
激光实时反馈控制系统及其控制方法.pdf

念珊****写意

1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

激光实时反馈控制系统及其控制方法.pdf
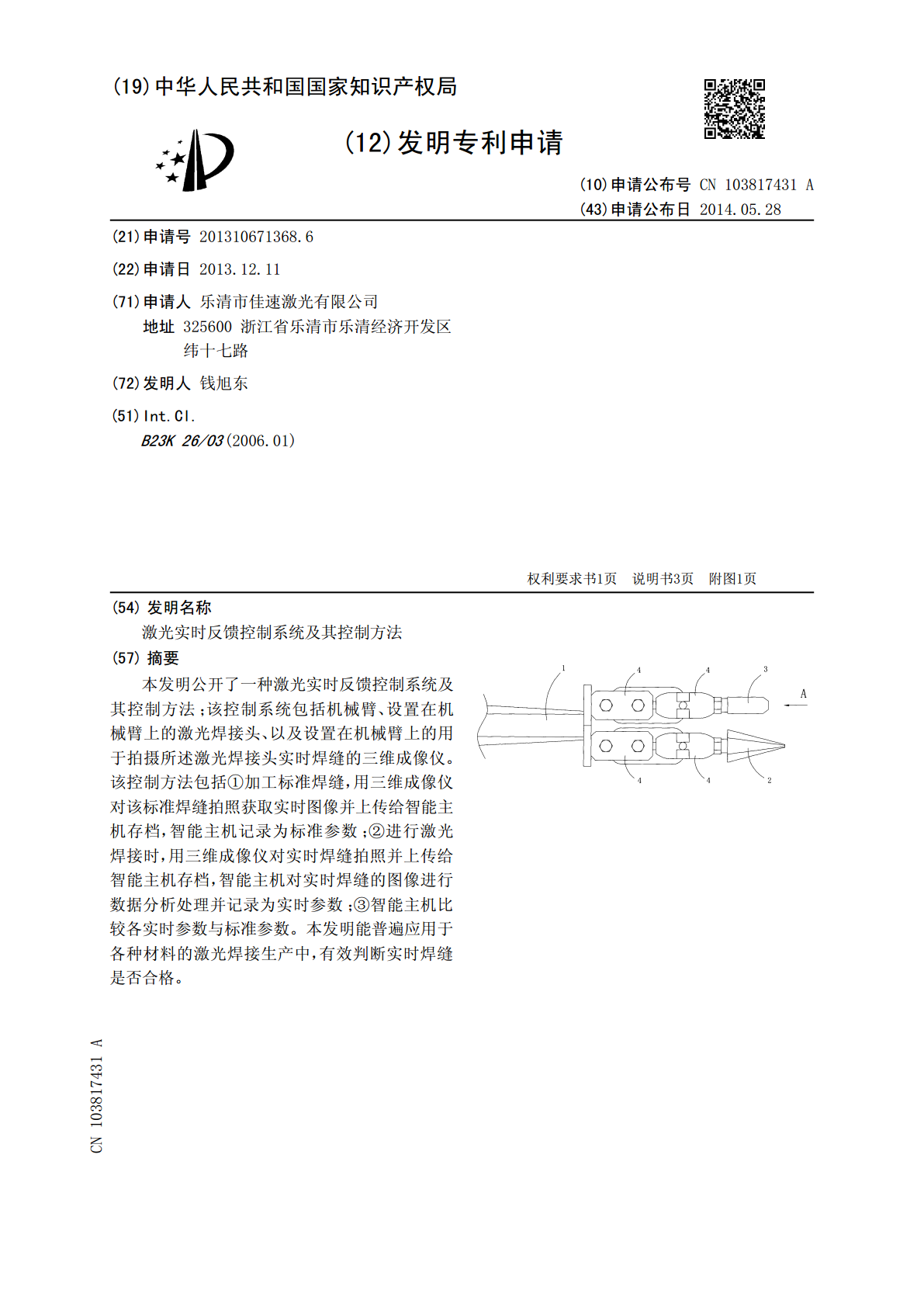
本发明公开了一种激光实时反馈控制系统及其控制方法;该控制系统包括机械臂、设置在机械臂上的激光焊接头、以及设置在机械臂上的用于拍摄所述激光焊接头实时焊缝的三维成像仪。该控制方法包括①加工标准焊缝,用三维成像仪对该标准焊缝拍照获取实时图像并上传给智能主机存档,智能主机记录为标准参数;②进行激光焊接时,用三维成像仪对实时焊缝拍照并上传给智能主机存档,智能主机对实时焊缝的图像进行数据分析处理并记录为实时参数;③智能主机比较各实时参数与标准参数。本发明能普遍应用于各种材料的激光焊接生产中,有效判断实时焊缝是否合格。
实时故障反馈LED灯光控制系统及实时反馈方法.pdf
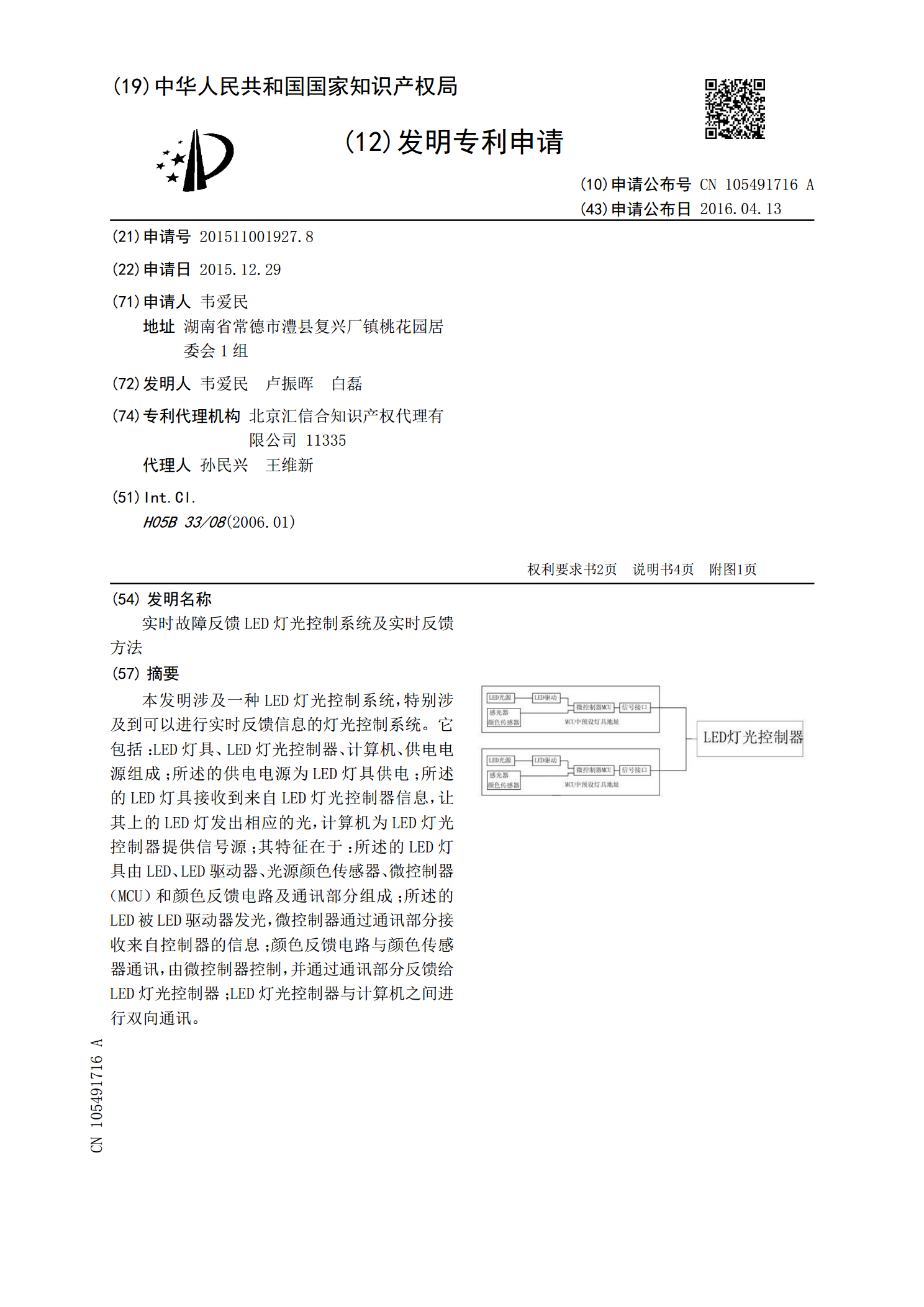
本发明涉及一种LED灯光控制系统,特别涉及到可以进行实时反馈信息的灯光控制系统。它包括:LED灯具、LED灯光控制器、计算机、供电电源组成;所述的供电电源为LED灯具供电;所述的LED灯具接收到来自LED灯光控制器信息,让其上的LED灯发出相应的光,计算机为LED灯光控制器提供信号源;其特征在于:所述的LED灯具由LED、LED驱动器、光源颜色传感器、微控制器(MCU)和颜色反馈电路及通讯部分组成;所述的LED被LED驱动器发光,微控制器通过通讯部分接收来自控制器的信息;颜色反馈电路与颜色传感器通讯,由微
直线电机位置反馈控制系统及其控制方法.pdf
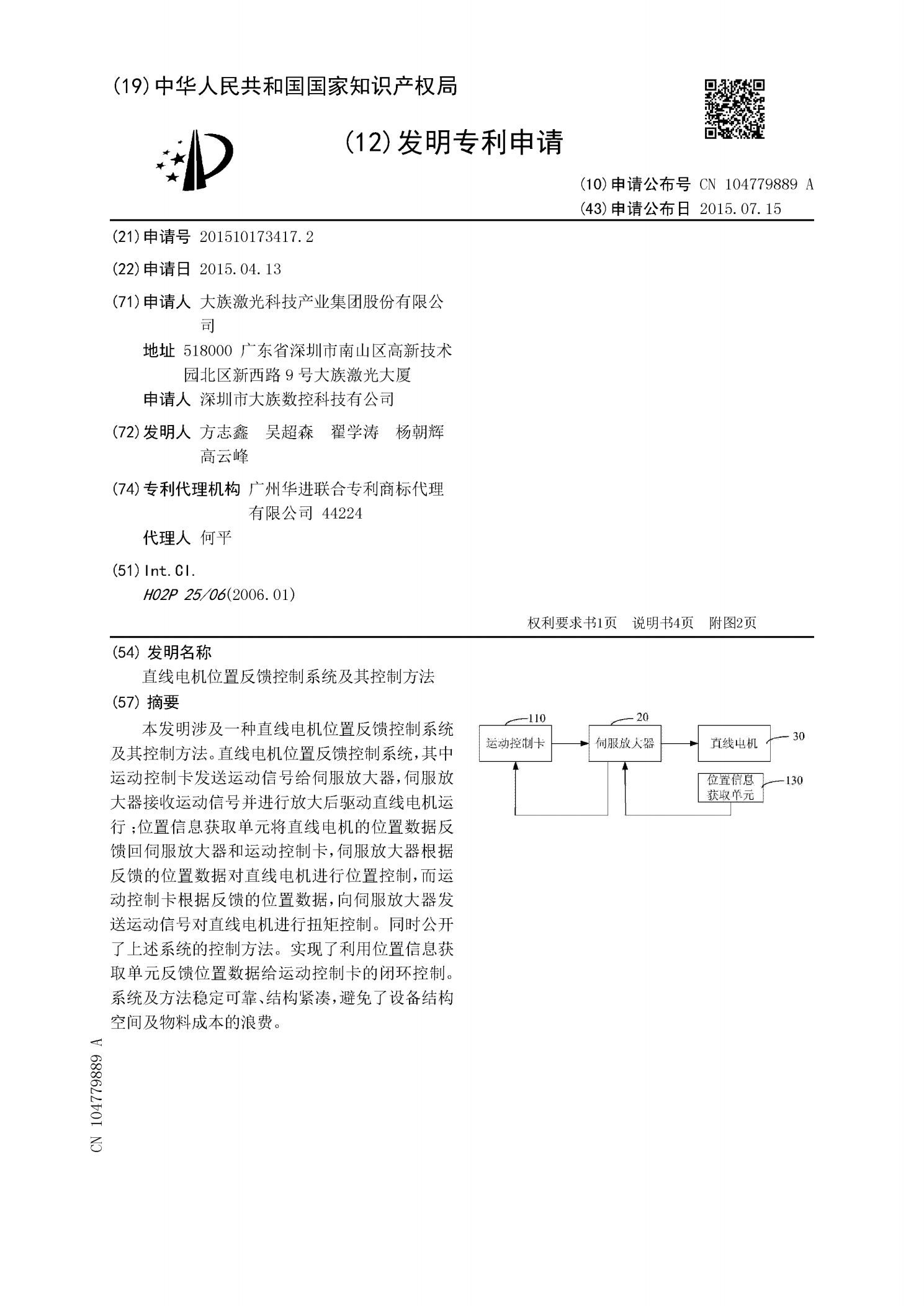
本发明涉及一种直线电机位置反馈控制系统及其控制方法。直线电机位置反馈控制系统,其中运动控制卡发送运动信号给伺服放大器,伺服放大器接收运动信号并进行放大后驱动直线电机运行;位置信息获取单元将直线电机的位置数据反馈回伺服放大器和运动控制卡,伺服放大器根据反馈的位置数据对直线电机进行位置控制,而运动控制卡根据反馈的位置数据,向伺服放大器发送运动信号对直线电机进行扭矩控制。同时公开了上述系统的控制方法。实现了利用位置信息获取单元反馈位置数据给运动控制卡的闭环控制。系统及方法稳定可靠、结构紧凑,避免了设备结构空间及
一种智能裁剪机的实时控制系统及其实时控制方法.pdf
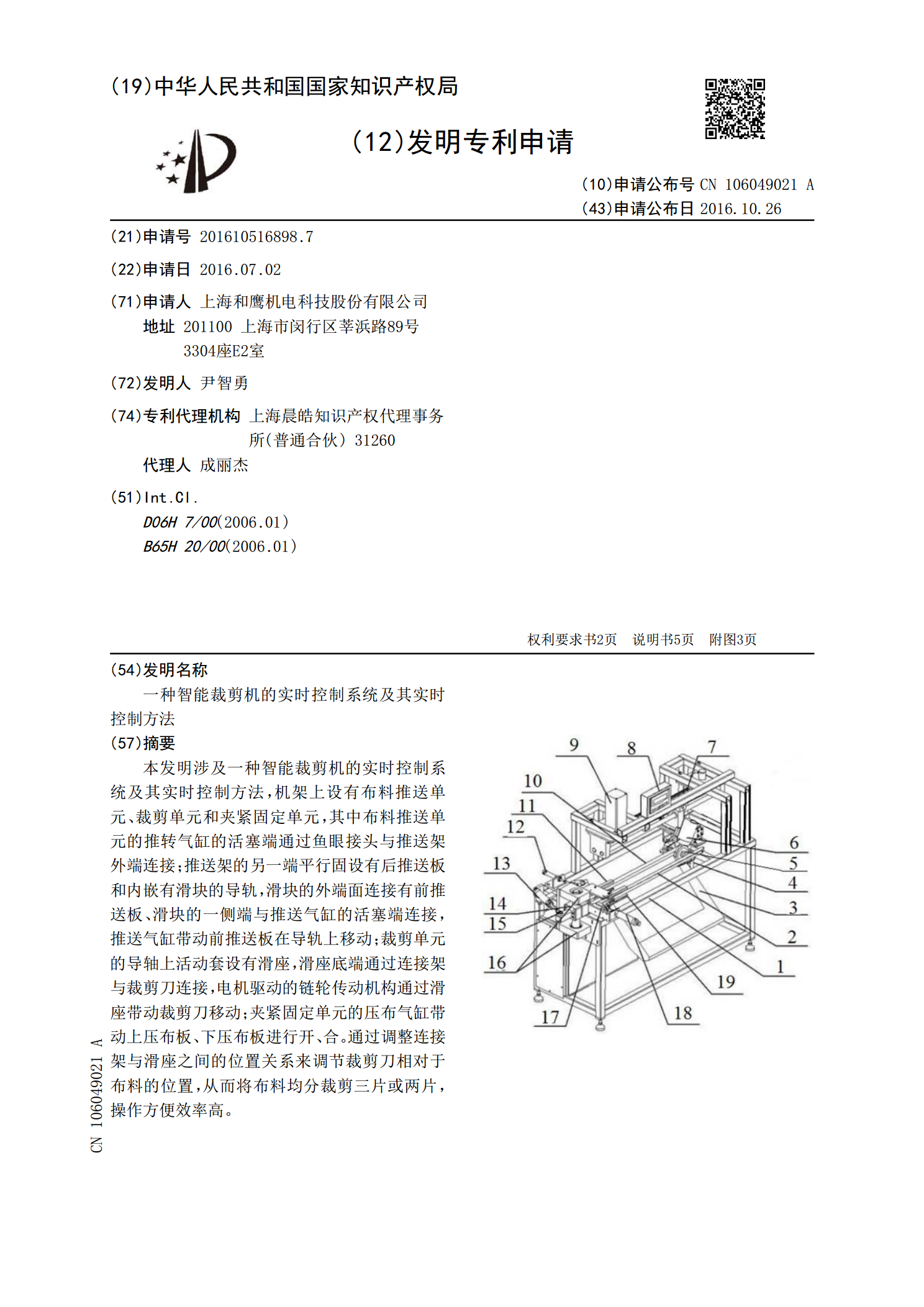
本发明涉及一种智能裁剪机的实时控制系统及其实时控制方法,机架上设有布料推送单元、裁剪单元和夹紧固定单元,其中布料推送单元的推转气缸的活塞端通过鱼眼接头与推送架外端连接;推送架的另一端平行固设有后推送板和内嵌有滑块的导轨,滑块的外端面连接有前推送板、滑块的一侧端与推送气缸的活塞端连接,推送气缸带动前推送板在导轨上移动;裁剪单元的导轴上活动套设有滑座,滑座底端通过连接架与裁剪刀连接,电机驱动的链轮传动机构通过滑座带动裁剪刀移动;夹紧固定单元的压布气缸带动上压布板、下压布板进行开、合。通过调整连接架与滑座之间的
一种激光器实时控制系统及激光器.pdf
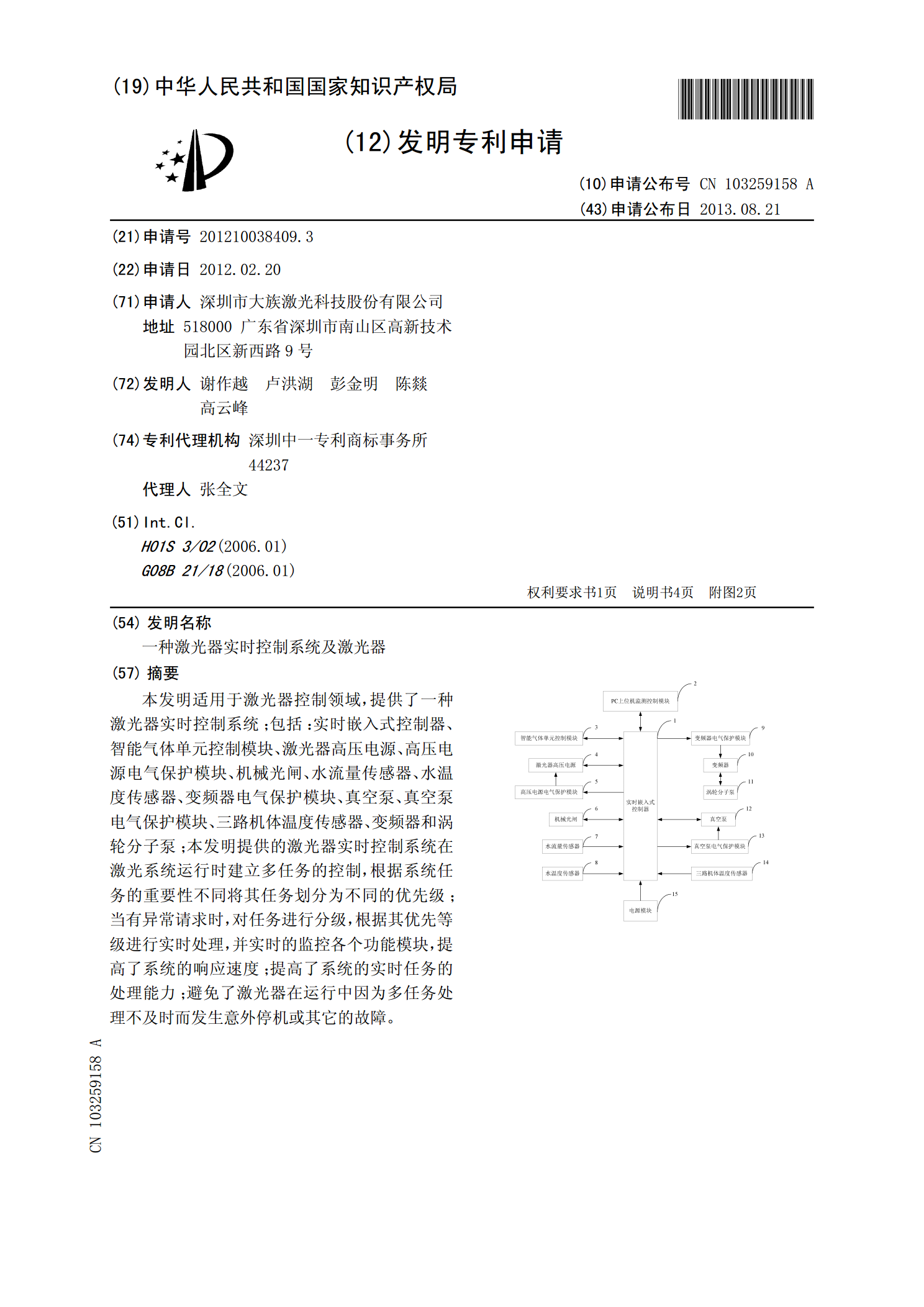
本发明适用于激光器控制领域,提供了一种激光器实时控制系统;包括:实时嵌入式控制器、智能气体单元控制模块、激光器高压电源、高压电源电气保护模块、机械光闸、水流量传感器、水温度传感器、变频器电气保护模块、真空泵、真空泵电气保护模块、三路机体温度传感器、变频器和涡轮分子泵;本发明提供的激光器实时控制系统在激光系统运行时建立多任务的控制,根据系统任务的重要性不同将其任务划分为不同的优先级;当有异常请求时,对任务进行分级,根据其优先等级进行实时处理,并实时的监控各个功能模块,提高了系统的响应速度;提高了系统的实时任