
一种异型铜排的生产方法.pdf

音景****ka

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异型铜排的生产方法.pdf
本发明提供一种异型铜排的生产方法,其工艺流程为上引连铸→无氧铜杆→挤压→拉拔→调直→检测,所述拉拔过程对于挤压铜杆的冷加工率为5‑35%;所述调直过程是首先将经冷拉机拉拔后的铜排进行锯切,锯切长度为1‑5米,然后将锯切后的铜排用调直机进行调直,调直行程为20mm‑120mm。由于采用上述技术方案,本发明解决了异型铜排生产过程中的平直度不良问题,采用本发明的生产方法生产的异型铜排产品平直度较高,可装配性好,减少或杜绝了装配困难、以及由于装配不良导致的产品使用寿命短等问题;提升了产品合格率,降低了生产成本。
一种异型铜排生产工艺.pdf
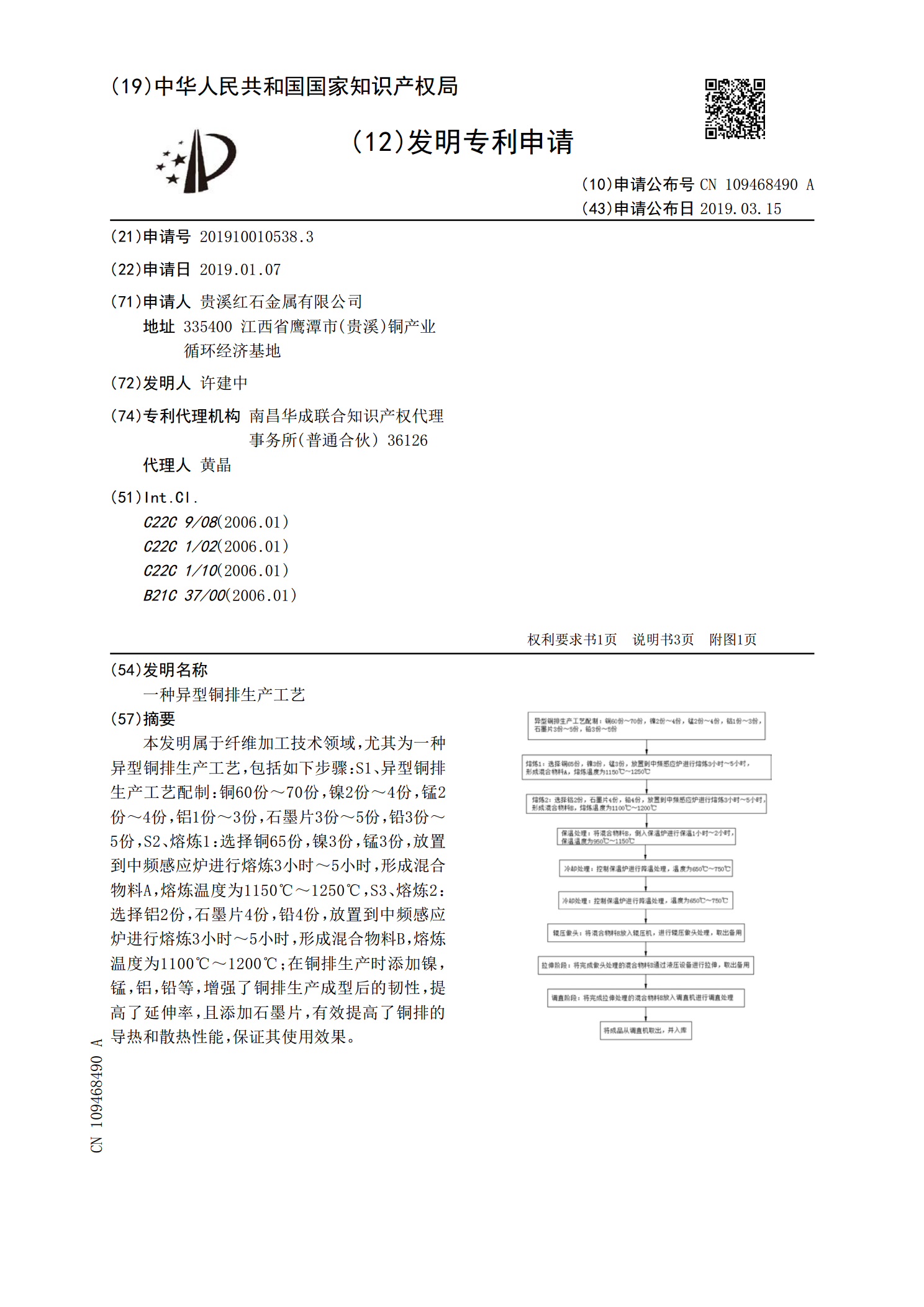
本发明属于纤维加工技术领域,尤其为一种异型铜排生产工艺,包括如下步骤:S1、异型铜排生产工艺配制:铜60份~70份,镍2份~4份,锰2份~4份,铝1份~3份,石墨片3份~5份,铅3份~5份,S2、熔炼1:选择铜65份,镍3份,锰3份,放置到中频感应炉进行熔炼3小时~5小时,形成混合物料A,熔炼温度为1150℃~1250℃,S3、熔炼2:选择铝2份,石墨片4份,铅4份,放置到中频感应炉进行熔炼3小时~5小时,形成混合物料B,熔炼温度为1100℃~1200℃;在铜排生产时添加镍,锰,铝,铅等,增强了铜排生产成
异型铸造合金铜排生产工艺.pdf
本发明公开了一种异型铸造合金铜排生产工艺,具体步骤如下:熔铸—加热—挤压—精整—酸洗—检查—拉伸—矫直—清洗—精整—检查—入库。采用熔炼炉进行熔炼铸造成紫铜锭坯,采用加热炉加热锭坯,采用油压机及配套的挤压模及穿孔针对加热的锭坯进行过渡性挤压,采用锯切设备铜坯进行头尾锯切,采用酸洗设备对精整后的铜坯进行酸洗,采用张力矫直方式在矫直机上对拉伸制品进行张力矫直;采用过渡性相似型挤压法、过渡性相似型拉伸法及成品拉伸法的加工工艺。生产的铜排机械性能良好,导电率高,工艺简单,易于操作,工序便于控制,降低了生产成本。

一种异型管生产方法.pdf
一种异型管生产方法,先利用缩管机进行缩管,然后利用压床或冲床进行压扁,再分别对扁圆锥管的大头端和小头端进行分别整形。该方法可以极大程度地降低工艺难度和生产成本,既可以提高生产速度,也能够以更加简单的工艺提高产品的生产精度,还可以满足不同产品的生产需要,提高其适用性。

一种铜排连续挤压短流程生产方法.pdf
本发明提供了一种铜排连续挤压短流程生产方法,包括以下几个步骤:圆铜杆的选择:选择铜含量99.95%的圆铜杆作为基材;基材的挤压:在驱动轮的摩擦作用下将基材带入模具的腔体中进行塑形变形挤压出型材;型材冷却:将挤压出的型材通过氮气保护的冷却窑进行分段冷却;收卷:对冷却至常温的型材进行收卷保存,该方法通过挤压伦的摩擦作用将圆铜杆带入模具中进行连续的挤压,最终形成铜型材的生产方法,可根据不同的生产要求设计合适的模口,进行各种异形材的生产加工。