
模具制造工艺—第章—典型模具零件制造工艺.ppt

和蔼****娘子

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共86页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
模具制造工艺—第章—典型模具零件制造工艺.ppt
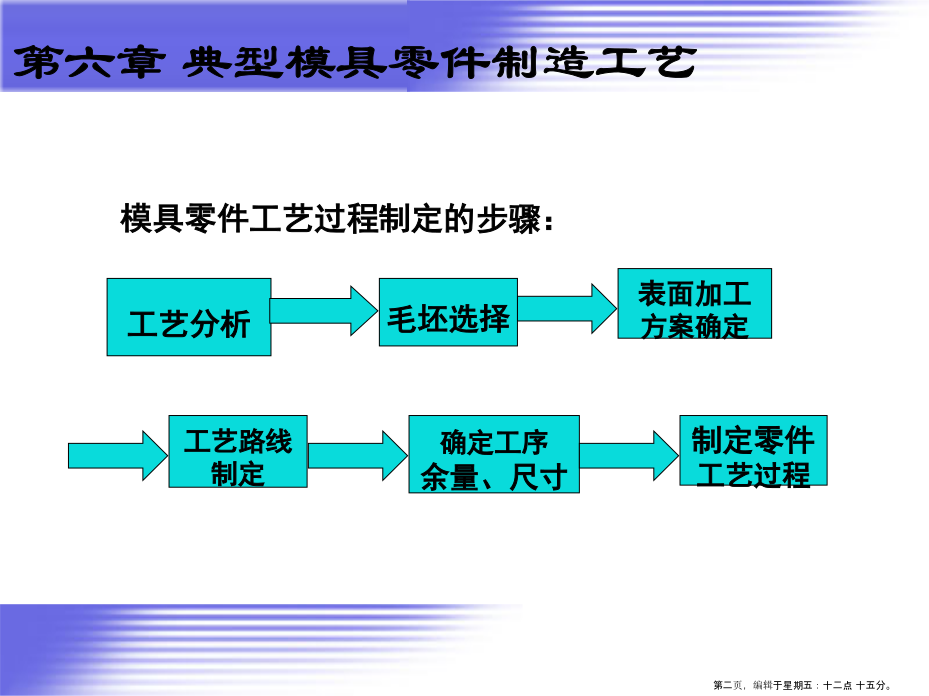
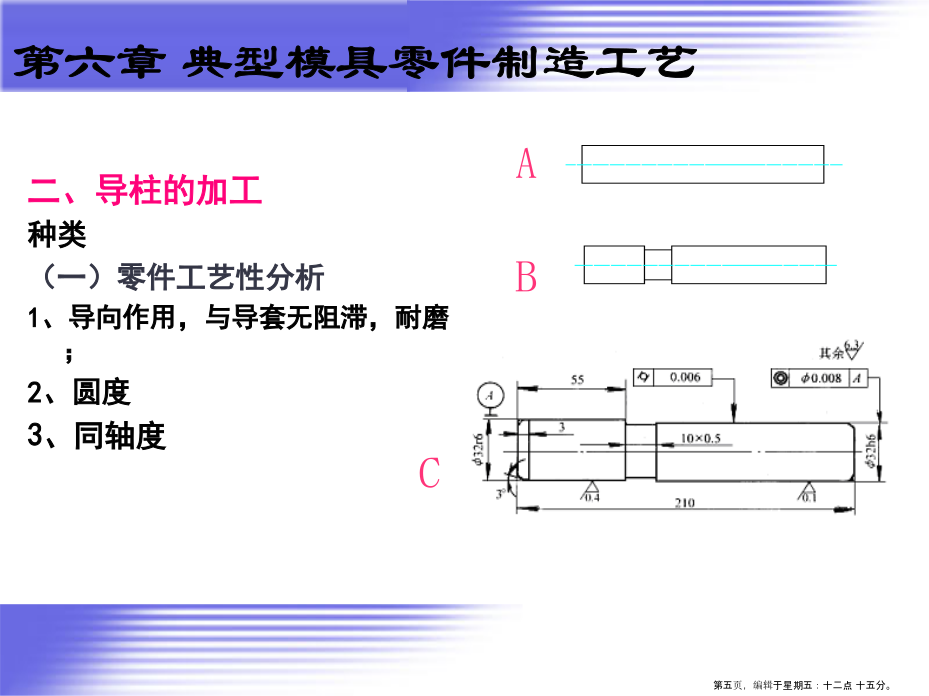
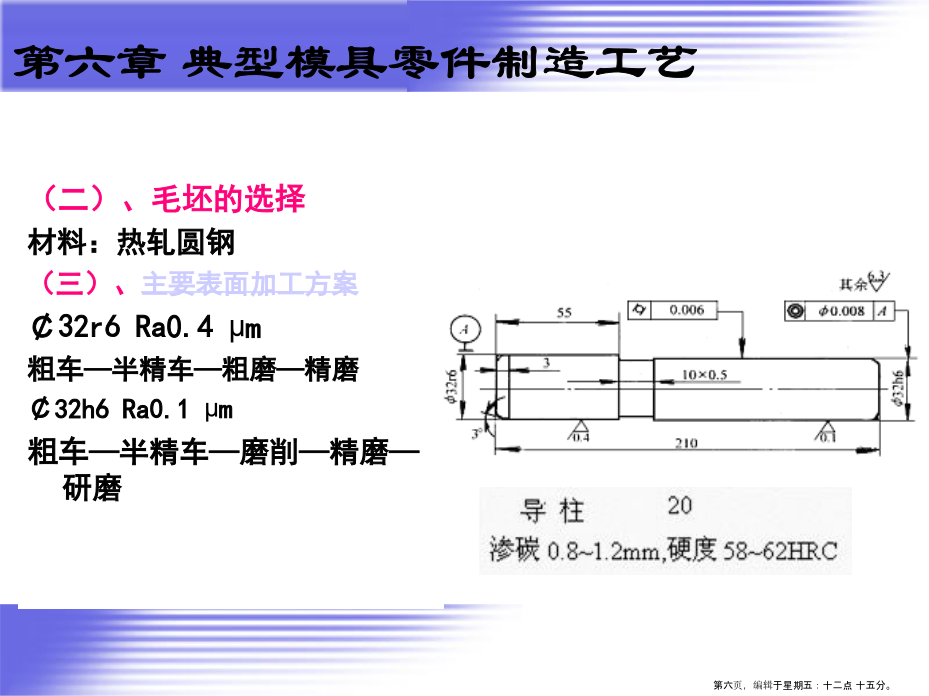
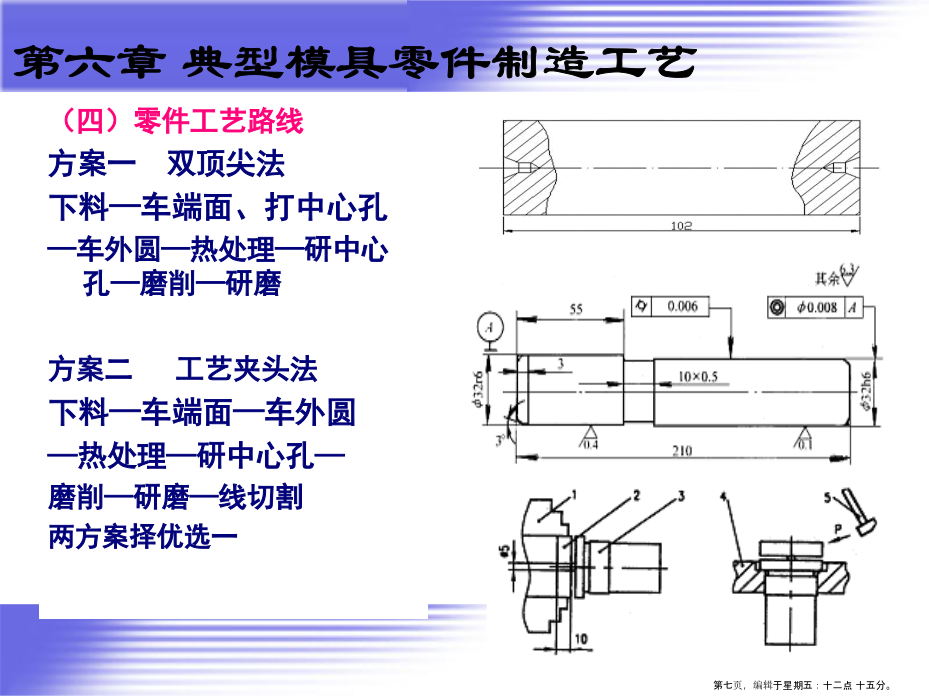
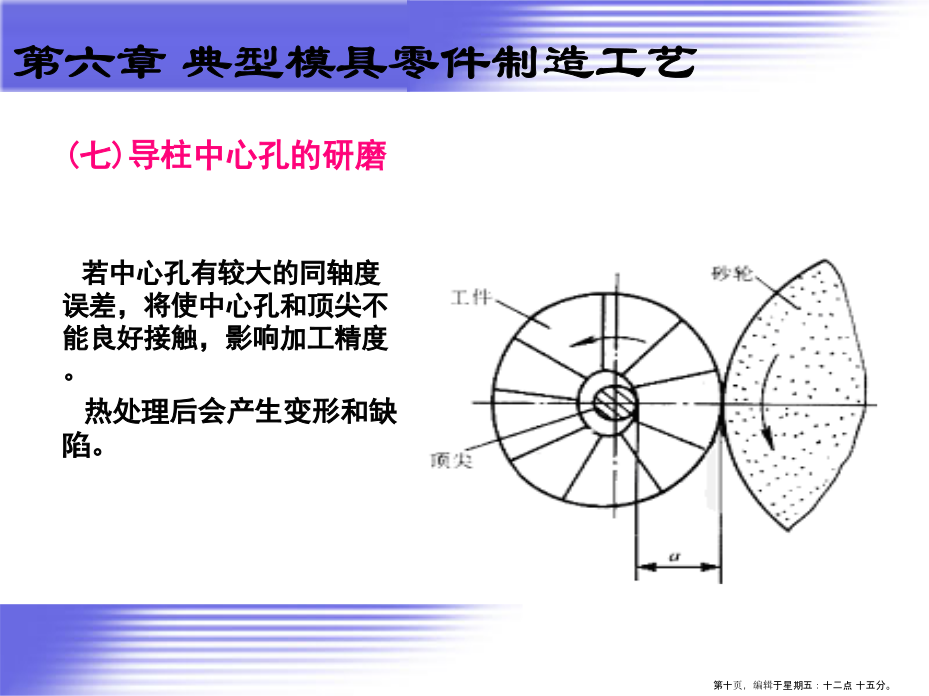
第6章典型模具零件制造工艺模具零件工艺过程制定的步骤:1、冷冲模模架(1)作用:模架是用来安装模具的工作零件和其它结构零件,并保证模具的工作部分在工作时间具有正确的相对位置。(2)组成:上、下模座,导柱、导套二、导柱的加工种类(一)零件工艺性分析1、导向作用,与导套无阻滞,耐磨;2、圆度3、同轴度(二)、毛坯的选择材料:热轧圆钢(三)、主要表面加工方案¢32r6Ra0.4µm粗车—半精车—粗磨—精磨¢32h6Ra0.1µm粗车—半精车—磨削—精磨—研磨(四)零件工艺路线方案一双顶尖法下料—车端面、打中心孔

模具制造工艺学 第3章 模具零件的制造工艺.ppt
3.13.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.1模具材料与热处理3.3冲模零件的制造工艺3.3冲模零件的制
模具制造工艺-第七章-模具典型零件加工工艺分析.doc
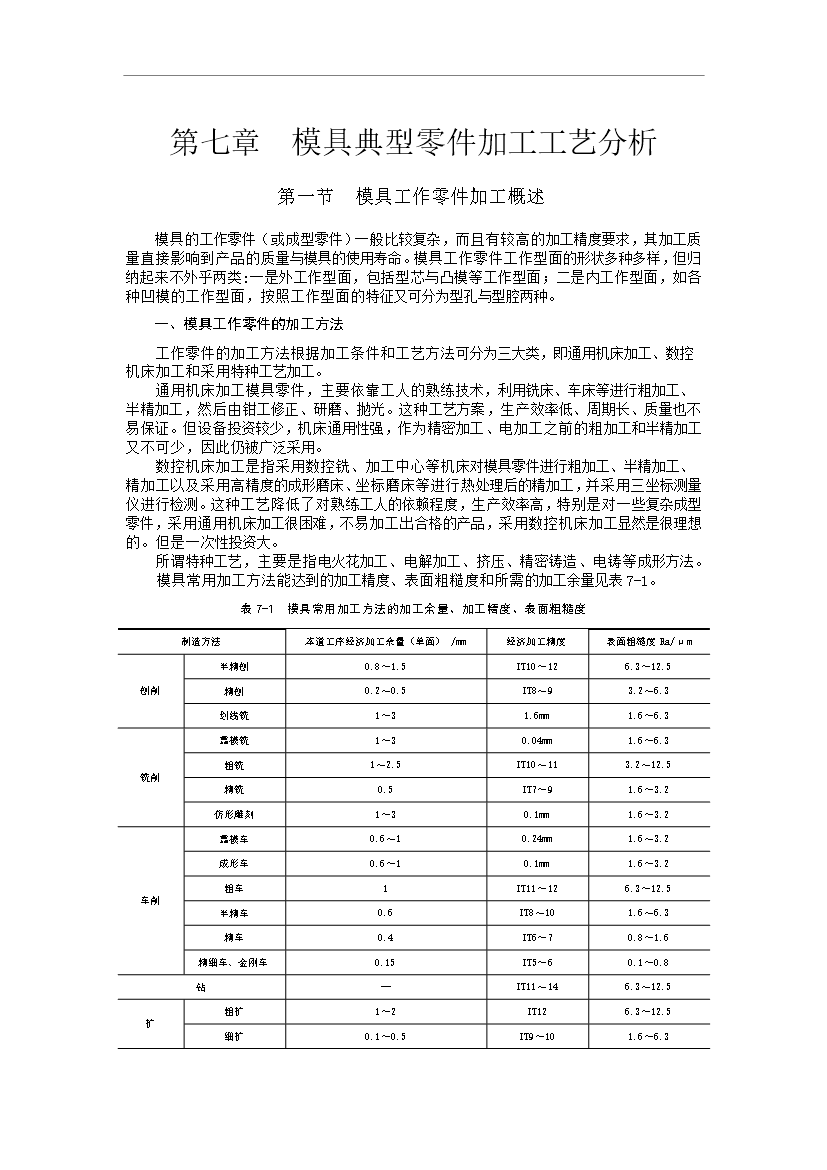
第七章模具典型零件加工工艺分析第一节模具工作零件加工概述模具的工作零件(或成型零件)一般比较复杂,而且有较高的加工精度要求,其加工质量直接影响到产品的质量与模具的使用寿命。模具工作零件工作型面的形状多种多样,但归纳起来不外乎两类:一是外工作型面,包括型芯与凸模等工作型面;二是内工作型面,如各种凹模的工作型面,按照工作型面的特征又可分为型孔与型腔两种。一、模具工作零件的加工方法工作零件的加工方法根据加工条件和工艺方法可分为三大类,即通用机床加工、数控机床加工和采用特种工艺加工。通用机床加工模具零件,主要依靠

17-模具典型零件制造工艺.pptx
模具制造基础塑料模零件的制作特点:设计流程2.模具方案的检讨(组装图)3.3D拆模.4.零件图点检.根据设计输出、生产要求、生产条件等确定工艺规程编制工艺文件根据工艺文件进行生产准备零件的加工和热处理(工艺路线)检验装配(合格零件)试模验收交付使用售后服务完成工艺文件工艺卡、工序卡等实例零件的加工检验制造内容主要包括:模架的制造成型零件的制造其他辅助机构的制造

17-模具典型零件制造工艺.pptx
模具制造基础塑料模零件的制作特点:设计流程2.模具方案的检讨(组装图)3.3D拆模.4.零件图点检.根据设计输出、生产要求、生产条件等确定工艺规程编制工艺文件根据工艺文件进行生产准备零件的加工和热处理(工艺路线)检验装配(合格零件)试模验收交付使用售后服务完成工艺文件工艺卡、工序卡等实例零件的加工检验制造内容主要包括:模架的制造成型零件的制造其他辅助机构的制造