
一种断路器手柄扭簧自动装配装置.pdf

元枫****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种断路器手柄扭簧自动装配装置.pdf
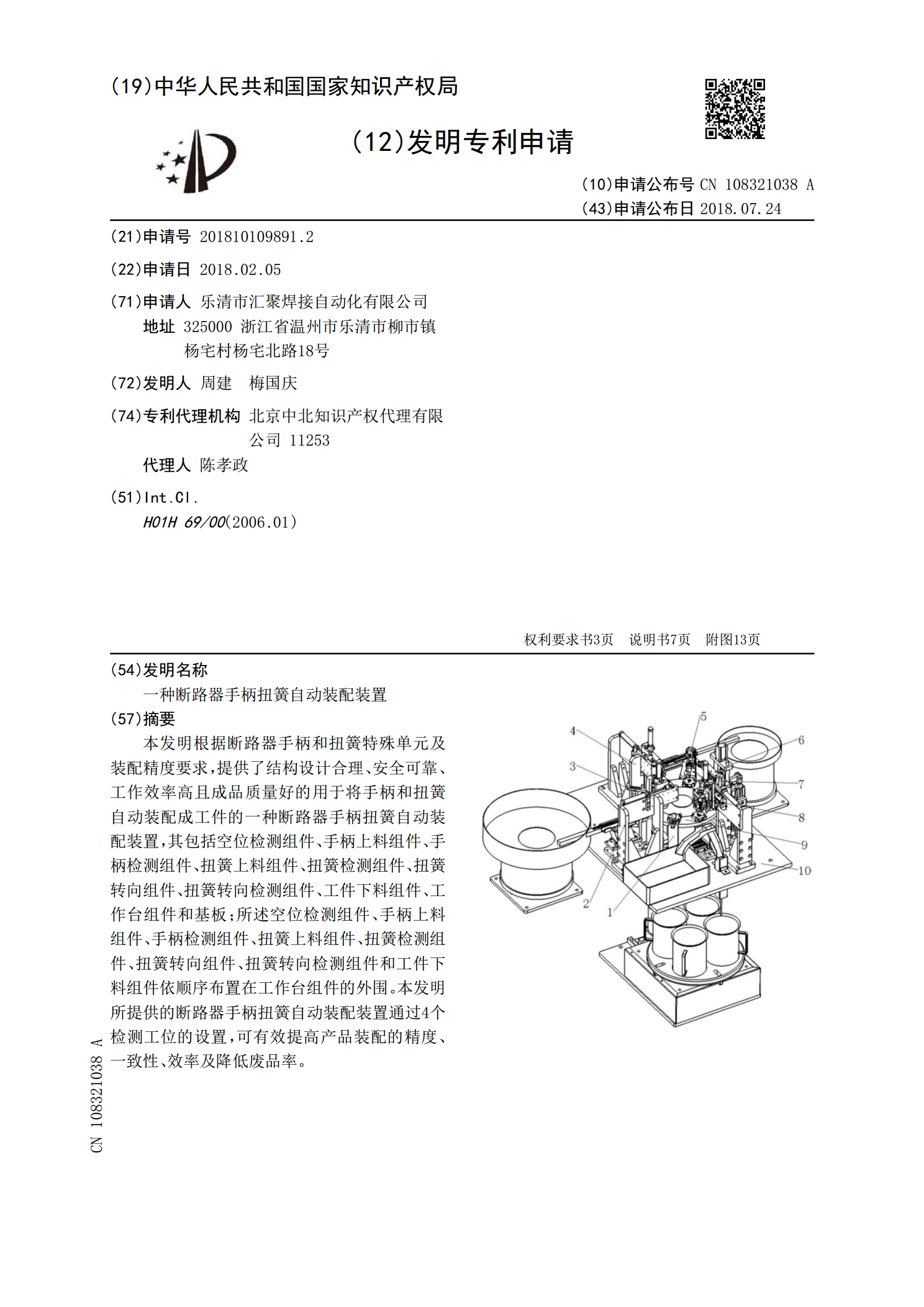
本发明根据断路器手柄和扭簧特殊单元及装配精度要求,提供了结构设计合理、安全可靠、工作效率高且成品质量好的用于将手柄和扭簧自动装配成工件的一种断路器手柄扭簧自动装配装置,其包括空位检测组件、手柄上料组件、手柄检测组件、扭簧上料组件、扭簧检测组件、扭簧转向组件、扭簧转向检测组件、工件下料组件、工作台组件和基板;所述空位检测组件、手柄上料组件、手柄检测组件、扭簧上料组件、扭簧检测组件、扭簧转向组件、扭簧转向检测组件和工件下料组件依顺序布置在工作台组件的外围。本发明所提供的断路器手柄扭簧自动装配装置通过4个检测工
扭簧装配装置.pdf
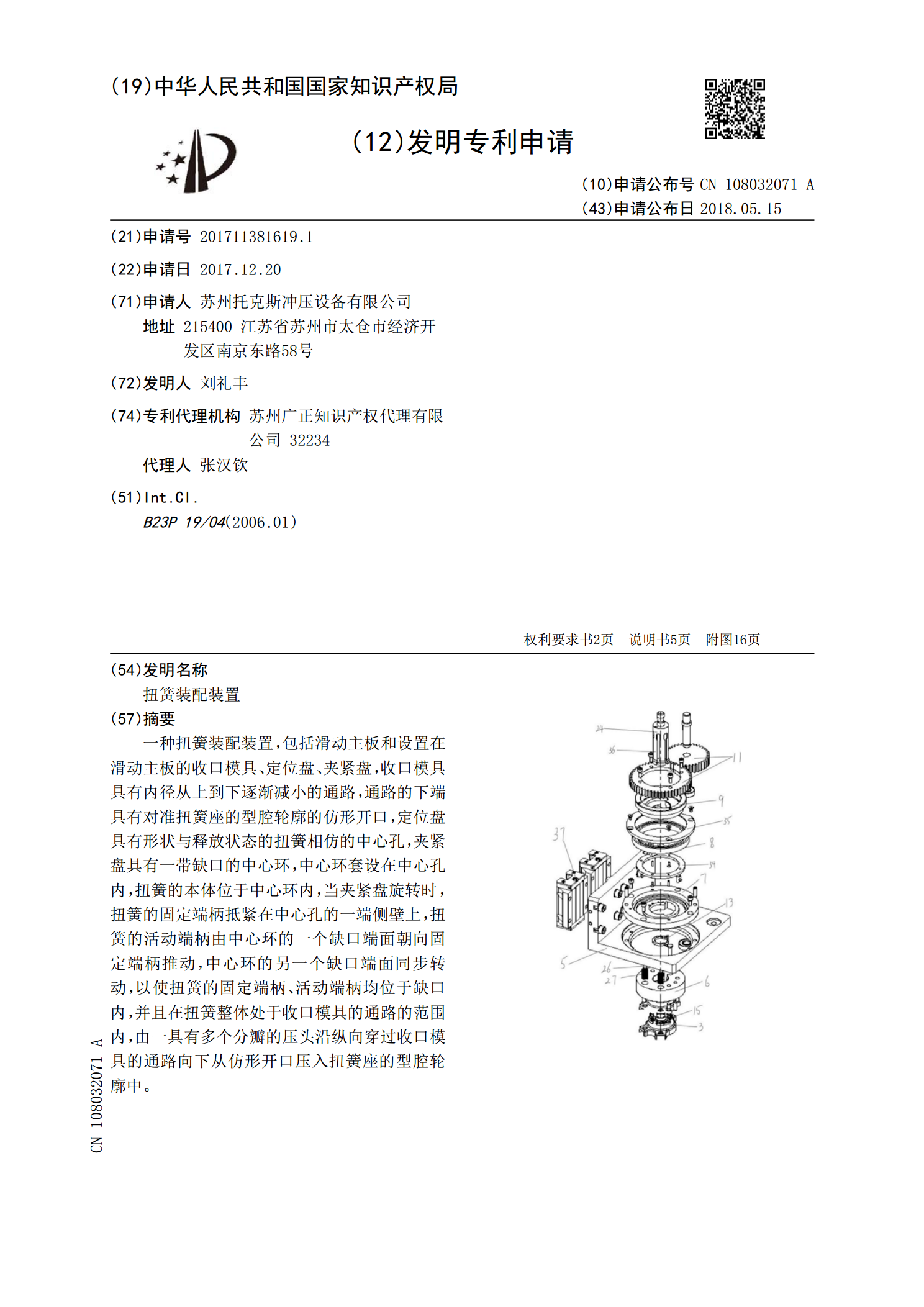
一种扭簧装配装置,包括滑动主板和设置在滑动主板的收口模具、定位盘、夹紧盘,收口模具具有内径从上到下逐渐减小的通路,通路的下端具有对准扭簧座的型腔轮廓的仿形开口,定位盘具有形状与释放状态的扭簧相仿的中心孔,夹紧盘具有一带缺口的中心环,中心环套设在中心孔内,扭簧的本体位于中心环内,当夹紧盘旋转时,扭簧的固定端柄抵紧在中心孔的一端侧壁上,扭簧的活动端柄由中心环的一个缺口端面朝向固定端柄推动,中心环的另一个缺口端面同步转动,以使扭簧的固定端柄、活动端柄均位于缺口内,并且在扭簧整体处于收口模具的通路的范围内,由一具
一种扭簧自动装配机构.pdf
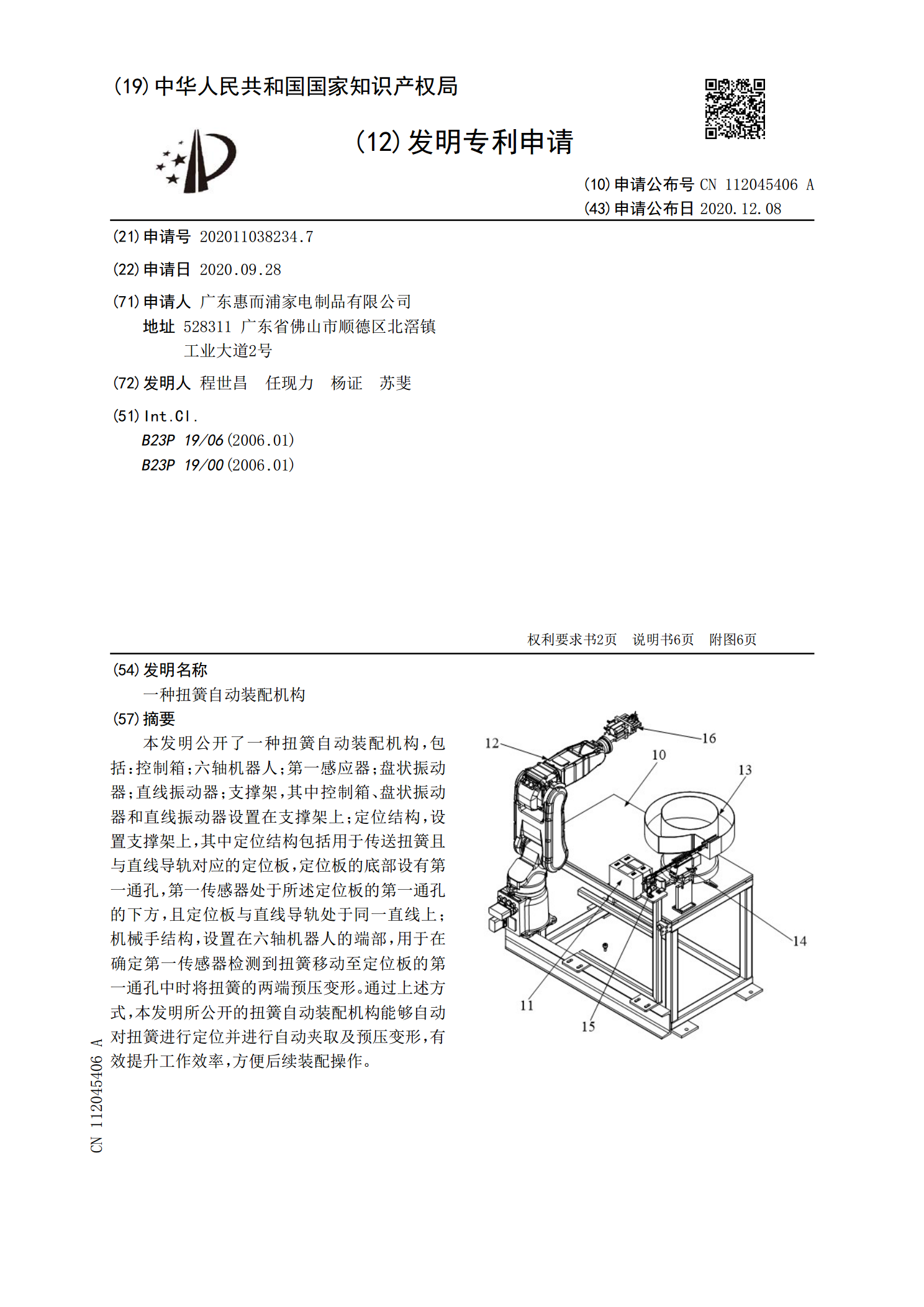
本发明公开了一种扭簧自动装配机构,包括:控制箱;六轴机器人;第一感应器;盘状振动器;直线振动器;支撑架,其中控制箱、盘状振动器和直线振动器设置在支撑架上;定位结构,设置支撑架上,其中定位结构包括用于传送扭簧且与直线导轨对应的定位板,定位板的底部设有第一通孔,第一传感器处于所述定位板的第一通孔的下方,且定位板与直线导轨处于同一直线上;机械手结构,设置在六轴机器人的端部,用于在确定第一传感器检测到扭簧移动至定位板的第一通孔中时将扭簧的两端预压变形。通过上述方式,本发明所公开的扭簧自动装配机构能够自动对扭簧进行

一种座椅扭簧自动装配系统.pdf
本发明涉及一种座椅扭簧自动装配系统,在底座中部安装有顶升机构,顶升机构的升降杆穿过底座上端面,并且在顶升机构的升降杆上端固装有一升降平台,在升降平台上端中部固装有平移机构,该平移机构上导向驱动安装有平移工作台,在平移工作台上端中部固装有一座椅托盘支撑架,在座椅托盘支撑架的横向两侧的平移工作台上分别安装有一横向压入机构,该两侧的横向压入机构上端均安装有旋压组件,该两侧的旋压组件镜像对称设置,在两侧的旋压组件上分别安装有左侧旋压杆以及右侧旋压杆。本发明适用于座椅生产线上自动组装扭簧的工装。该设备结构紧凑、操作

一种断路器手柄组件自动装配机.pdf
本发明涉及一种断路器手柄组件自动装配机,包括机台、转动设置在机台的转台,转台上设置有若干个工件装配座,布置有摇臂上料单元、手柄上料单元、扭簧上料单元和扭簧旋开卡装单元,手柄上料单元将手柄送至工件装配座位置并使手柄的转动部与摇臂的连接部相套接;扭簧上料单元将扭簧送至与摇臂套设的手柄上并且第一扭簧脚还可与手柄相定位;扭簧旋开卡装单元包括扭簧抵压座和扭簧脚拨针,扭簧抵压座底面上具有下压面,扭簧脚拨针转动可将放置手柄上的扭簧的第二扭簧脚向下压面一侧拨动,第二扭簧脚通过与下压面的配合实现下滑离开凸台,第二扭簧脚可与