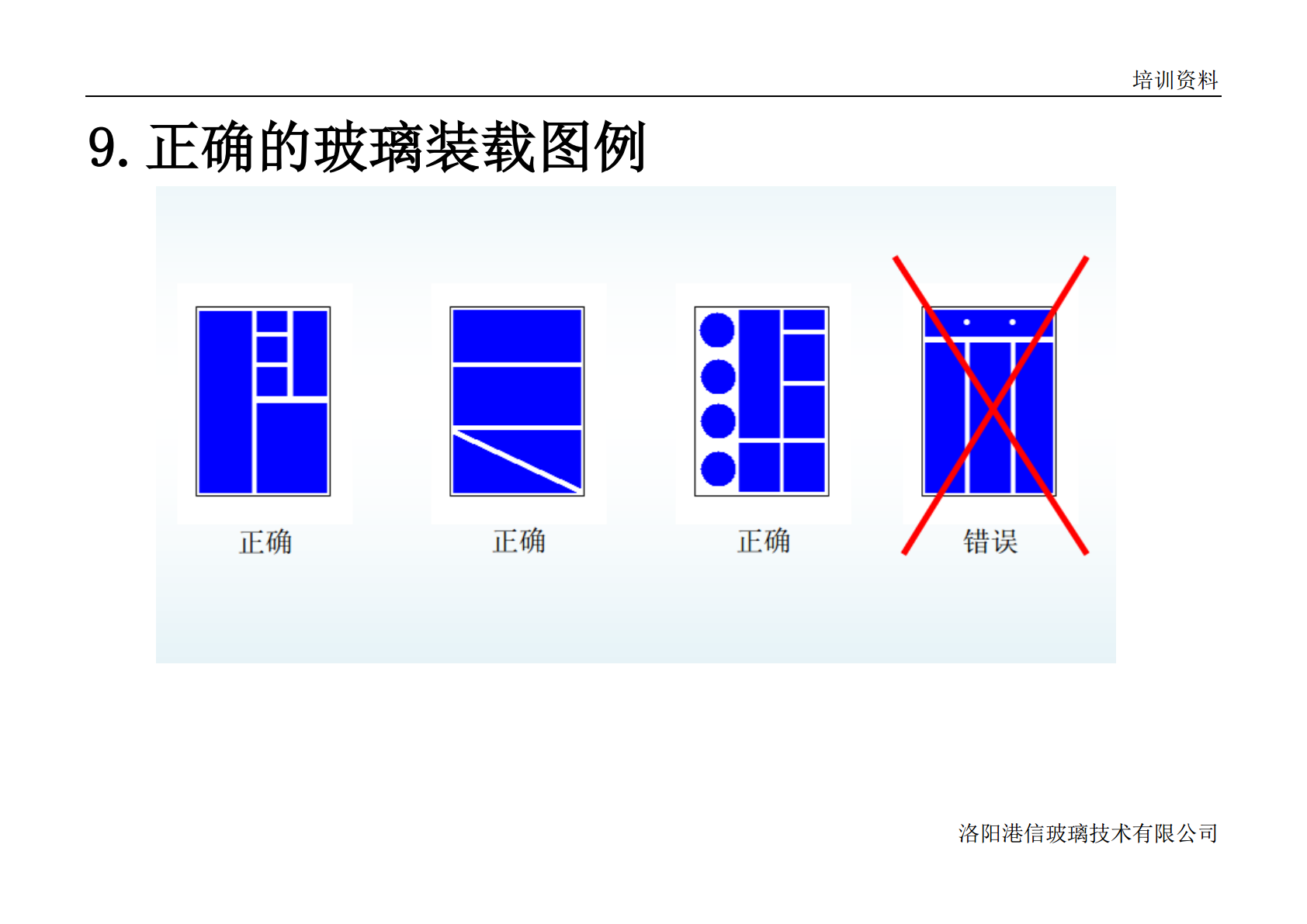
培训资料钢化玻璃加工工艺洛阳港信玻璃技术有限公司
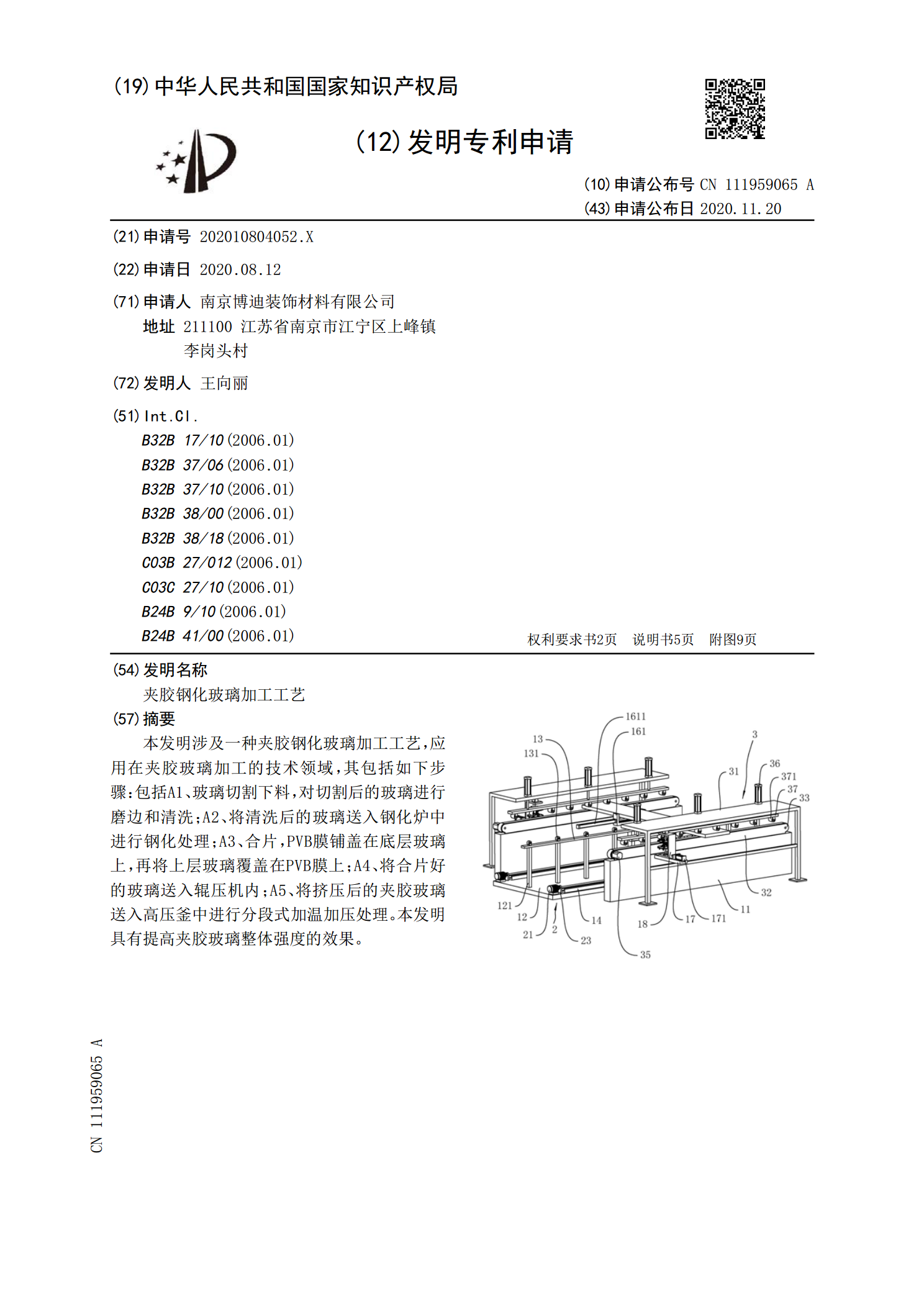
夹胶钢化玻璃加工工艺.pdf
本发明涉及一种夹胶钢化玻璃加工工艺,应用在夹胶玻璃加工的技术领域,其包括如下步骤:包括A1、玻璃切割下料,对切割后的玻璃进行磨边和清洗;A2、将清洗后的玻璃送入钢化炉中进行钢化处理;A3、合片,PVB膜铺盖在底层玻璃上,再将上层玻璃覆盖在PVB膜上;A4、将合片好的玻璃送入辊压机内;A5、将挤压后的夹胶玻璃送入高压釜中进行分段式加温加压处理。本发明具有提高夹胶玻璃整体强度的效果。
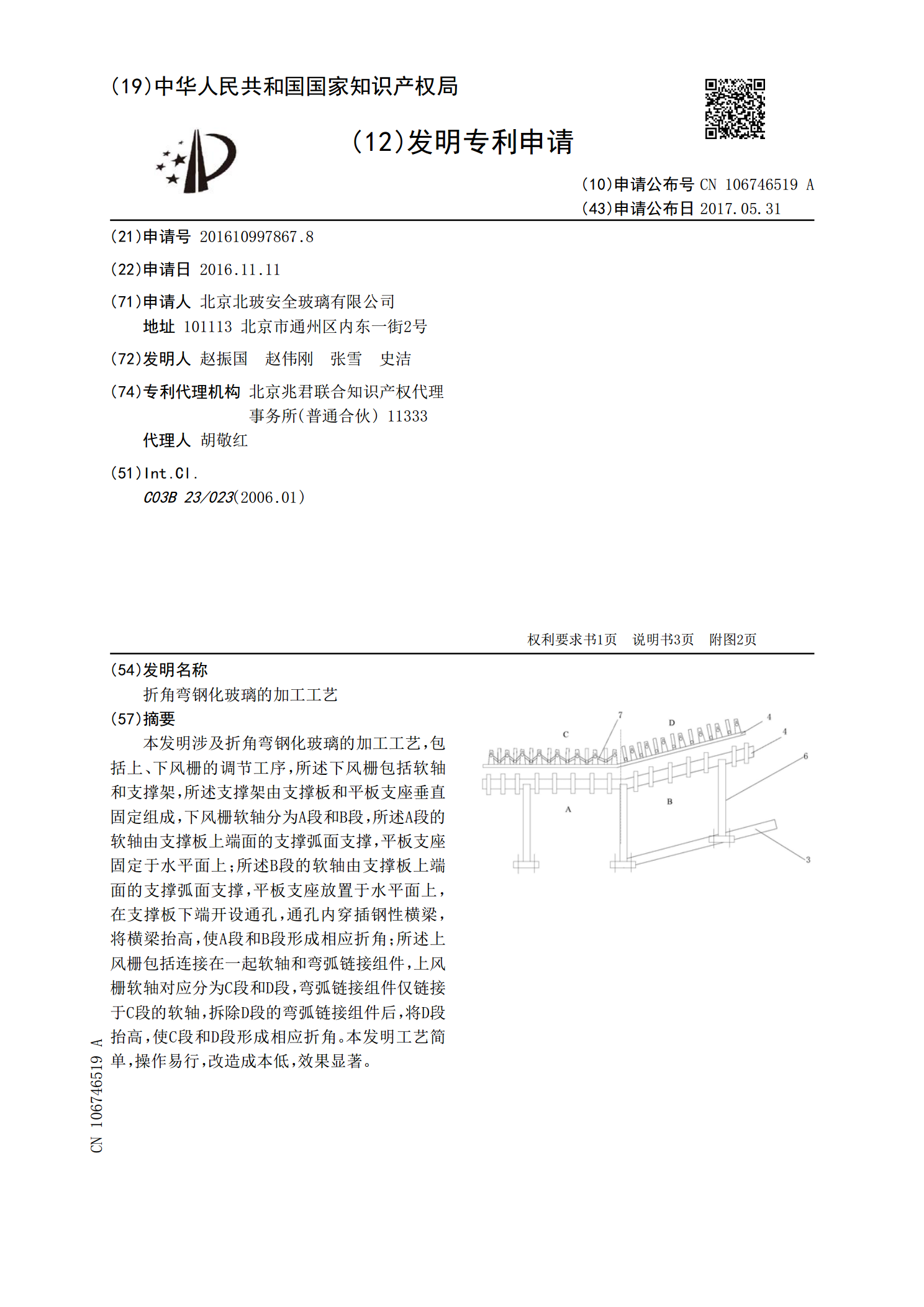
折角弯钢化玻璃的加工工艺.pdf
本发明涉及折角弯钢化玻璃的加工工艺,包括上、下风栅的调节工序,所述下风栅包括软轴和支撑架,所述支撑架由支撑板和平板支座垂直固定组成,下风栅软轴分为A段和B段,所述A段的软轴由支撑板上端面的支撑弧面支撑,平板支座固定于水平面上;所述B段的软轴由支撑板上端面的支撑弧面支撑,平板支座放置于水平面上,在支撑板下端开设通孔,通孔内穿插钢性横梁,将横梁抬高,使A段和B段形成相应折角;所述上风栅包括连接在一起软轴和弯弧链接组件,上风栅软轴对应分为C段和D段,弯弧链接组件仅链接于C段的软轴,拆除D段的弯弧链接组件后,将D

钢化玻璃加工工艺理论分析.docx
钢化玻璃加工工艺理论分析钢化玻璃的质量能否符合标准,除了玻璃原料的原因以外,工艺参数的设定是否合理是决定的因素。只有把它们的作用和相互之间的关系彻底了解,才能生产出优质的钢化玻璃。所有的参数都是围绕着“均匀加热、迅速冷却”而设计的,但它们不是孤立的,是一个有机的整体,必须综合考虑,才能得到一个完美的工艺。为了使用户能尽快地掌握和理解,我们把工艺参数以及为了保证工艺的实现而必须达到的机械、电气方面的设计,分为三个方面来叙述:一、加热加热均匀是钢化玻璃的一个至关重要的因素,和加热有关的参数是上部温度、下部温度
钢化玻璃加工工艺理论分析.docx
钢化玻璃加工工艺理论分析钢化玻璃的质量能否符合标准除了玻璃原料的原因以外工艺参数的设定是否合理是决定的因素。只有把它们的作用和相互之间的关系彻底了解才能生产出优质的钢化玻璃。所有的参数都是围绕着“均匀加热、迅速冷却”而设计的但它们不是孤立的是一个有机的整体必须综合考虑才能得到一个完美的工艺。为了使用户能尽快地掌握和理解我们把工艺参数以及为了保证工艺的实现而必须达到的机械、电气方面的设计分为三个方面来叙述:一、加热加热均匀是钢化玻璃的一个至关重要的因素和加热有关的参数是上部温度、下部温度