
一种扇形叶轮的熔模铸造工艺.pdf

猫巷****忠娟

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种扇形叶轮的熔模铸造工艺.pdf
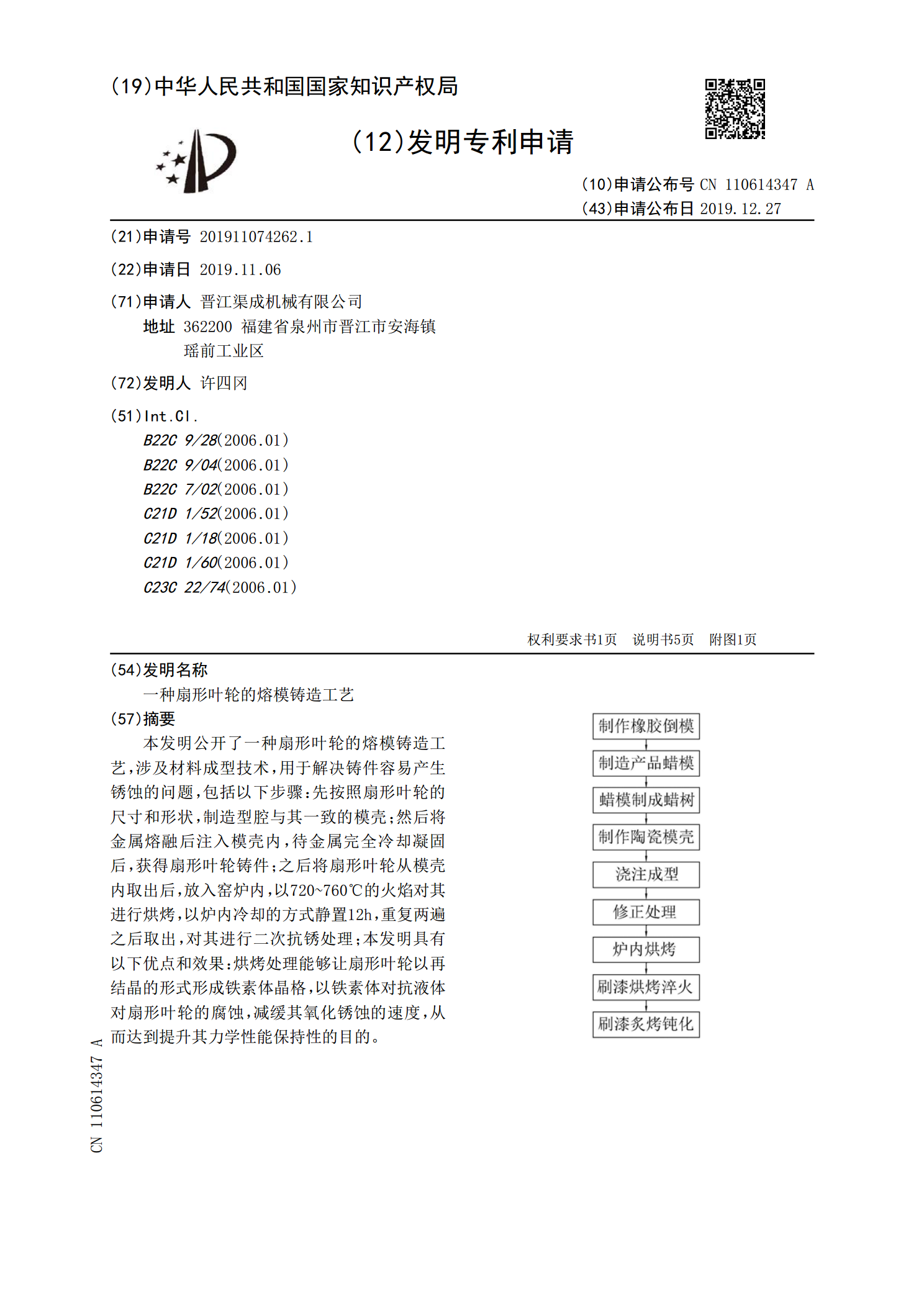
本发明公开了一种扇形叶轮的熔模铸造工艺,涉及材料成型技术,用于解决铸件容易产生锈蚀的问题,包括以下步骤:先按照扇形叶轮的尺寸和形状,制造型腔与其一致的模壳;然后将金属熔融后注入模壳内,待金属完全冷却凝固后,获得扇形叶轮铸件;之后将扇形叶轮从模壳内取出后,放入窑炉内,以720~760℃的火焰对其进行烘烤,以炉内冷却的方式静置12h,重复两遍之后取出,对其进行二次抗锈处理;本发明具有以下优点和效果:烘烤处理能够让扇形叶轮以再结晶的形式形成铁素体晶格,以铁素体对抗液体对扇形叶轮的腐蚀,减缓其氧化锈蚀的速度,从而
叶轮熔模铸造工艺、叶轮及离心压缩机.pdf
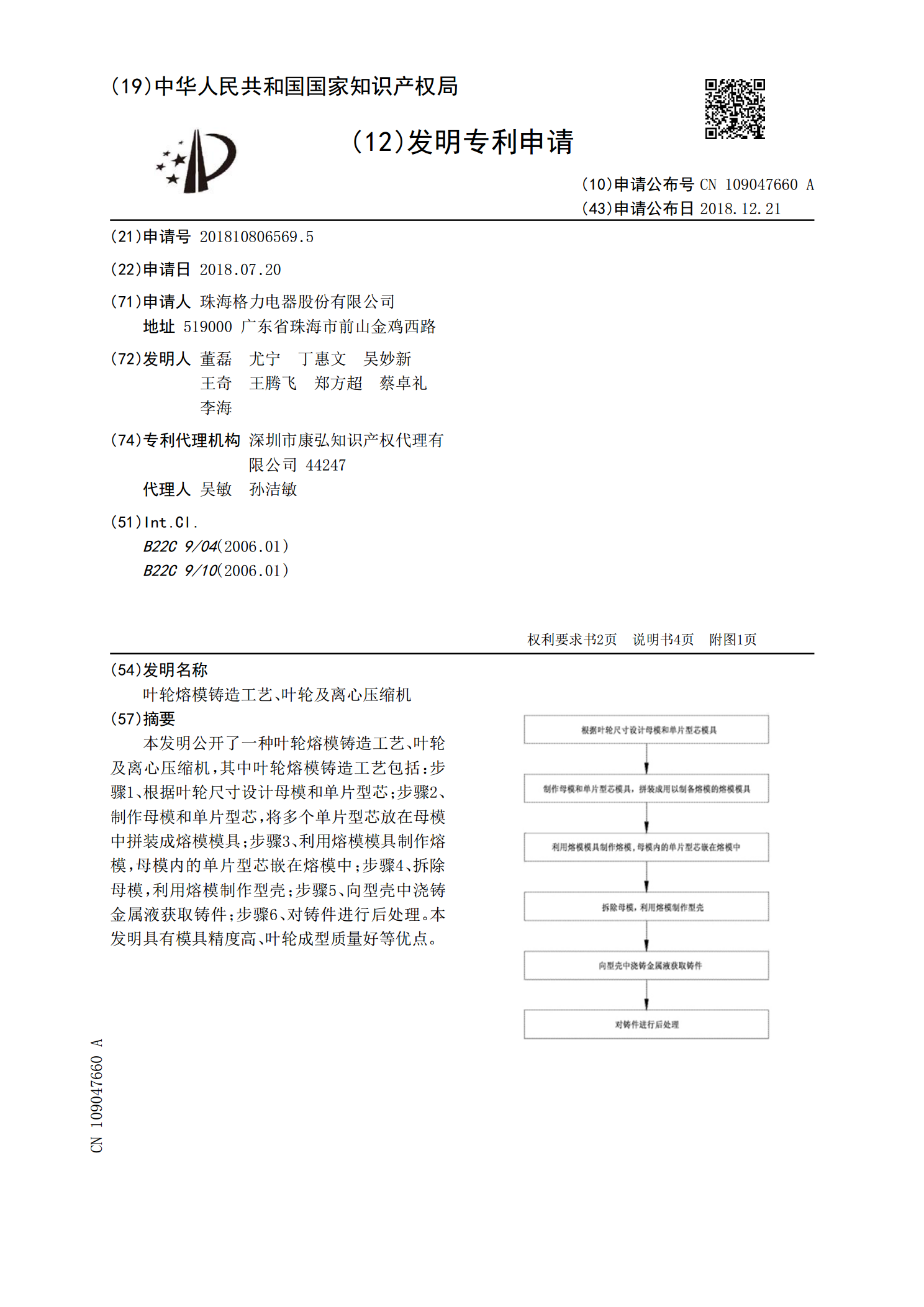
本发明公开了一种叶轮熔模铸造工艺、叶轮及离心压缩机,其中叶轮熔模铸造工艺包括:步骤1、根据叶轮尺寸设计母模和单片型芯;步骤2、制作母模和单片型芯,将多个单片型芯放在母模中拼装成熔模模具;步骤3、利用熔模模具制作熔模,母模内的单片型芯嵌在熔模中;步骤4、拆除母模,利用熔模制作型壳;步骤5、向型壳中浇铸金属液获取铸件;步骤6、对铸件进行后处理。本发明具有模具精度高、叶轮成型质量好等优点。

不锈钢叶轮熔模铸造工艺的改进.docx
不锈钢叶轮熔模铸造工艺的改进标题:不锈钢叶轮熔模铸造工艺的改进摘要:不锈钢叶轮广泛应用于各种机械设备中,但传统的铸造工艺存在一些问题,如热裂纹、收缩缺陷等。本文通过分析不锈钢叶轮熔模铸造工艺中存在的问题和挑战,并提出了一种改进方案。该方案包括材料选择、熔炼工艺和模具设计等方面的改进,旨在提高铸件质量和生产效率。实验结果表明,该改进方案能够显著降低热裂纹和收缩缺陷的发生率,提高叶轮的材料强度和耐磨性。因此,该改进工艺有望在不锈钢叶轮的铸造过程中得到广泛应用。关键词:不锈钢叶轮;熔模铸造;工艺改进;热裂纹;收
不锈钢水泵叶轮熔模铸造工艺.pdf
本发明涉及水泵叶轮生产领域,公开了一种不锈钢水泵叶轮熔模铸造工艺,其技术方案要点是:包括蜡膜成型、型壳成型和叶轮浇铸成型工艺。其成型蜡模质量高,成型型壳硬度和透气性好,成型铸件缺陷率低;粗加工可确保叶轮出口位置尺寸精度达到规定的要求,使出口宽度均匀,误差小,保证在图纸公差范围内;粗加工和修整后的叶轮铸件内部产生大量的应力;经过消应力热处理后,进行低温消应力,稳定尺寸,确保加工后的尺寸精度。本发明所加工的不锈钢水泵叶轮,缺陷率低,尺寸变形小,叶轮加工尺寸精度好,表面光洁度高,叶轮使用寿命高。

基于增材制造的叶轮熔模铸造的工艺研究.docx
基于增材制造的叶轮熔模铸造的工艺研究摘要:随着科技的进步和制造技术的发展,增材制造技术(AdditiveManufacturing)在现代制造业中得到了广泛应用。本文针对叶轮熔模铸造工艺进行了研究,介绍了增材制造技术在此工艺中的应用,并探讨了其优点和挑战。研究结果表明,增材制造技术在叶轮熔模铸造方面具有明显的优势,可以提高生产效率、降低生产成本,同时满足高品质、复杂结构的叶轮生产要求。关键词:增材制造,叶轮熔模铸造,生产效率,生产成本,复杂结构。正文:一、前言叶轮是一种广泛应用于航空、航天、水利、能源等行