
一种异型管的冷拔方法及模具.pdf

努力****南绿

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异型管的冷拔方法及模具.pdf
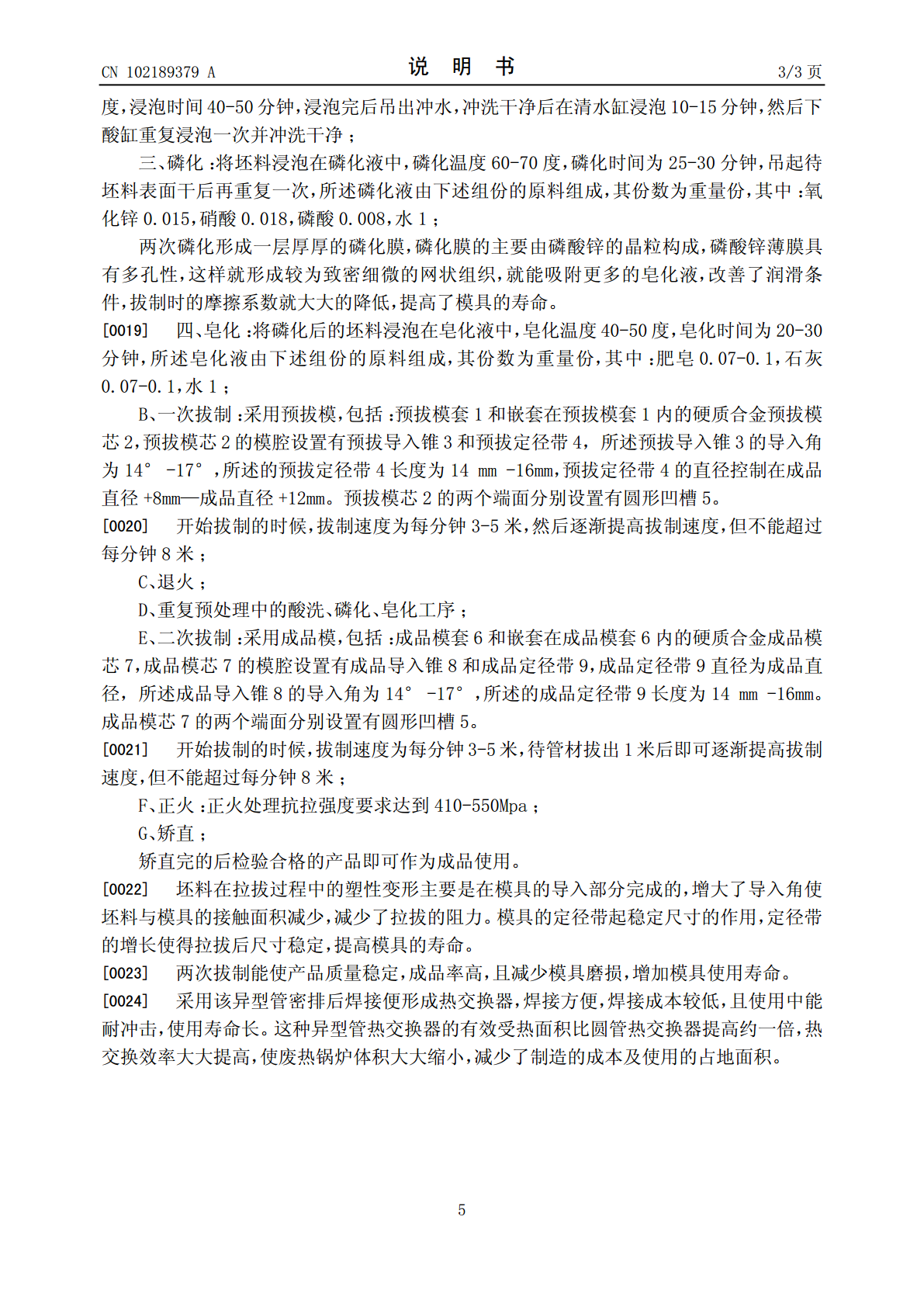
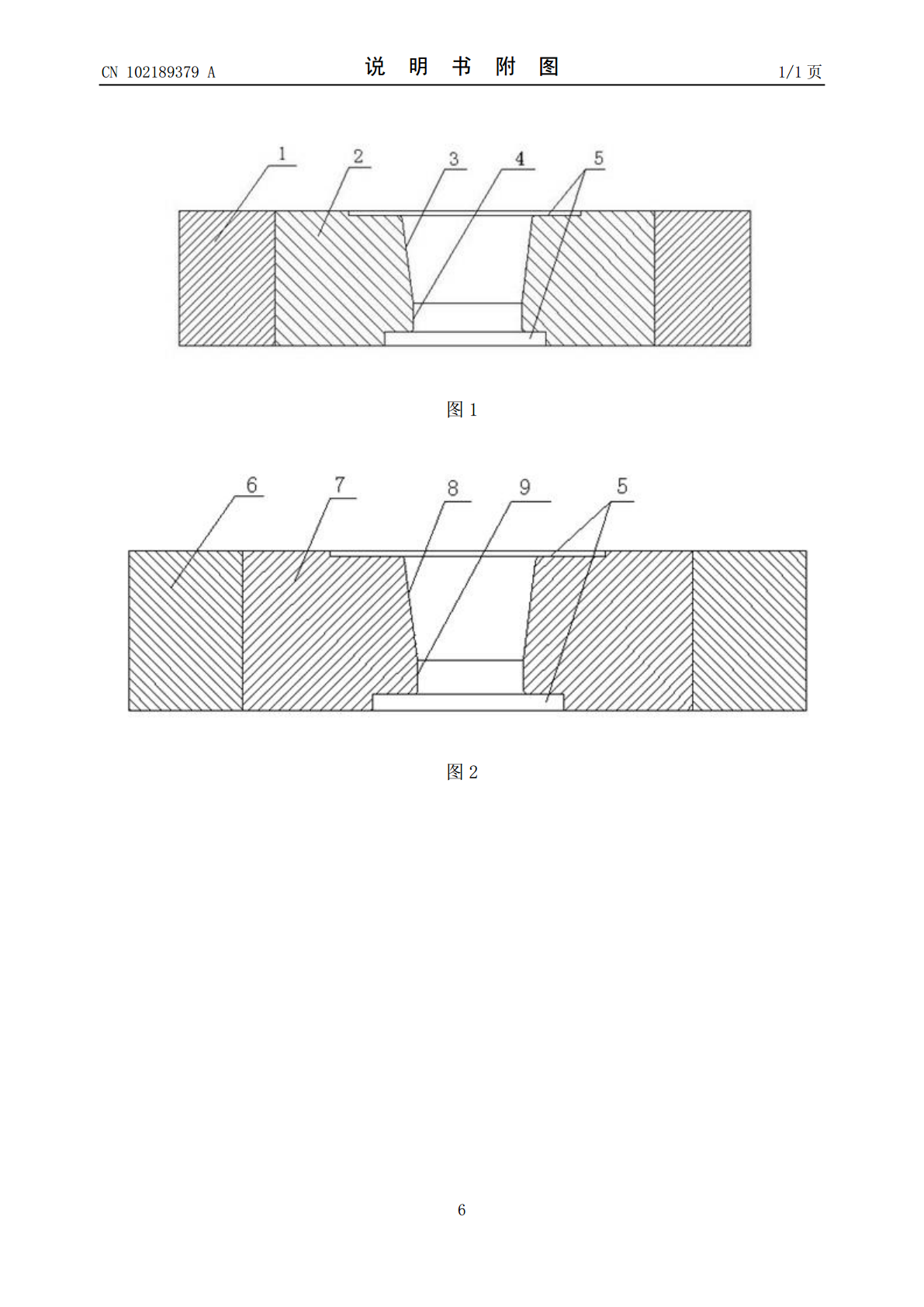
本发明公开了一种异型管的冷拔方法及模具,利用本发明生产的Ω形的异型管密排后焊接便形成用于废热锅炉的热交换器,焊接方便,焊接成本较低,且使用中能耐冲击,使用寿命长。这种Ω形的异型管热交换器的有效受热面积比圆管热交换器提高约一倍,热交换效率大大提高,使废热锅炉体积大大缩小,减少了制造的成本及使用的占地面积。
异型钛管的拔制方法.pdf
本发明公开了一种异型钛管的拔制方法,在管材上涂抹润滑剂烘干后采用等温加热拔制系统对管材进行拔制;所述等温加热拔制系统依次包括用于送料的变频调速送料装置、导向托轮组、线圈式超音频加热器、异型外模和自动液压夹具,所述异型外模外安装有光电感应器,在所述自动液压夹具后连接有液压调速拔机;管材通过所述变频调速送料装置与所述导向托轮组送入所述线圈式超音频加热器中加热,而后进入所述异型外模,当管材的管头被所述光电感应器捕获感应信号,所述自动液压夹具将管头夹持住,所述液压调速拔机拉动所述自动液压夹具将管材拉拔制成异型钛管
一种异型轴承钢棒材的冷拔方法.pdf
本发明公开了一种异型轴承钢棒材的冷拔方法,其包括下列步骤:(1)表面剥皮;(2)表面预处理;(3)冷拉前道变形,前道冷拉变形量控制在7-10%,冷拉速度小于等于80m/min;(4)再结晶退火;(5)退火后表面预处理;(6)冷拉成型:冷拉变形量控制在30-45%,冷拉速度小于等于40m/min。通过将现有的单道次冷拉拔改进为双道次冷拉拔,实现杜绝冷拉拔过程中出现的异型轴承钢棒材表面“拉毛”和“大刀弯”现象,提高棒材的成材率。

基于ABAQUS的双径冷拔模具对流体管冷拔成形精度分析.docx
基于ABAQUS的双径冷拔模具对流体管冷拔成形精度分析基于ABAQUS的双径冷拔模具对流体管冷拔成形精度分析摘要:本文基于ABAQUS软件,对双径冷拔模具对流体管冷拔成形过程进行了精度分析。采用有限元方法建立了冷拔模具和流体管的数值模型,并进行屈曲、应力分析以及优化设计,以提高冷拔成形的精度。结果表明,通过模具形状和优化设计可以有效提高流体管的冷拔成形精度。1.引言在工程领域中,冷拔成形是一种常见的制造工艺,它广泛应用于制造流体管、导线等。对于流体管而言,其冷拔成形精度对其功能和成品质量至关重要。因此,精

基于ABAQUS的双径冷拔模具对流体管冷拔成形精度分析.pptx
基于ABAQUS的双径冷拔模具对流体管冷拔成形精度分析目录ABAQUS软件介绍ABAQUS软件概述ABAQUS在冷拔成形分析中的应用ABAQUS的建模和求解过程双径冷拔模具设计双径冷拔模具结构双径冷拔模具的设计原则双径冷拔模具的设计流程流体管冷拔成形过程模拟流体管冷拔成形过程流体管冷拔成形模拟方法流体管冷拔成形模拟结果分析双径冷拔模具对流体管冷拔成形精度的影响双径冷拔模具对流体管冷拔成形精度的影响因素双径冷拔模具对流体管冷拔成形精度的改善措施双径冷拔模具对流体管冷拔成形精度的实际应用案例结论与展望结论总结