
导柱零件制造工艺.pdf

宜欣****外呢

1/3

2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

导柱零件制造工艺.pdf
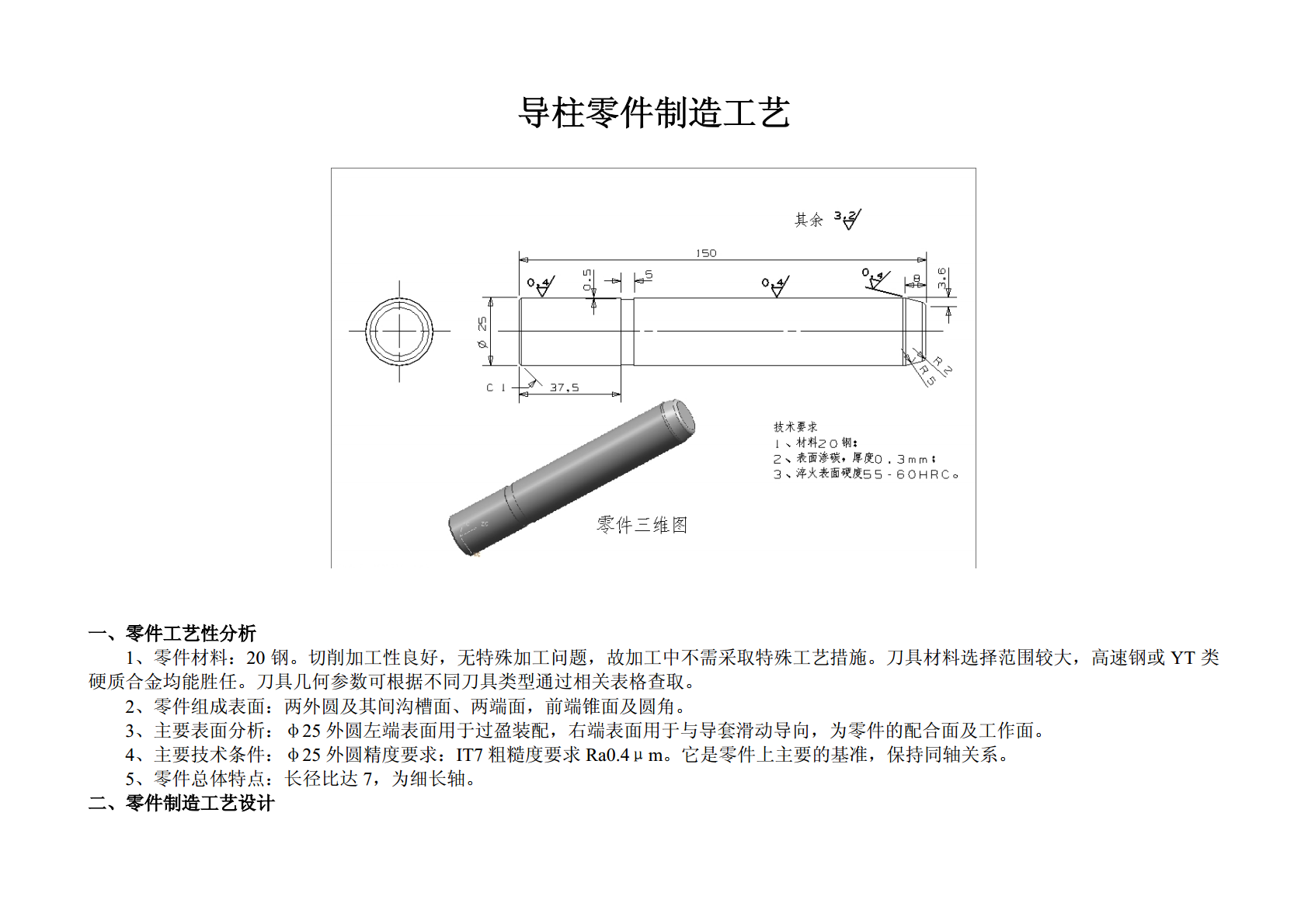
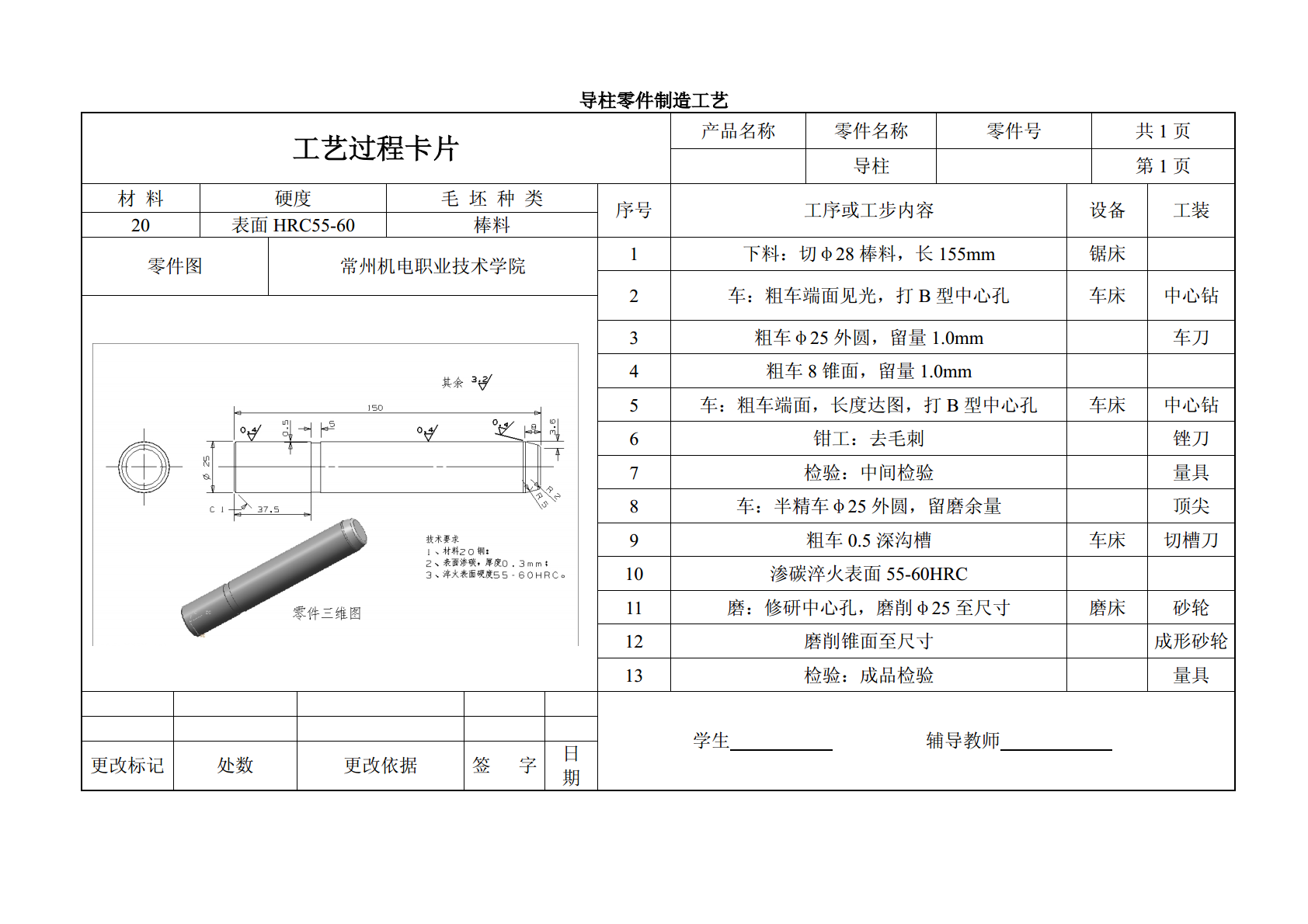
导柱零件制造工艺
典型零件制造工艺.pdf
典型零件制造工艺一、前言典型零件制造工艺是机械制造领域中的重要内容,其涉及到材料的选择、加工方式的确定、设备的选择和加工精度等方面。本文将详细介绍典型零件制造工艺,包括铸造、锻造、冲压、机加工等方面。二、铸造铸造是指将金属或非金属熔化后倒入模具中,经过凝固后得到所需形状和尺寸的零件。铸造分为砂型铸造、压力铸造和精密铸造等多种类型。1.砂型铸造砂型铸造是指用砂做模具,将熔化的金属倒入模具中,待冷却凝固后取出成型的一种方法。其步骤包括:(1)设计模具:根据零件图纸设计好模具,并确定好每个部位所使用的材料。(2

模具零件制造工艺1.ppt
第一章机械加工工艺规程的编制1、工艺过程与工艺规程,工序、工步、装夹和工位的基本概念;2、零件的结构工艺和技术要求分析的内容;3、零件的材料和毛坯的种类和选择原则;4、基准的分类,粗、精基准选择原则;5、工件表面加工方法的选择,方案的确定。机加工顺序安排及热处理及辅助工序的安排;6、确定工序余量、工序尺寸及公差,掌握工艺尺寸链计算;了解机械加工工艺文件的内容及格式,能编一个较简单零件的工艺规程。第一节概述二、工艺过程及其组成工序编号2.工步工步是在加工表面和加工工具不变的情况下,所连续完成的那一部分工序。

模具零件的制造工艺1.ppt
3.13.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.3冲模零件的制造工艺3.3冲模零件的制
模具制造工艺—第章—典型模具零件制造工艺.ppt
第6章典型模具零件制造工艺模具零件工艺过程制定的步骤:1、冷冲模模架(1)作用:模架是用来安装模具的工作零件和其它结构零件,并保证模具的工作部分在工作时间具有正确的相对位置。(2)组成:上、下模座,导柱、导套二、导柱的加工种类(一)零件工艺性分析1、导向作用,与导套无阻滞,耐磨;2、圆度3、同轴度(二)、毛坯的选择材料:热轧圆钢(三)、主要表面加工方案¢32r6Ra0.4µm粗车—半精车—粗磨—精磨¢32h6Ra0.1µm粗车—半精车—磨削—精磨—研磨(四)零件工艺路线方案一双顶尖法下料—车端面、打中心孔