
叶轮熔模铸造工艺、叶轮及离心压缩机.pdf

书生****萌哒

1/8
2/8

3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
叶轮熔模铸造工艺、叶轮及离心压缩机.pdf
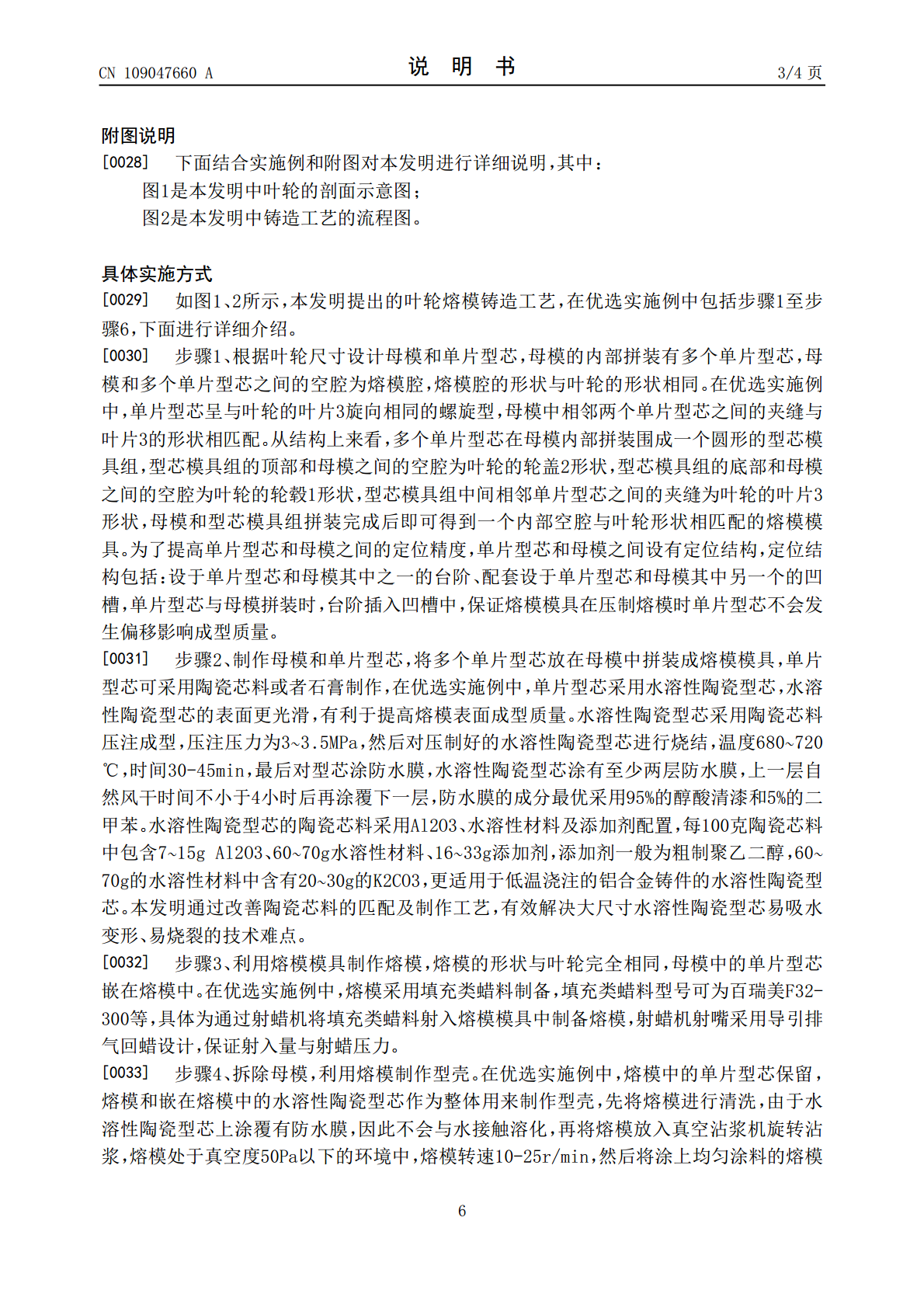
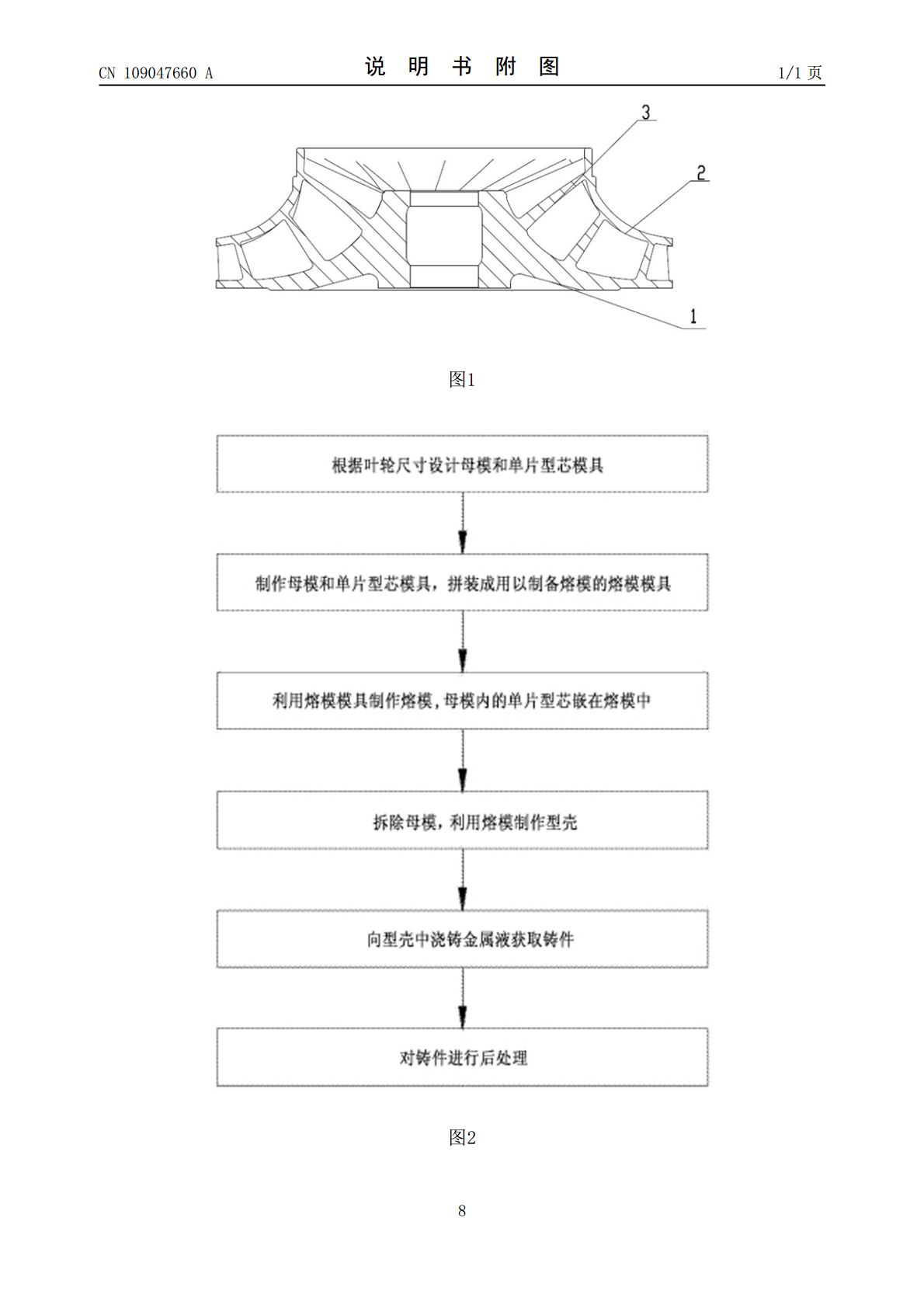
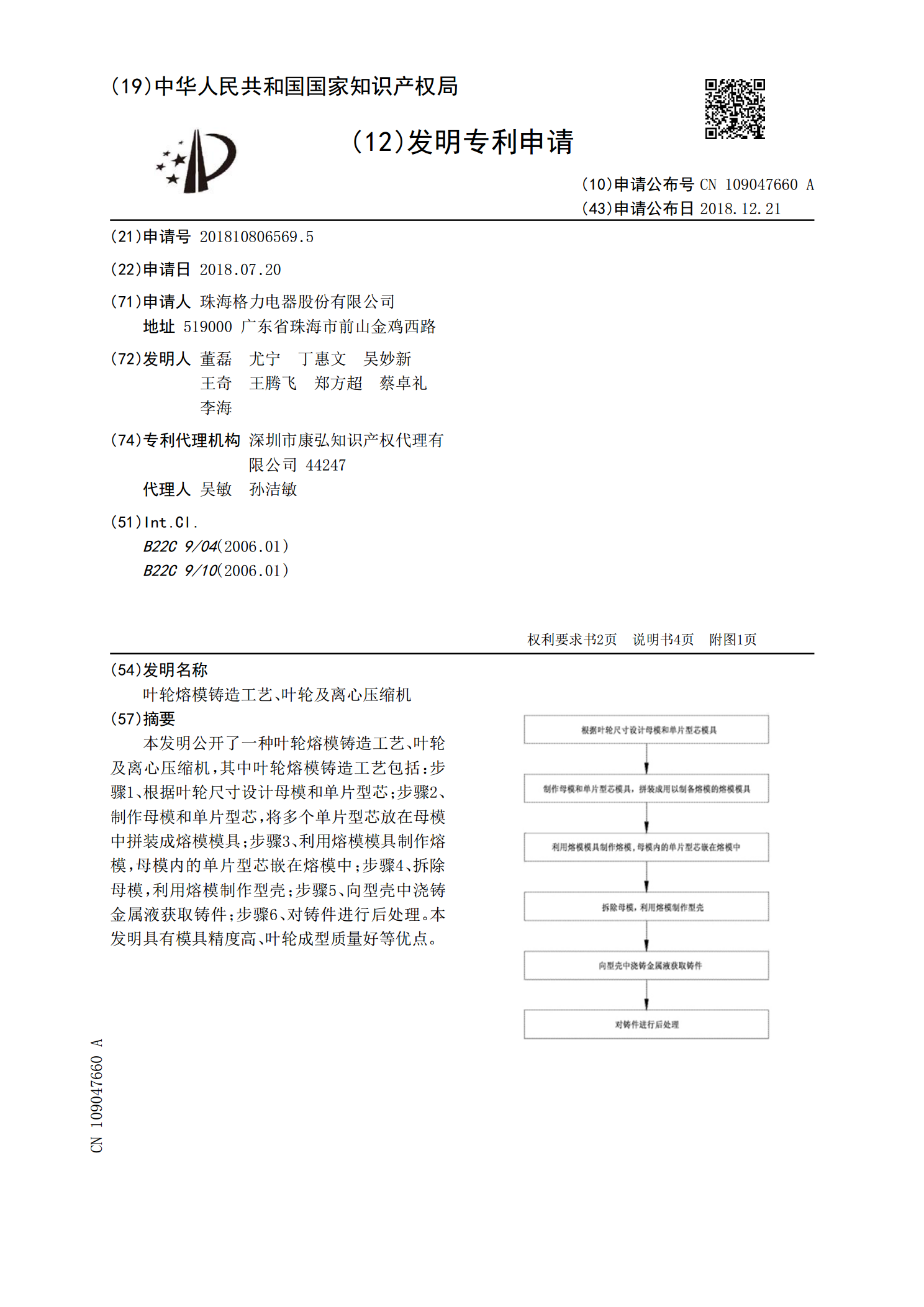
本发明公开了一种叶轮熔模铸造工艺、叶轮及离心压缩机,其中叶轮熔模铸造工艺包括:步骤1、根据叶轮尺寸设计母模和单片型芯;步骤2、制作母模和单片型芯,将多个单片型芯放在母模中拼装成熔模模具;步骤3、利用熔模模具制作熔模,母模内的单片型芯嵌在熔模中;步骤4、拆除母模,利用熔模制作型壳;步骤5、向型壳中浇铸金属液获取铸件;步骤6、对铸件进行后处理。本发明具有模具精度高、叶轮成型质量好等优点。

叶轮及包括该叶轮的离心压缩机.pdf
本发明提供了一种叶轮及包括该叶轮的离心压缩机。其中,叶轮包括:轮毂和叶片,叶片的表面为叶片曲面,叶片上的控制线组合形成叶片曲面的形状,在叶片曲面上,至少一部分表面区域上的控制线为曲线。本发明的叶轮及包括该叶轮的离心压缩机中,通过叶轮三维设计,将叶轮叶片控制线形式从直线形改为曲线形,使离心叶轮叶片中部呈现一定的弯曲度,进而减小或消除了叶轮进口的冲击及分离损失,改善了叶轮内部流体流动结构,进一步地提高了叶轮效率、拓宽了高效区范围并降低了喘振流量。
叶轮及包括该叶轮的离心压缩机.pdf
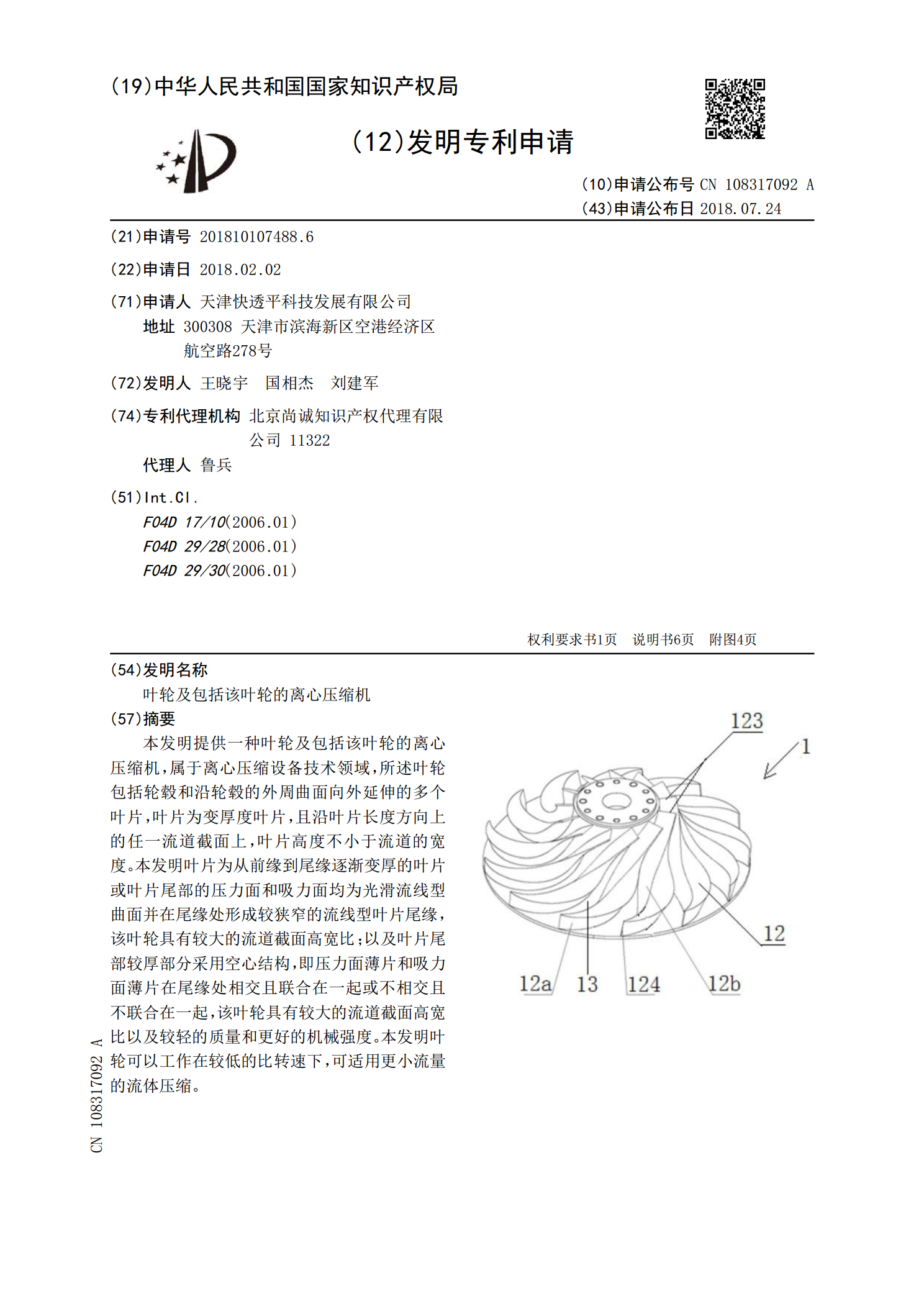
本发明提供一种叶轮及包括该叶轮的离心压缩机,属于离心压缩设备技术领域,所述叶轮包括轮毂和沿轮毂的外周曲面向外延伸的多个叶片,叶片为变厚度叶片,且沿叶片长度方向上的任一流道截面上,叶片高度不小于流道的宽度。本发明叶片为从前缘到尾缘逐渐变厚的叶片或叶片尾部的压力面和吸力面均为光滑流线型曲面并在尾缘处形成较狭窄的流线型叶片尾缘,该叶轮具有较大的流道截面高宽比;以及叶片尾部较厚部分采用空心结构,即压力面薄片和吸力面薄片在尾缘处相交且联合在一起或不相交且不联合在一起,该叶轮具有较大的流道截面高宽比以及较轻的质量和更
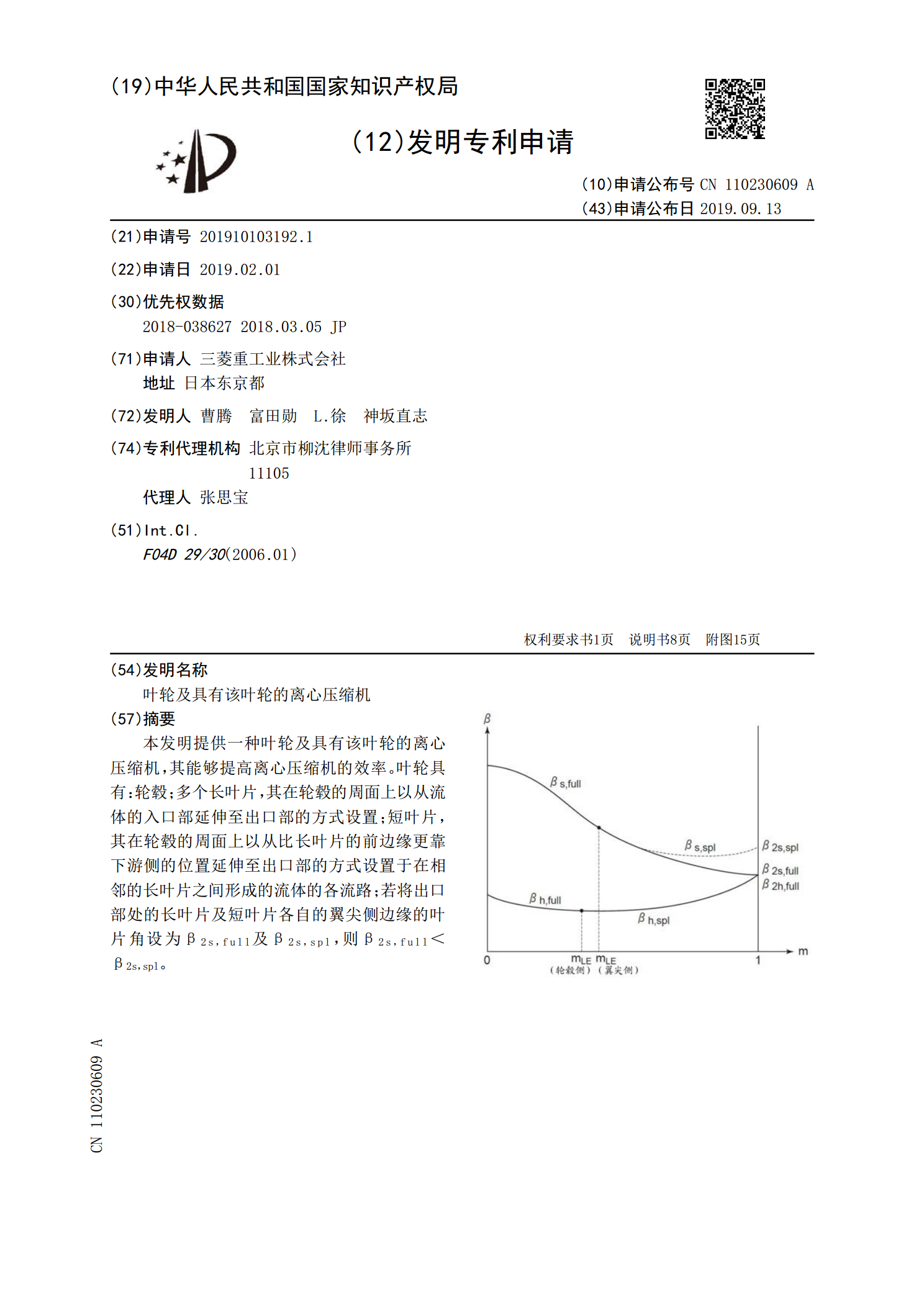
叶轮及具有该叶轮的离心压缩机.pdf
本发明提供一种叶轮及具有该叶轮的离心压缩机,其能够提高离心压缩机的效率。叶轮具有:轮毂;多个长叶片,其在轮毂的周面上以从流体的入口部延伸至出口部的方式设置;短叶片,其在轮毂的周面上以从比长叶片的前边缘更靠下游侧的位置延伸至出口部的方式设置于在相邻的长叶片之间形成的流体的各流路;若将出口部处的长叶片及短叶片各自的翼尖侧边缘的叶片角设为β
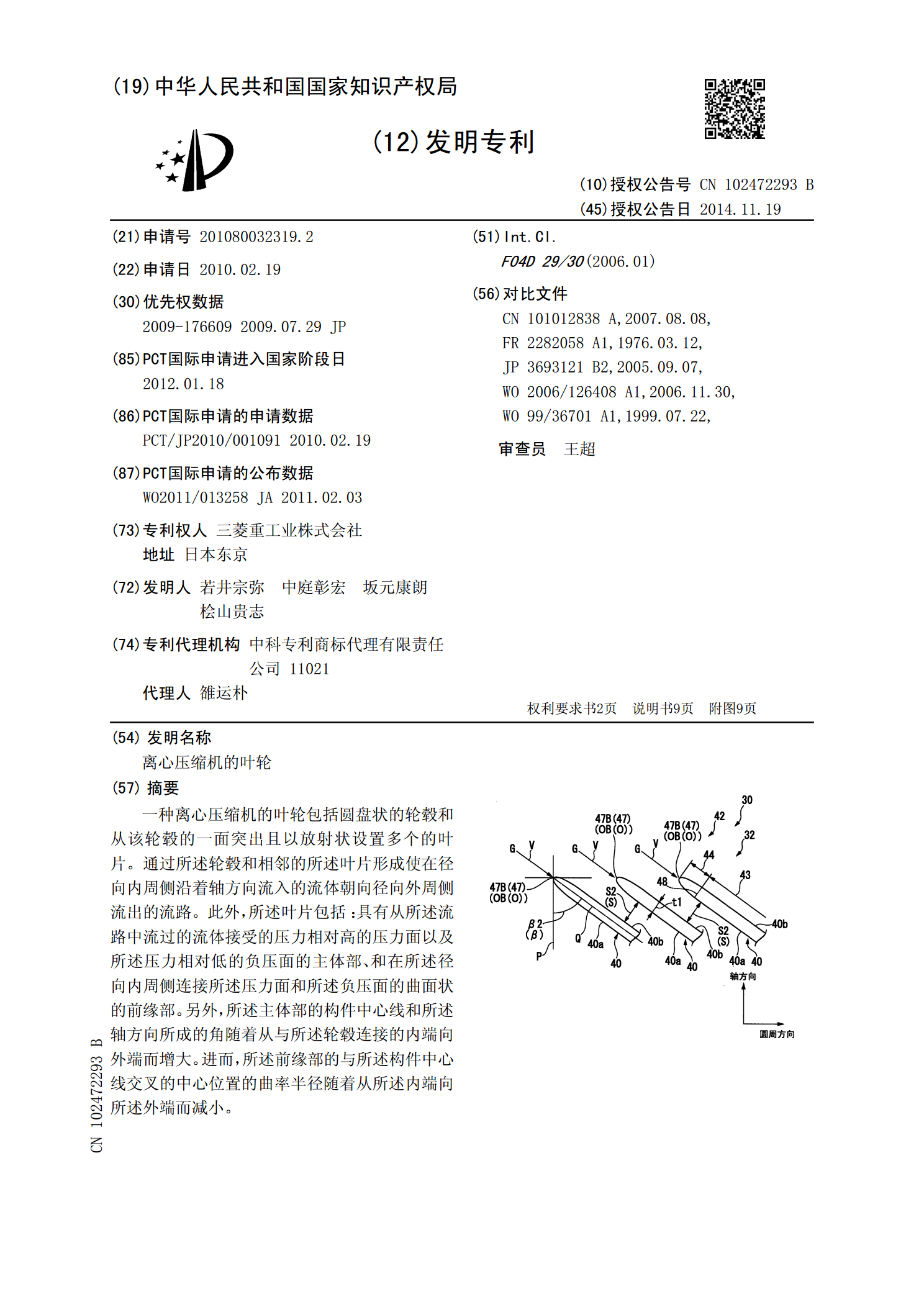
离心压缩机的叶轮.pdf
一种离心压缩机的叶轮包括圆盘状的轮毂和从该轮毂的一面突出且以放射状设置多个的叶片。通过所述轮毂和相邻的所述叶片形成使在径向内周侧沿着轴方向流入的流体朝向径向外周侧流出的流路。此外,所述叶片包括:具有从所述流路中流过的流体接受的压力相对高的压力面以及所述压力相对低的负压面的主体部、和在所述径向内周侧连接所述压力面和所述负压面的曲面状的前缘部。另外,所述主体部的构件中心线和所述轴方向所成的角随着从与所述轮毂连接的内端向外端而增大。进而,所述前缘部的与所述构件中心线交叉的中心位置的曲率半径随着从所述内端向所述外