
完全可降解聚合物药物洗脱支架及其制备方法.pdf

一只****呀淑

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

完全可降解聚合物药物洗脱支架及其制备方法.pdf
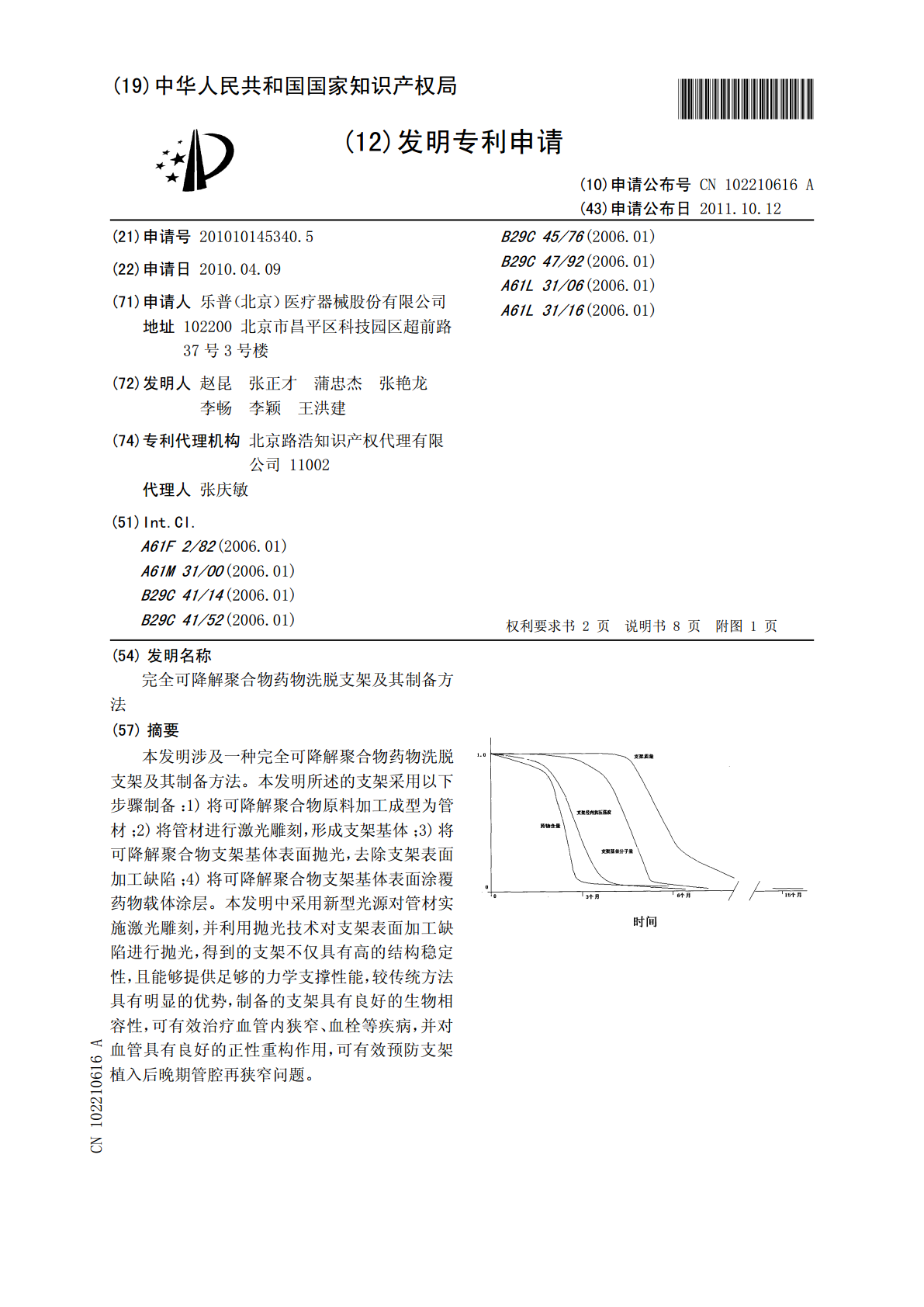
本发明涉及一种完全可降解聚合物药物洗脱支架及其制备方法。本发明所述的支架采用以下步骤制备:1)将可降解聚合物原料加工成型为管材;2)将管材进行激光雕刻,形成支架基体;3)将可降解聚合物支架基体表面抛光,去除支架表面加工缺陷;4)将可降解聚合物支架基体表面涂覆药物载体涂层。本发明中采用新型光源对管材实施激光雕刻,并利用抛光技术对支架表面加工缺陷进行抛光,得到的支架不仅具有高的结构稳定性,且能够提供足够的力学支撑性能,较传统方法具有明显的优势,制备的支架具有良好的生物相容性,可有效治疗血管内狭窄、血栓等疾病,

药物洗脱支架及其制备方法.pdf
本发明涉及一种血管支架技术,公开一种药物洗脱支架及其制备方法。支架包括多个支架梁,所述支架本体材料为金属材料或生物可吸收材料;所述支架梁截面上看,包括实心的结构体与多孔结构的载药体,载药体位于所述支架面向血管壁的一侧,所述载药体包括外表面的表面层及内部的多孔结构,所述表面层具有多个释放孔,可有效避免因支架工艺缺陷引发再狭窄和支架内血栓。以3D打印技术可以实现支架多孔结构设计,可完成支架内部载药的创新思路。

生物可吸收材质的动脉药物洗脱支架及其制备方法.pdf
本发明涉及一种血管支架技术,公开一种生物可吸收材质的动脉药物洗脱支架及其制备方法。所述支架包括多个支架梁,所述支架本体材料为生物可吸收水溶性树脂或水溶性聚合物;所述支架梁截面上看,包括实心的结构体与多孔结构的载药体,载药体位于所述支架面向血管壁的一侧,所述载药体包括外表面的表面层及内部的多孔结构,所述表面层具有多个释放孔,所述支架本体以3D打印技术一体成型。3D打印技术可以实现支架多孔结构设计,可完成支架内部载药的创新思路。可有效避免因支架工艺缺陷引发再狭窄和支架内血栓。

一种药物洗脱支架及其制备方法和应用.pdf
本发明提供一种药物洗脱支架及其制备方法和应用,所述药物洗脱支架由支架基体(1)和涂覆在支架基体内表面的药物涂层组成,所述药物涂层具有三层结构,从接触支架基体的一层起依次为可降解性聚合物层(2)、药物层(3)和可降解性聚合物层(4),所述药物层中含有抗平滑肌细胞增生药物和抗血小板药物。本发明的药物洗脱支架使承载的药物具有缓释作用,在缓慢释放的过程中有效地发挥抗炎、抑制血管平滑肌细胞增生、抗血小板粘附等作用,可有针对性地抑制平滑肌细胞增生和血小板聚集,促进血管再内皮化,药物洗脱期可控制在2周至6周,与再狭窄发

光控可降解聚合物支架及其制备方法.pdf
本发明公开了光控可降解聚合物支架及其制备方法,光控可降解聚合物支架,其表面具有负载吲哚菁绿的ZIF‑8晶体层。在PLGA支架的表面构建光热涂层(即包裹光敏剂吲哚菁绿的ZIF‑8晶体层),PLGA支架完成辅助治疗的使命后,在808nm近红外光照射下通过光热涂层的光热效应,升高光热涂层局部温度到其玻璃化转变温度以上,加快PLGA支架的降解速率,减少其滞留时间,使其与机体组织愈合周期相匹配,减少支架长期滞留所引起的并发症,即医护人员可利用通过光热效应调控PLGA支架的降解速率;ZIF‑8晶体与吲哚菁绿(即ICG