
用于制造具有改进的强度、延展性和可成形性的经涂覆的钢板的方法.pdf

元容****少女


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于制造具有改进的强度、延展性和可成形性的经涂覆的钢板的方法.pdf
本发明涉及用于制造高强度经涂覆的钢板的方法,所述钢板的屈服应力YS>550MPa,拉伸强度TS>980MPa,并且具有改进的可成形性和延展性。所述钢包含:0.15%≤C≤0.25%、1.2%≤Si≤1.8%、2%≤Mn≤2.4%、0.1%≤Cr≤0.25%、Al≤0.5%,余量为Fe和不可避免的杂质。使板在TA1=Ac3–0.45*(Ms–QT)至TA2=830℃的温度下退火至少30秒,然后通过使板冷却到180℃至300℃的淬火温度QT来使板淬火,然后加热到380℃至480℃的配分温度PT并保

用于制造具有改进的强度、延展性和可成形性的高强度经涂覆的钢板的方法.pdf
一种用于制造高强度经涂覆的钢板的方法,所述钢板的屈服应力YS>800MPa,拉伸强度TS>1180MPa,并且具有改进的可成形性和延展性。钢包含:15%≤C≤0.25%、1.2%≤Si≤1.8%、2%≤Mn≤2.4%、0.1%≤Cr≤0.25%、Al≤0.5%,剩余部分为Fe和不可避免的杂质。使板在高于Ac3且低于1000℃的温度下退火超过30秒的时间,然后通过使板冷却至250℃至350℃的淬火温度QT来使板淬火,以获得由至少60%的马氏体和足够的奥氏体含量组成的组织,所述奥氏体含量使得最终组

用于生产具有改进的延展性和可成形性的高强度经涂覆钢板的方法和获得的经涂覆钢板.pdf
一种用于生产经涂覆的钢板的方法,所述经涂覆的钢板的拉伸强度TS为至少100MPa,根据ISO标准6892‑1的总延伸率TE为至少12%,拉伸强度乘以总延伸率的乘积TS×TE为至少14200MPa%,以及根据ISO标准16630:2009的扩孔率HER为至少25%,所述方法包括以下顺序步骤:‑提供冷轧钢板,以重量%计,钢的化学组成包含:0.15%≤C≤0.23%,2.0%≤Mn≤2.7%,其中C+Mn/10≥0.420%,0≤Cr≤0.40%,其中Mn+Cr≥2.25%,0.2%≤Si≤1.6%,0.02%
用于制造具有改进的强度、延展性和可成形性的高强度钢板的方法.pdf
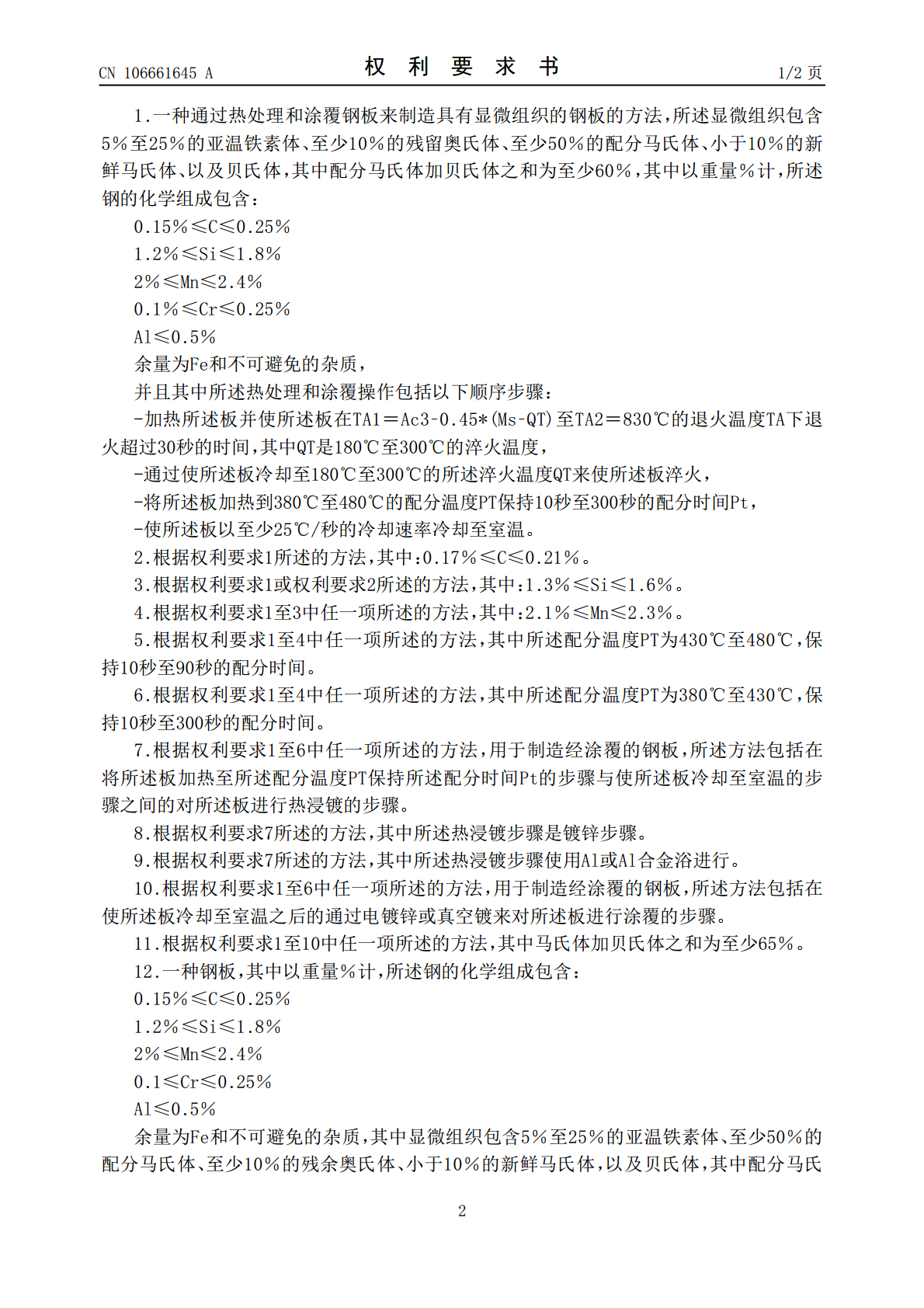
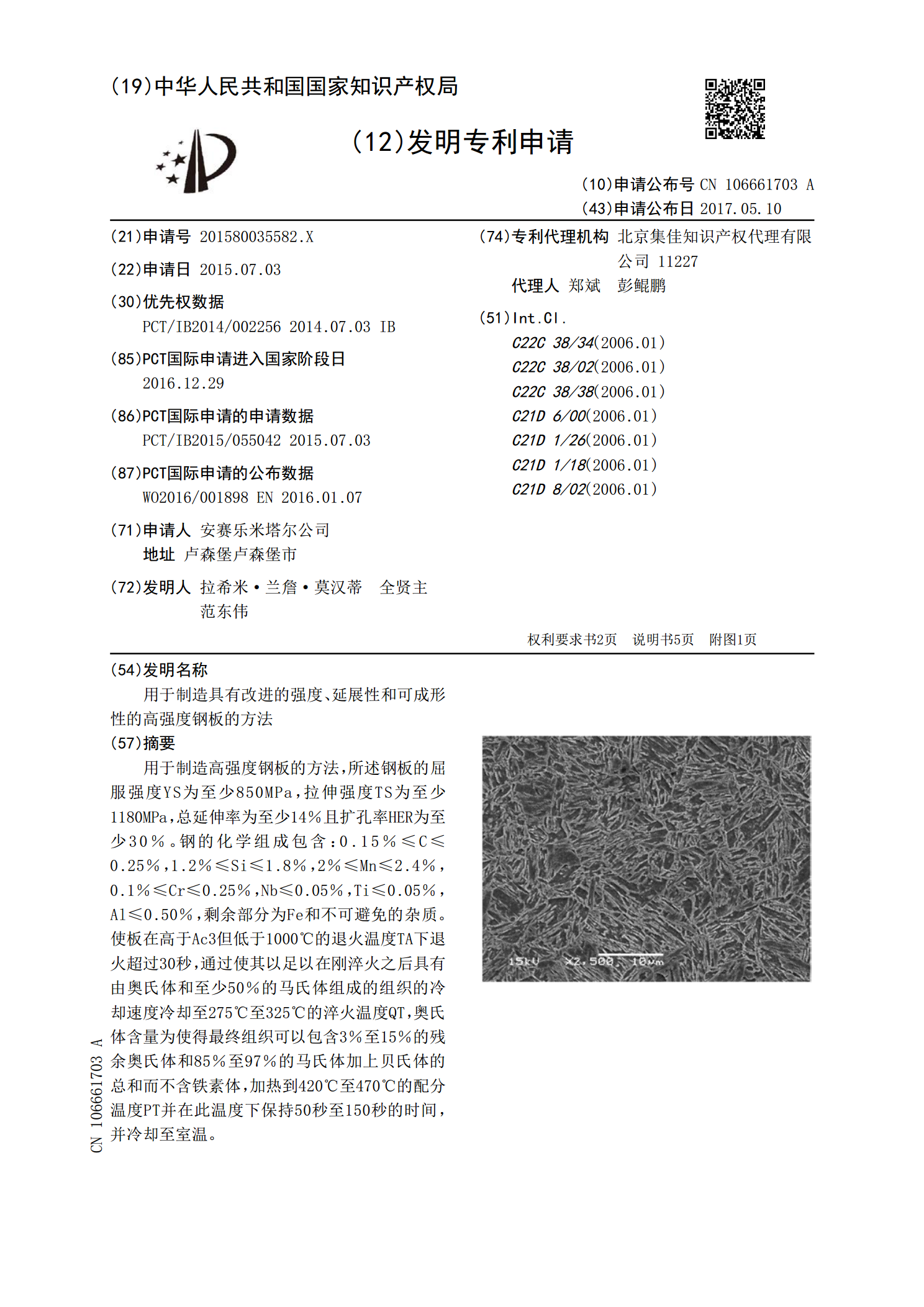
用于制造高强度钢板的方法,所述钢板的屈服强度YS为至少850MPa,拉伸强度TS为至少1180MPa,总延伸率为至少14%且扩孔率HER为至少30%。钢的化学组成包含:0.15%≤C≤0.25%,1.2%≤Si≤1.8%,2%≤Mn≤2.4%,0.1%≤Cr≤0.25%,Nb≤0.05%,Ti≤0.05%,Al≤0.50%,剩余部分为Fe和不可避免的杂质。使板在高于Ac3但低于1000℃的退火温度TA下退火超过30秒,通过使其以足以在刚淬火之后具有由奥氏体和至少50%的马氏体组成的组织的冷却速度冷却至27
用于制造具有改进的可成形性和延展性的高强度钢板的方法及获得的板.pdf
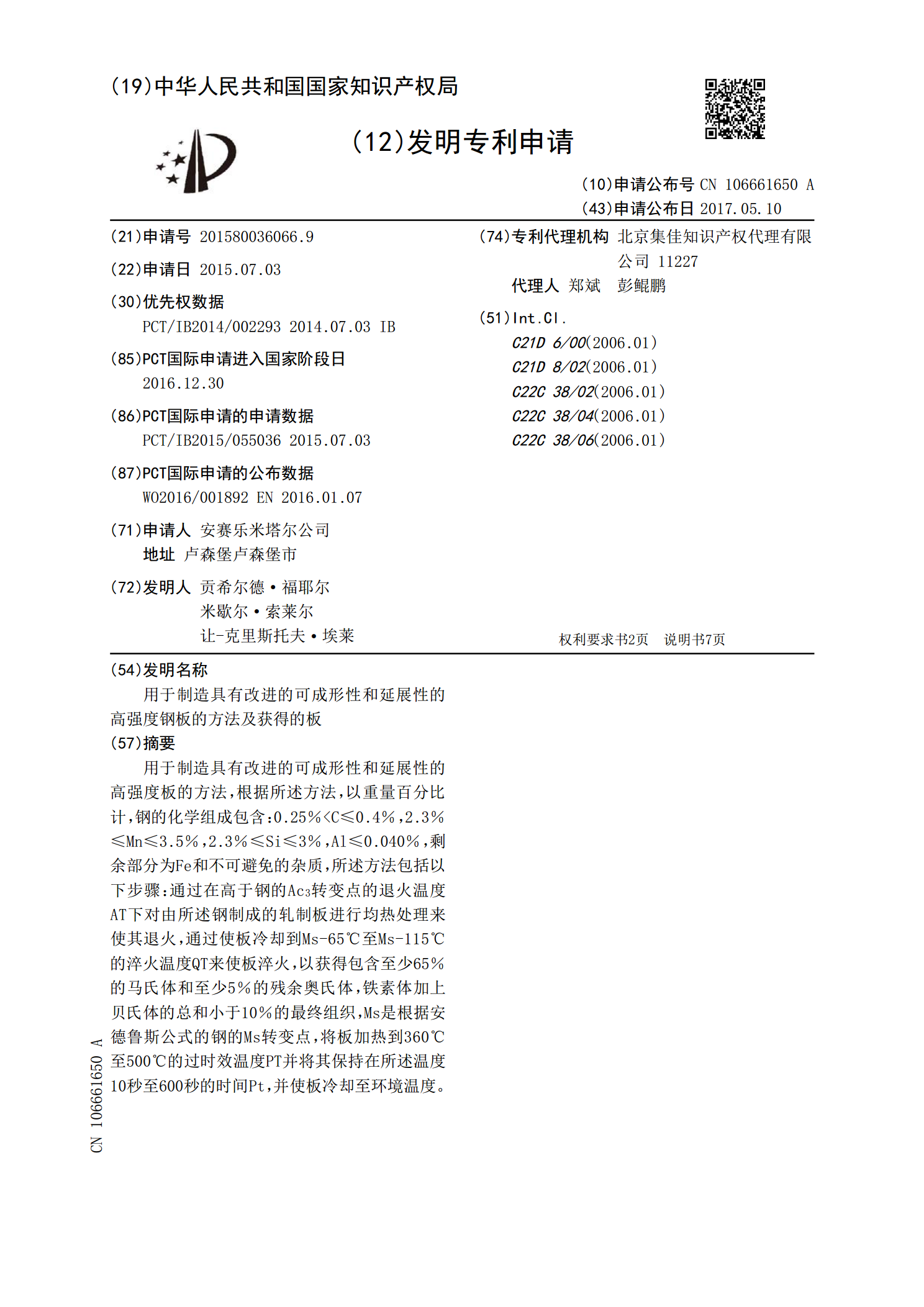
用于制造具有改进的可成形性和延展性的高强度板的方法,根据所述方法,以重量百分比计,钢的化学组成包含:0.25%