
叶轮一模两型立置浇注熔模铸造工艺.pdf

一吃****春艳


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

叶轮一模两型立置浇注熔模铸造工艺.pdf
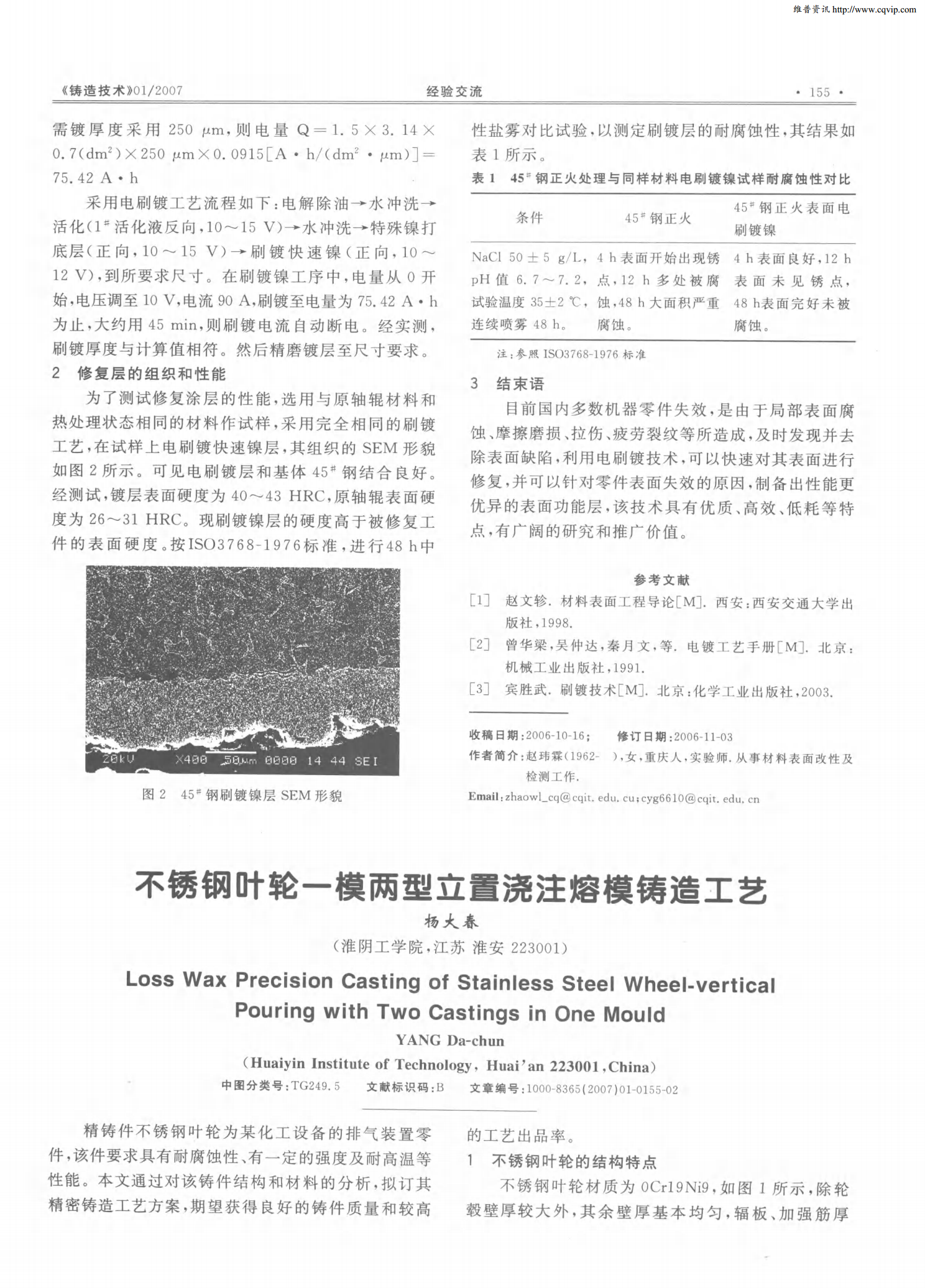
!!··《铸造技术》"#$%""&经验交流#++"’&(()%)*%+"!)*"’"
不锈钢叶轮一模两型立置浇注熔模铸造工艺.pdf
一种扇形叶轮的熔模铸造工艺.pdf
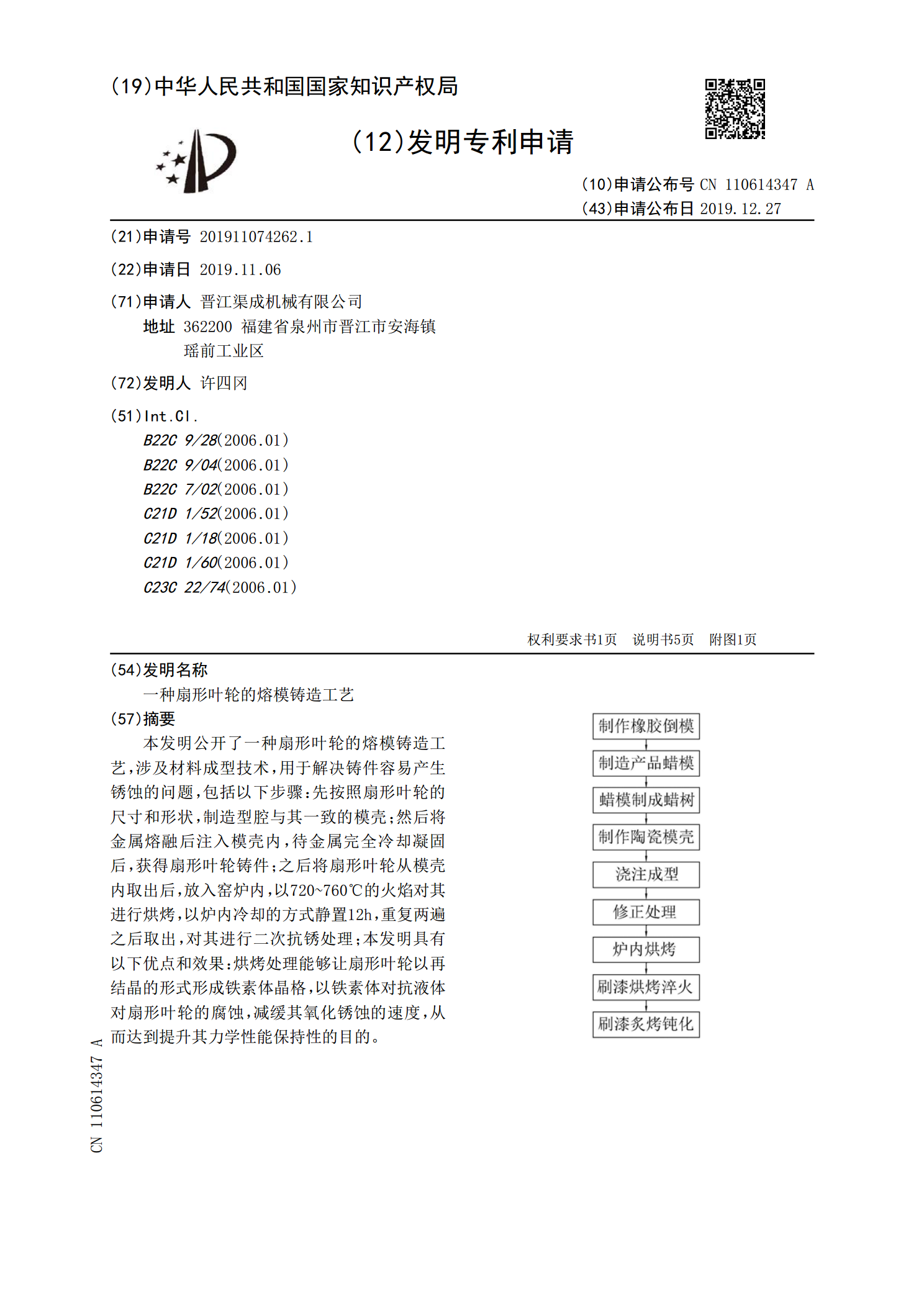
本发明公开了一种扇形叶轮的熔模铸造工艺,涉及材料成型技术,用于解决铸件容易产生锈蚀的问题,包括以下步骤:先按照扇形叶轮的尺寸和形状,制造型腔与其一致的模壳;然后将金属熔融后注入模壳内,待金属完全冷却凝固后,获得扇形叶轮铸件;之后将扇形叶轮从模壳内取出后,放入窑炉内,以720~760℃的火焰对其进行烘烤,以炉内冷却的方式静置12h,重复两遍之后取出,对其进行二次抗锈处理;本发明具有以下优点和效果:烘烤处理能够让扇形叶轮以再结晶的形式形成铁素体晶格,以铁素体对抗液体对扇形叶轮的腐蚀,减缓其氧化锈蚀的速度,从而
叶轮熔模铸造工艺、叶轮及离心压缩机.pdf
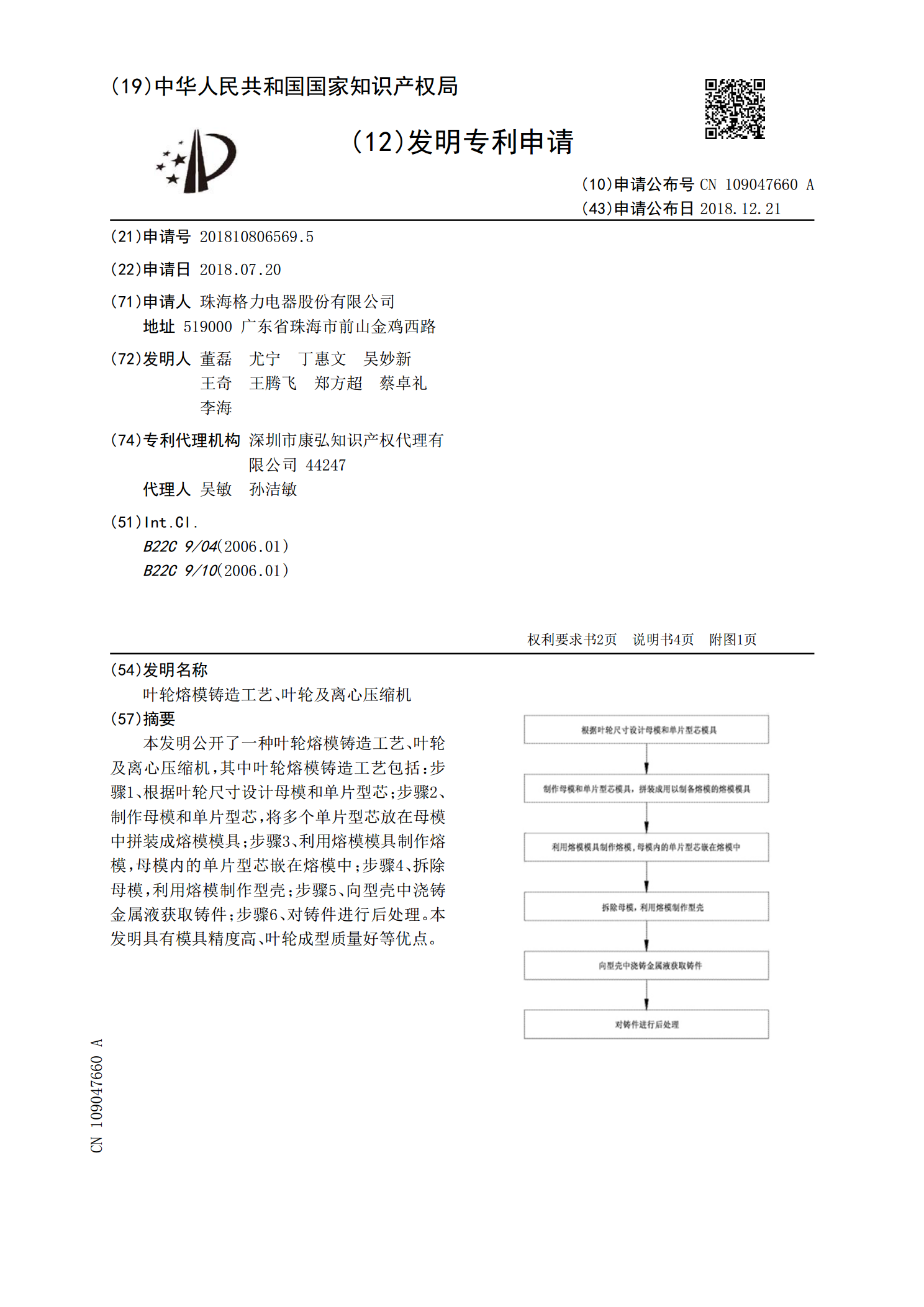
本发明公开了一种叶轮熔模铸造工艺、叶轮及离心压缩机,其中叶轮熔模铸造工艺包括:步骤1、根据叶轮尺寸设计母模和单片型芯;步骤2、制作母模和单片型芯,将多个单片型芯放在母模中拼装成熔模模具;步骤3、利用熔模模具制作熔模,母模内的单片型芯嵌在熔模中;步骤4、拆除母模,利用熔模制作型壳;步骤5、向型壳中浇铸金属液获取铸件;步骤6、对铸件进行后处理。本发明具有模具精度高、叶轮成型质量好等优点。
一种浇注闭式叶轮用的型壳制造工艺.pdf
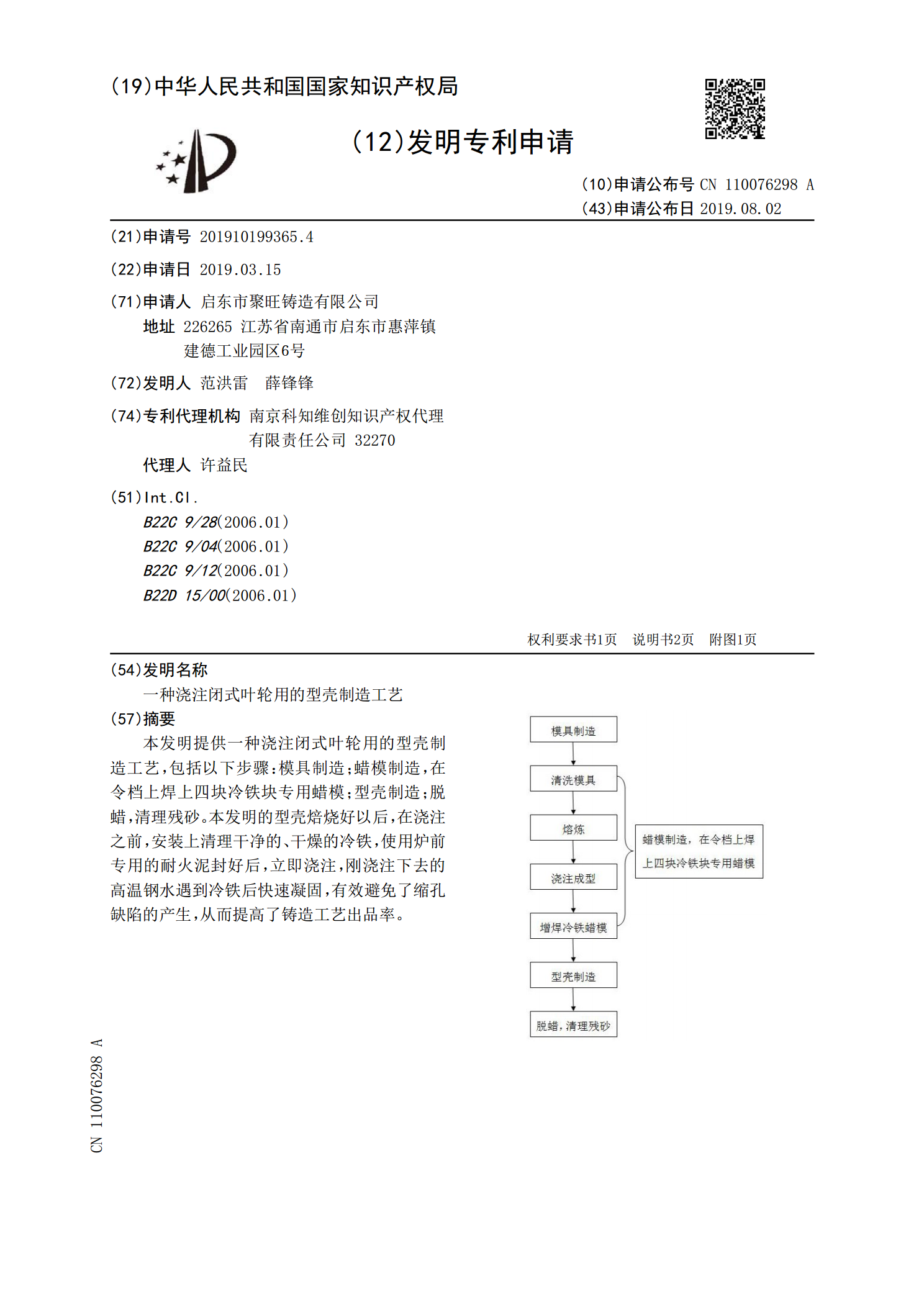
本发明提供一种浇注闭式叶轮用的型壳制造工艺,包括以下步骤:模具制造;蜡模制造,在令档上焊上四块冷铁块专用蜡模;型壳制造;脱蜡,清理残砂。本发明的型壳焙烧好以后,在浇注之前,安装上清理干净的、干燥的冷铁,使用炉前专用的耐火泥封好后,立即浇注,刚浇注下去的高温钢水遇到冷铁后快速凝固,有效避免了缩孔缺陷的产生,从而提高了铸造工艺出品率。