
钢化玻璃加工工艺理论分析.docx

努力****星驰


1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钢化玻璃加工工艺理论分析.docx
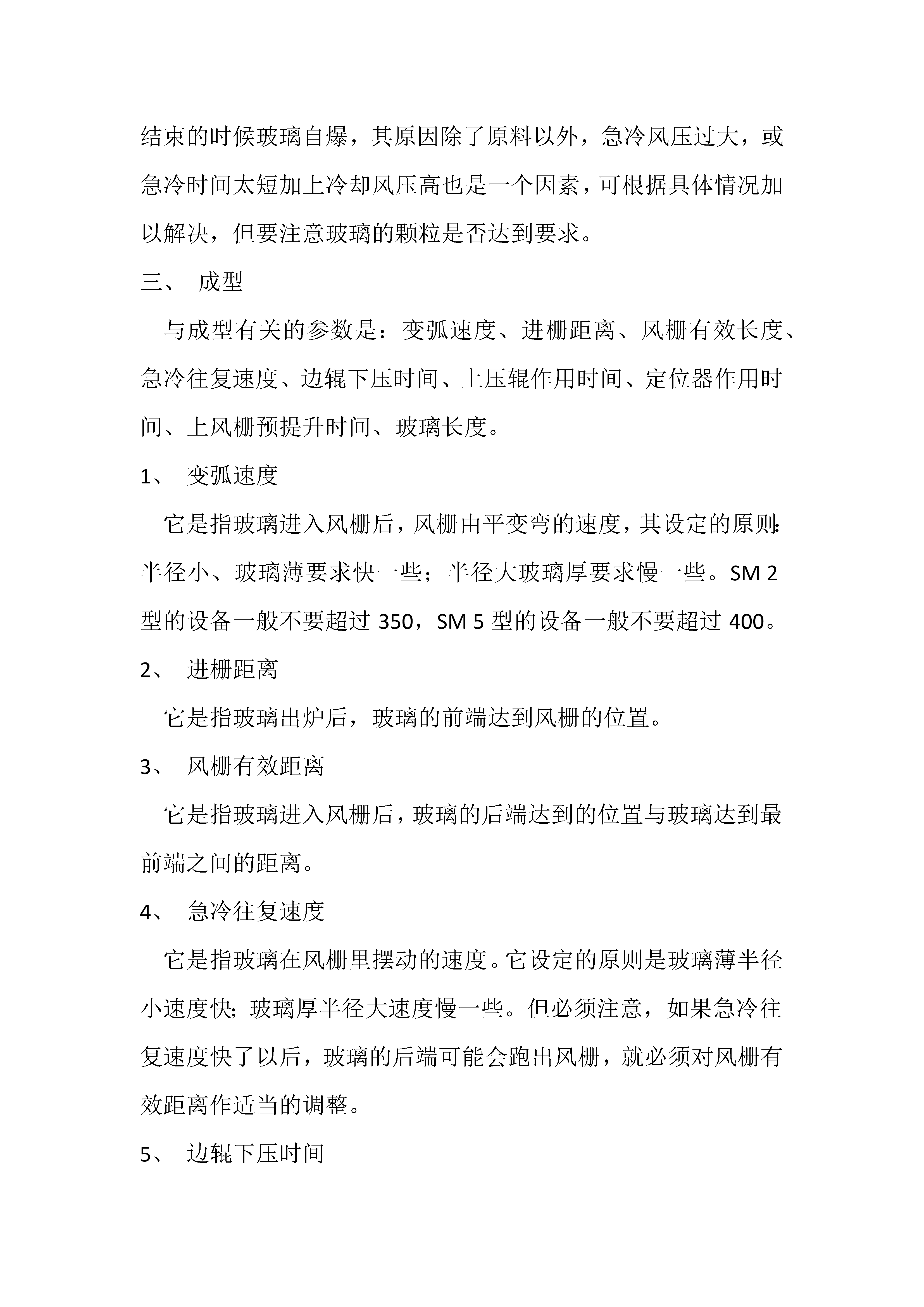
钢化玻璃加工工艺理论分析钢化玻璃的质量能否符合标准,除了玻璃原料的原因以外,工艺参数的设定是否合理是决定的因素。只有把它们的作用和相互之间的关系彻底了解,才能生产出优质的钢化玻璃。所有的参数都是围绕着“均匀加热、迅速冷却”而设计的,但它们不是孤立的,是一个有机的整体,必须综合考虑,才能得到一个完美的工艺。为了使用户能尽快地掌握和理解,我们把工艺参数以及为了保证工艺的实现而必须达到的机械、电气方面的设计,分为三个方面来叙述:一、加热加热均匀是钢化玻璃的一个至关重要的因素,和加热有关的参数是上部温度、下部温度
钢化玻璃加工工艺理论分析.docx
钢化玻璃加工工艺理论分析钢化玻璃的质量能否符合标准除了玻璃原料的原因以外工艺参数的设定是否合理是决定的因素。只有把它们的作用和相互之间的关系彻底了解才能生产出优质的钢化玻璃。所有的参数都是围绕着“均匀加热、迅速冷却”而设计的但它们不是孤立的是一个有机的整体必须综合考虑才能得到一个完美的工艺。为了使用户能尽快地掌握和理解我们把工艺参数以及为了保证工艺的实现而必须达到的机械、电气方面的设计分为三个方面来叙述:一、加热加热均匀是钢化玻璃的一个至关重要的因素和加热有关的参数是上部温度、下部温度

钢化玻璃加工工艺理论分析.docx
钢化玻璃加工工艺理论分析钢化玻璃的质量能否符合标准,除了玻璃原料的原因以外,工艺参数的设定是否合理是决定的因素。只有把它们的作用和相互之间的关系彻底了解,才能生产出优质的钢化玻璃。所有的参数都是围绕着“均匀加热、迅速冷却”而设计的,但它们不是孤立的,是一个有机的整体,必须综合考虑,才能得到一个完美的工艺。为了使用户能尽快地掌握和理解,我们把工艺参数以及为了保证工艺的实现而必须达到的机械、电气方面的设计,分为三个方面来叙述:一、加热加热均匀是钢化玻璃的一个至关重要的因素,和加热有关的参数是上部温度、下部温度

钢化玻璃加工工艺理论分析模板.docx
钢化玻璃加工工艺理论分析钢化玻璃质量能否符合标准,除了玻璃原料原因以外,工艺参数设定是否合理是决定原因。只有把它们作用和相互之间关系根本了解,才能生产出优质钢化玻璃。全部参数全部是围绕着“均匀加热、快速冷却”而设计,但它们不是孤立,是一个有机整体,必需综合考虑,才能得到一个完美工艺。为了使用户能立即地掌握和了解,我们把工艺参数和为了确保工艺实现而必需达成机械、电气方面设计,分为三个方面来叙述:一、加热加热均匀是钢化玻璃一个至关关键原因,和加热相关参数是上部温度、下部温度、加热功率、加热时间、温度调整、平衡
钢化玻璃加工工艺.pdf
培训资料钢化玻璃加工工艺洛阳港信玻璃技术有限公司