
一种异型管生产方法.pdf

青团****青吖


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种异型管生产方法.pdf
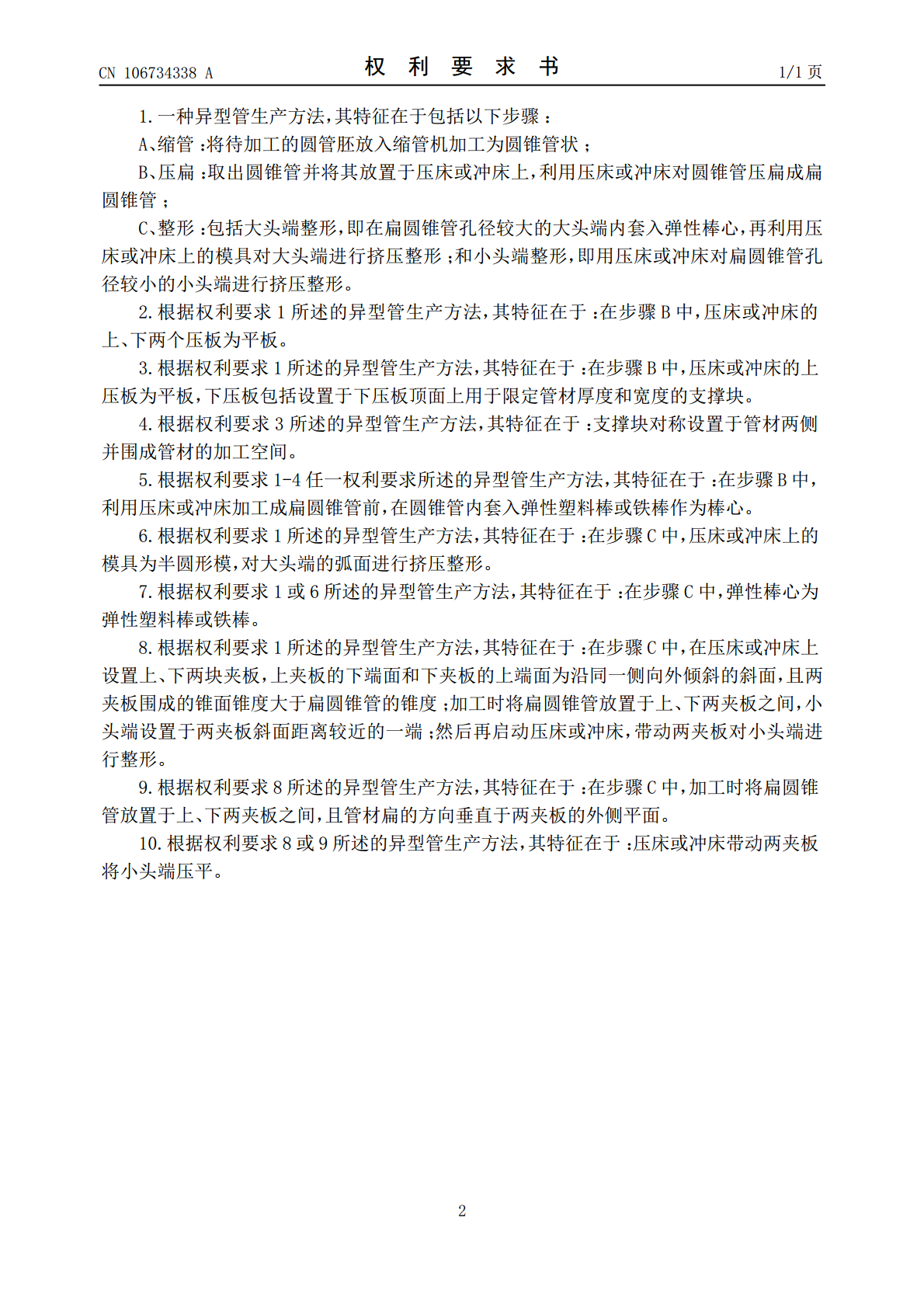
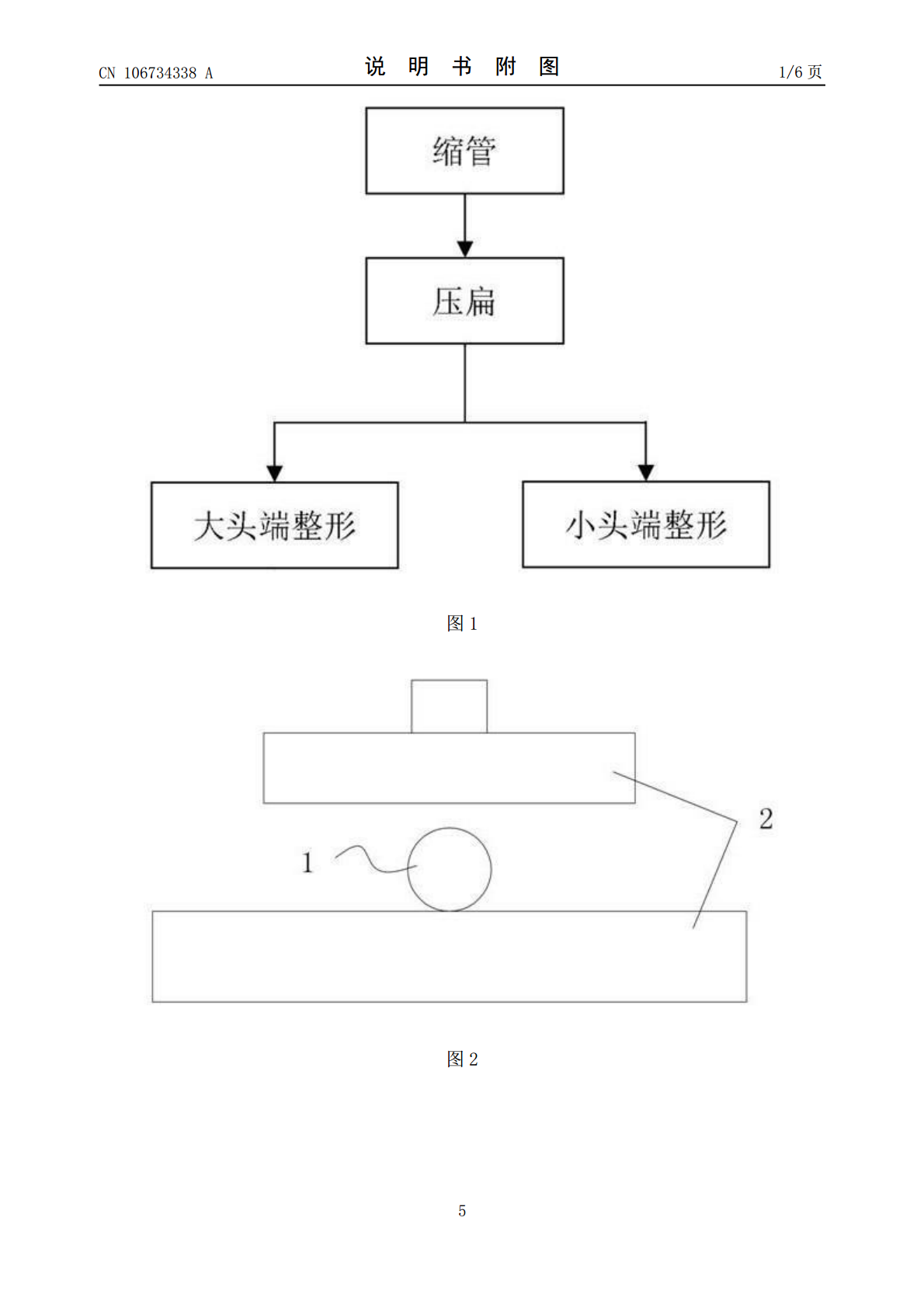
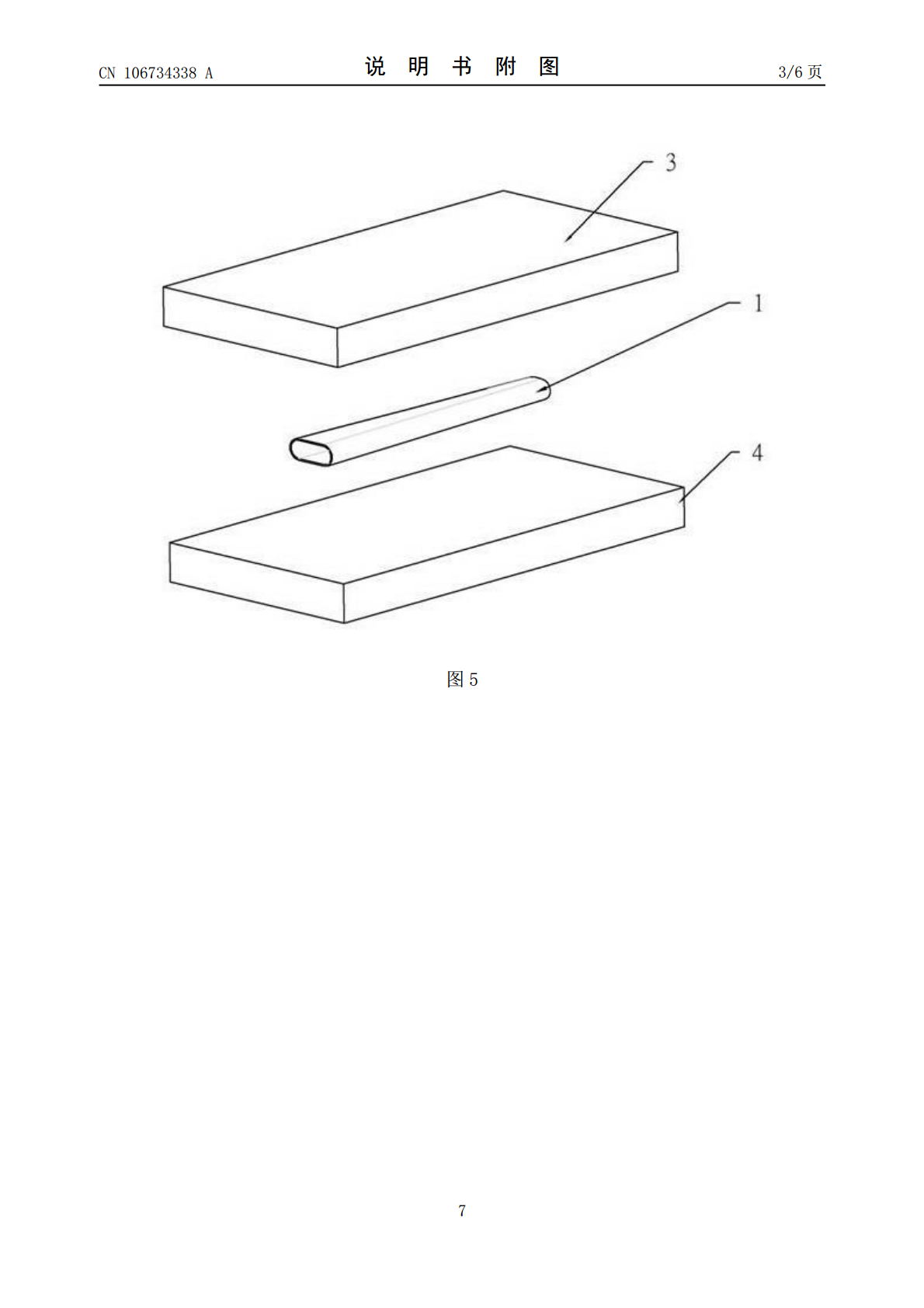
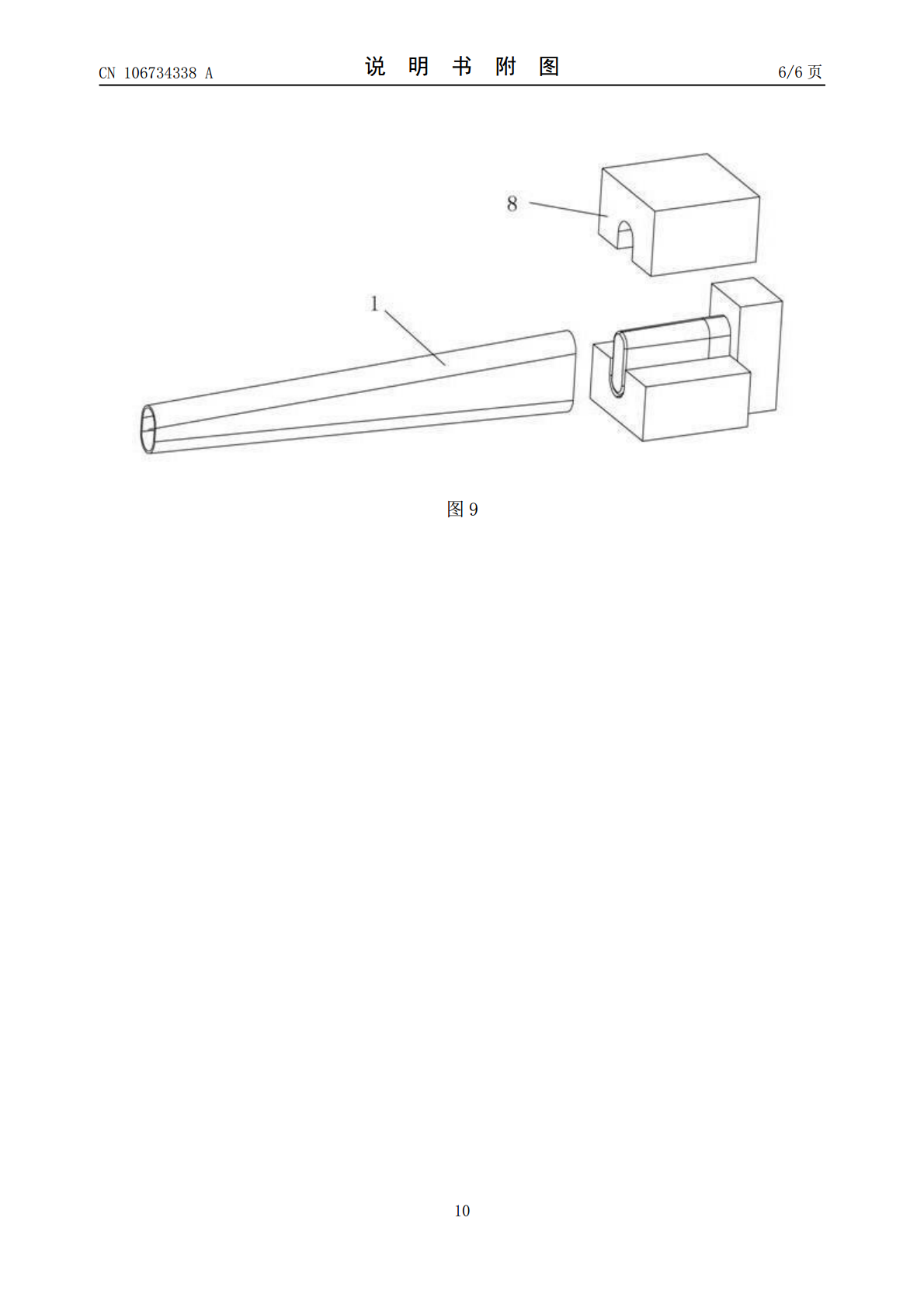
一种异型管生产方法,先利用缩管机进行缩管,然后利用压床或冲床进行压扁,再分别对扁圆锥管的大头端和小头端进行分别整形。该方法可以极大程度地降低工艺难度和生产成本,既可以提高生产速度,也能够以更加简单的工艺提高产品的生产精度,还可以满足不同产品的生产需要,提高其适用性。

异型管成型方法.pdf
本发明涉及离心式大型压缩机制造技术领域,公开了一种异型管成型方法,包括步骤:S1:对压缩机焊接机壳的异型管按预定的设计进行分段;S2:按预定的两条剖分线对每一段进行纵向剖分;S3:对放样图形沿剖分线的径向增加尺寸以预留压型余量;S4:对满足S3之后形状及尺寸的板材利用压型折弯模具按预先设计的标线进行逐段折弯压型;S5:将两块板材折弯成对应异型管段的两部分的形状后,对每一段按自身的纵拼缝进行焊接;S6:将各异型管段焊接在一起,形成整个异型管。本发明的异型管成型方法通过分段放样、压型、焊接成各异型管段,再将各
一种异型铜排的生产方法.pdf
本发明提供一种异型铜排的生产方法,其工艺流程为上引连铸→无氧铜杆→挤压→拉拔→调直→检测,所述拉拔过程对于挤压铜杆的冷加工率为5‑35%;所述调直过程是首先将经冷拉机拉拔后的铜排进行锯切,锯切长度为1‑5米,然后将锯切后的铜排用调直机进行调直,调直行程为20mm‑120mm。由于采用上述技术方案,本发明解决了异型铜排生产过程中的平直度不良问题,采用本发明的生产方法生产的异型铜排产品平直度较高,可装配性好,减少或杜绝了装配困难、以及由于装配不良导致的产品使用寿命短等问题;提升了产品合格率,降低了生产成本。
一种生产封闭式异型管的辊压模具组及其生产方法.pdf
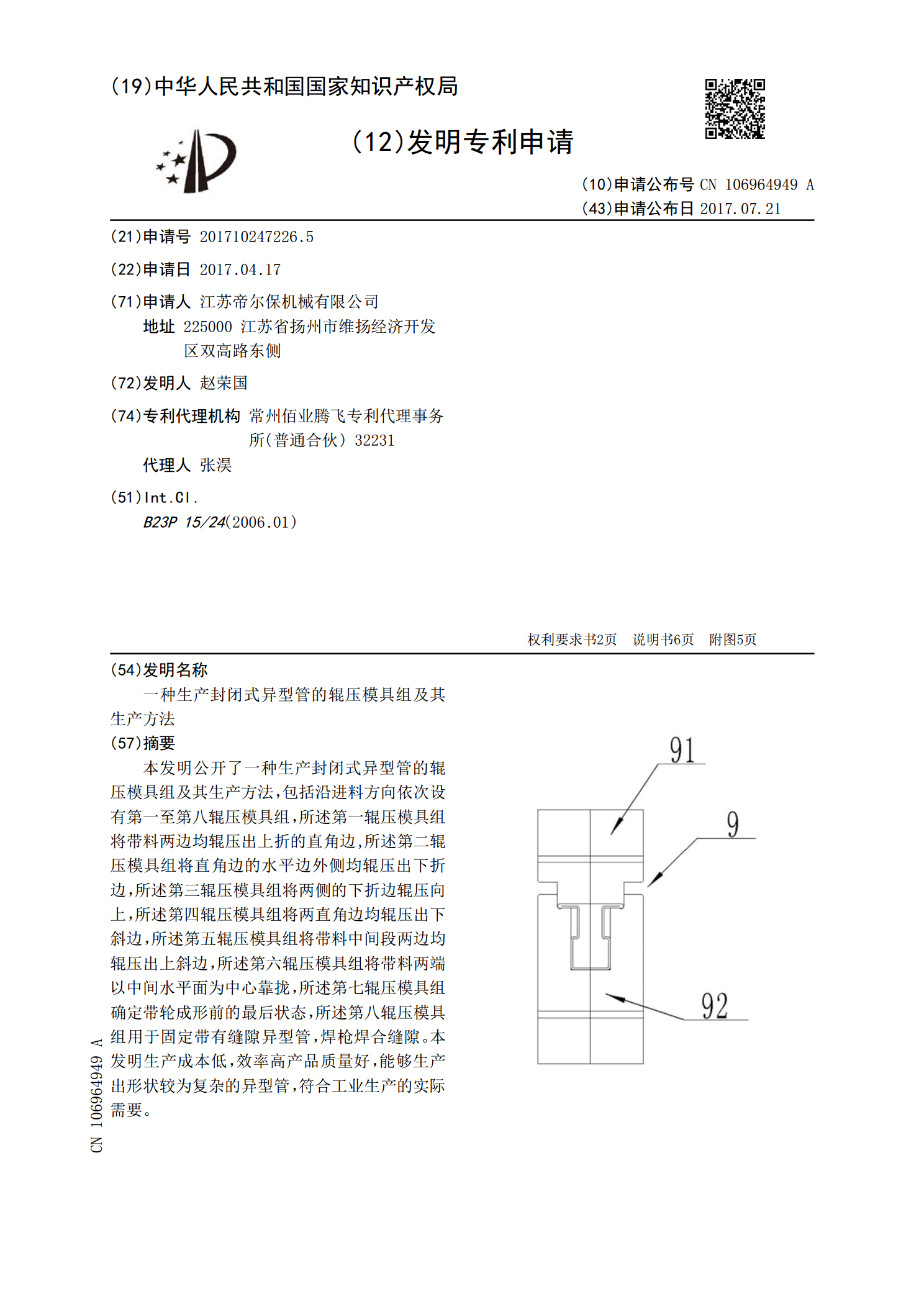
本发明公开了一种生产封闭式异型管的辊压模具组及其生产方法,包括沿进料方向依次设有第一至第八辊压模具组,所述第一辊压模具组将带料两边均辊压出上折的直角边,所述第二辊压模具组将直角边的水平边外侧均辊压出下折边,所述第三辊压模具组将两侧的下折边辊压向上,所述第四辊压模具组将两直角边均辊压出下斜边,所述第五辊压模具组将带料中间段两边均辊压出上斜边,所述第六辊压模具组将带料两端以中间水平面为中心靠拢,所述第七辊压模具组确定带轮成形前的最后状态,所述第八辊压模具组用于固定带有缝隙异型管,焊枪焊合缝隙。本发明生产成本低
一种异型管的冷拔方法及模具.pdf
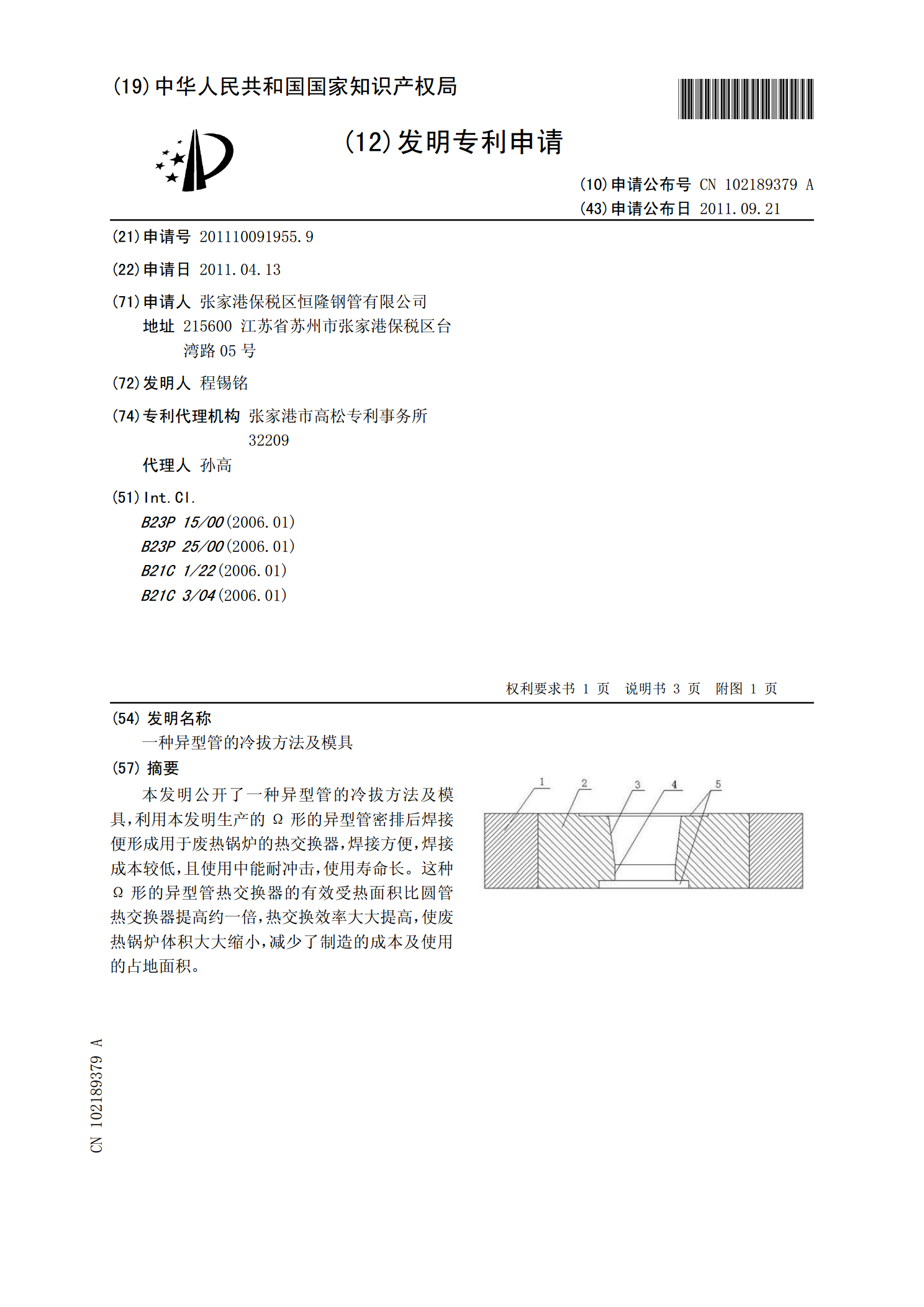
本发明公开了一种异型管的冷拔方法及模具,利用本发明生产的Ω形的异型管密排后焊接便形成用于废热锅炉的热交换器,焊接方便,焊接成本较低,且使用中能耐冲击,使用寿命长。这种Ω形的异型管热交换器的有效受热面积比圆管热交换器提高约一倍,热交换效率大大提高,使废热锅炉体积大大缩小,减少了制造的成本及使用的占地面积。