
一种浇注闭式叶轮用的型壳制造工艺.pdf

春兰****89


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种浇注闭式叶轮用的型壳制造工艺.pdf
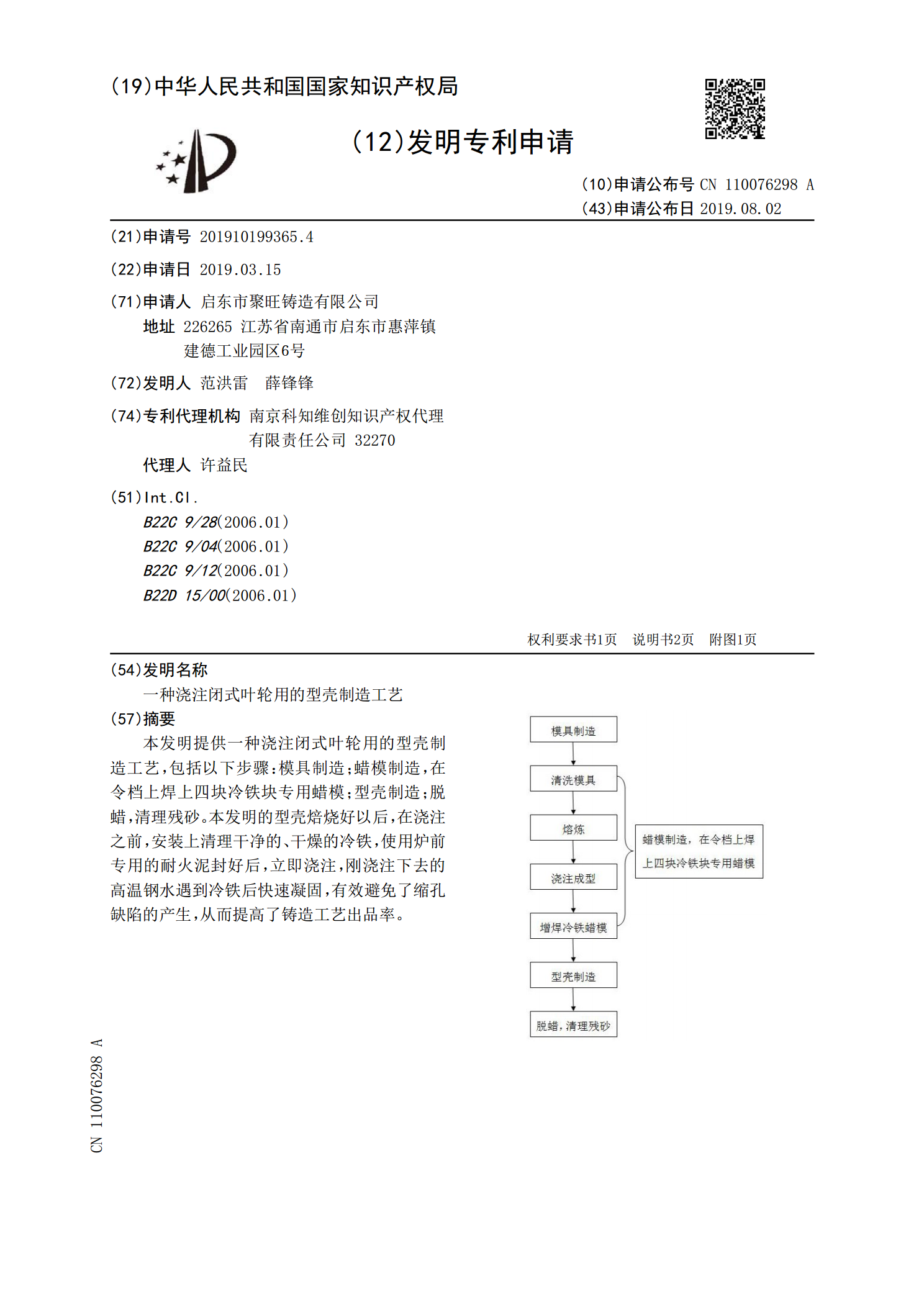
本发明提供一种浇注闭式叶轮用的型壳制造工艺,包括以下步骤:模具制造;蜡模制造,在令档上焊上四块冷铁块专用蜡模;型壳制造;脱蜡,清理残砂。本发明的型壳焙烧好以后,在浇注之前,安装上清理干净的、干燥的冷铁,使用炉前专用的耐火泥封好后,立即浇注,刚浇注下去的高温钢水遇到冷铁后快速凝固,有效避免了缩孔缺陷的产生,从而提高了铸造工艺出品率。
一种电泵叶轮型壳的制造工艺.pdf
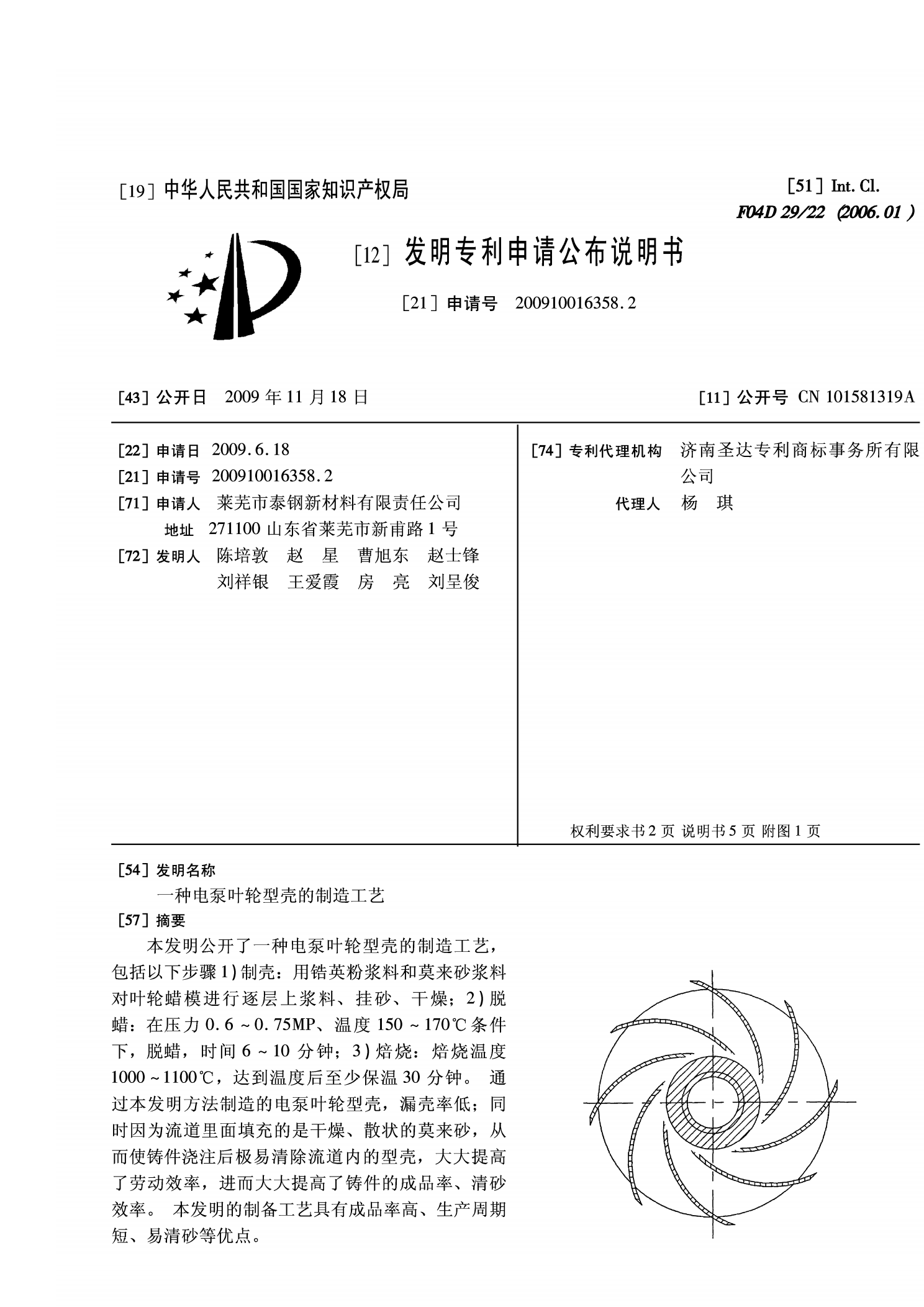
本发明公开了一种电泵叶轮型壳的制造工艺,包括以下步骤1)制壳:用锆英粉浆料和莫来砂浆料对叶轮蜡模进行逐层上浆料、挂砂、干燥;2)脱蜡:在压力0.6~0.75MP、温度150~170℃条件下,脱蜡,时间6~10分钟;3)焙烧:焙烧温度1000~1100℃,达到温度后至少保温30分钟。通过本发明方法制造的电泵叶轮型壳,漏壳率低;同时因为流道里面填充的是干燥、散状的莫来砂,从而使铸件浇注后极易清除流道内的型壳,大大提高了劳动效率,进而大大提高了铸件的成品率、清砂效率。本发明的制备工艺具有成品率高、生产周
一种闭式叶轮及其制造方法.pdf
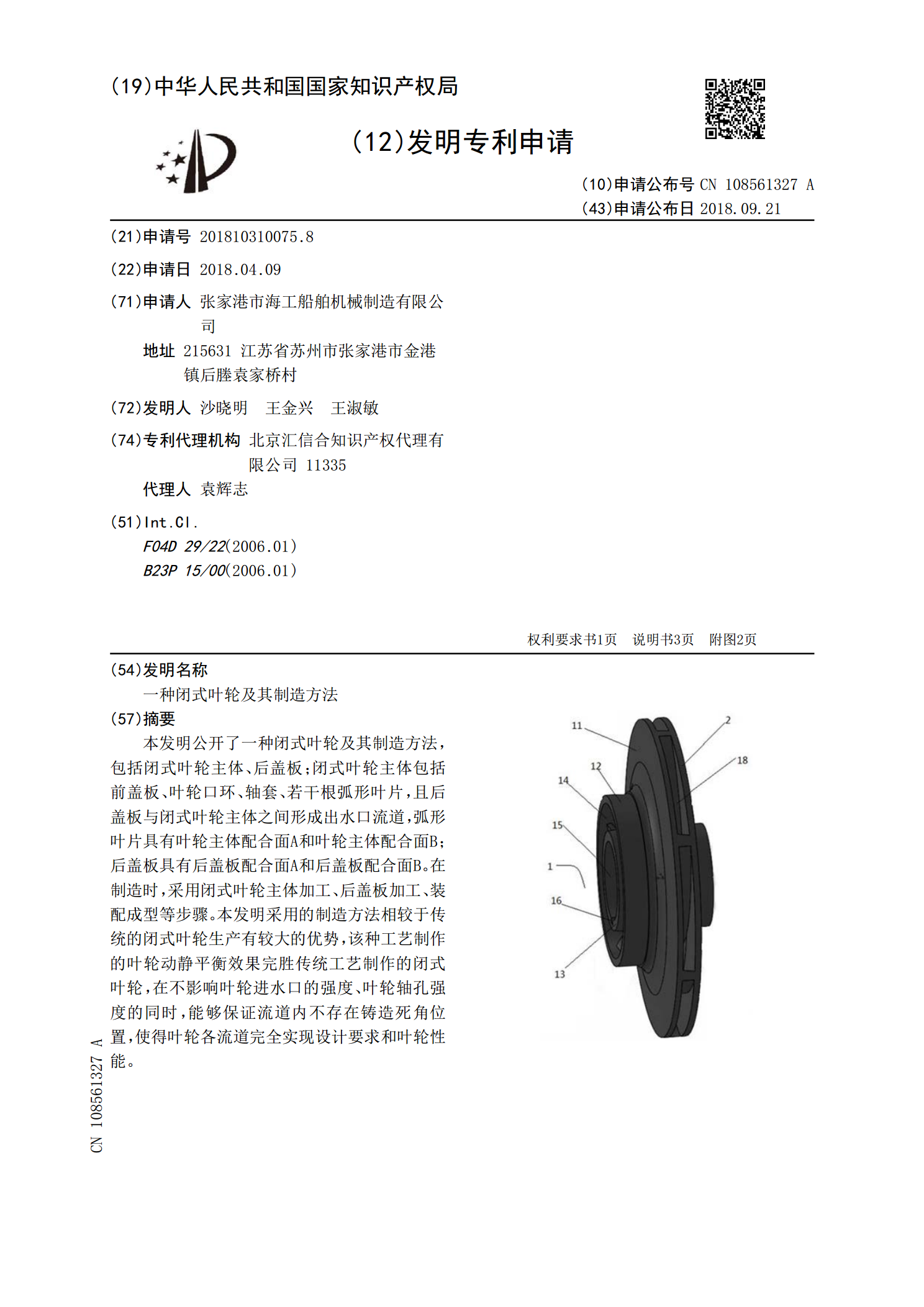
本发明公开了一种闭式叶轮及其制造方法,包括闭式叶轮主体、后盖板;闭式叶轮主体包括前盖板、叶轮口环、轴套、若干根弧形叶片,且后盖板与闭式叶轮主体之间形成出水口流道,弧形叶片具有叶轮主体配合面A和叶轮主体配合面B;后盖板具有后盖板配合面A和后盖板配合面B。在制造时,采用闭式叶轮主体加工、后盖板加工、装配成型等步骤。本发明采用的制造方法相较于传统的闭式叶轮生产有较大的优势,该种工艺制作的叶轮动静平衡效果完胜传统工艺制作的闭式叶轮,在不影响叶轮进水口的强度、叶轮轴孔强度的同时,能够保证流道内不存在铸造死角位置,使
一种铸造闭式叶轮的成型工艺.pdf
本发明涉及一种铸造闭式叶轮的成型工艺。本发明的成型工艺,包括如下工序:制型、制面层壳、灌浆、制背层壳、脱蜡、焙烧、浇注、清理、热处理。本发明成型工艺,提高了铸造行业流道宽度在4mm‑15mm,直径大于120mm的闭式叶轮成型质量;提高生产效率,降低生产成本,推动精密铸造闭式叶轮生产技术进步和发展。

一种闭式叶轮蜡模制造方法.pdf
本发明公开了一种闭式叶轮蜡模制造方法。其用于制备用于精密铸造的闭式叶轮蜡模,其包括如下步骤:步骤A,将所述闭式叶轮蜡模分为三部分分别进行制造,包括浇口蜡模、内部蜡模和外罩蜡模,步骤B,在所述内部蜡模上制成填充所述开放流道的通道模壳;步骤C,将步骤A中的所述浇口蜡模和所述外罩蜡模与所述内部蜡模粘接,使所述罩体与所述开放流道固定连接,并保障所述罩体与所述开放流道形成的封闭腔体内填满步骤B中的通道模壳,完成所述闭式叶轮蜡模的制造。本发明所提供的闭式叶轮蜡模制造方法,可先制成对应封闭的气流通道的模壳,这样就可确保