
一种灯具安装底盘的一次热塑冲压成型工艺.pdf

努力****星驰


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种灯具安装底盘的一次热塑冲压成型工艺.pdf
本发明公开了一种灯具安装底盘的一次热塑冲压成型工艺,通过采用塑料板材,经加热软化后由冲压模具一次热塑成型制成安装底盘,制造十分简便、效率高,经济效益尤为突出,可广泛应用在灯具制造领域。
一种热冲压成型工艺.pdf
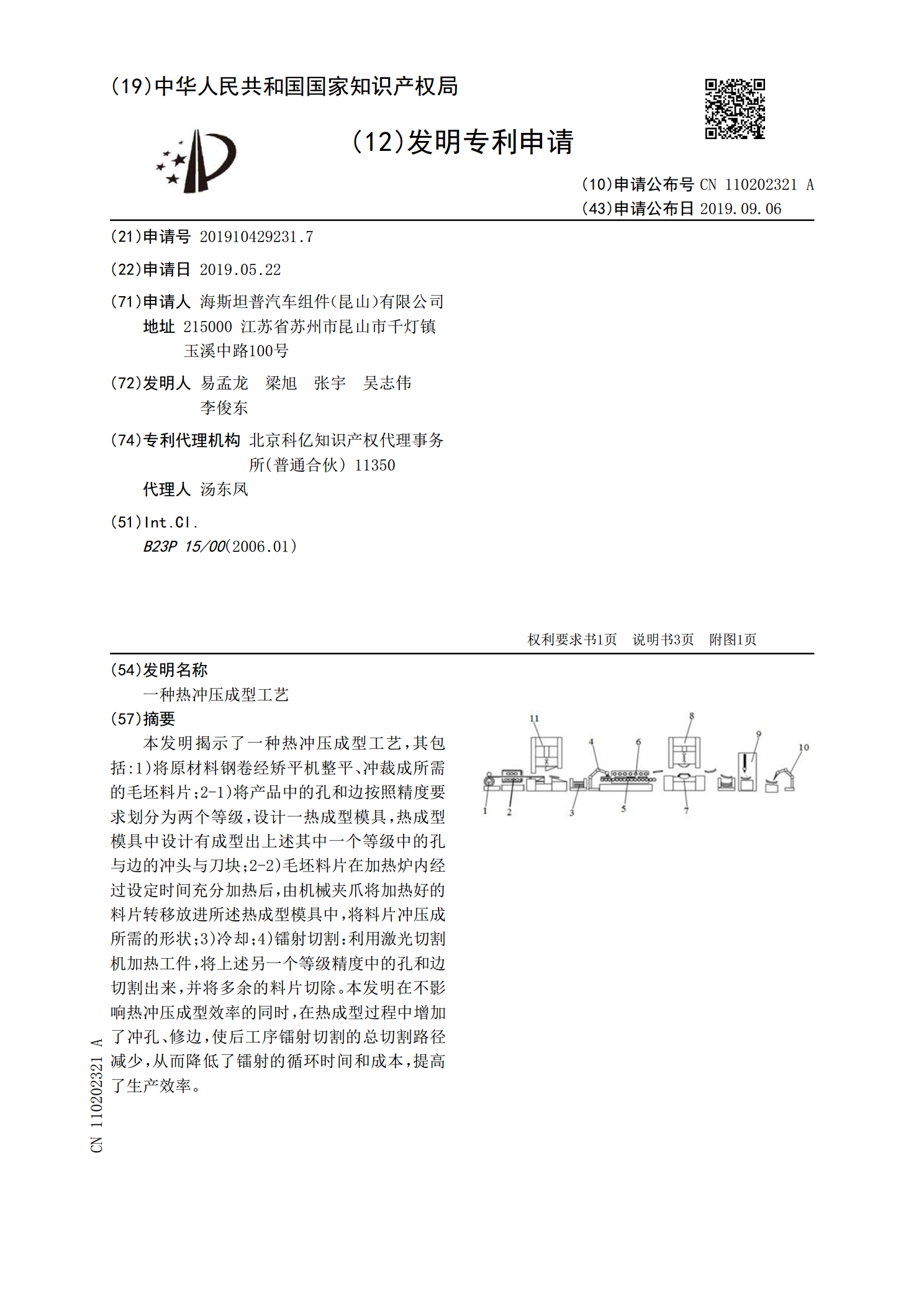
本发明揭示了一种热冲压成型工艺,其包括:1)将原材料钢卷经矫平机整平、冲裁成所需的毛坯料片;2‑1)将产品中的孔和边按照精度要求划分为两个等级,设计一热成型模具,热成型模具中设计有成型出上述其中一个等级中的孔与边的冲头与刀块;2‑2)毛坯料片在加热炉内经过设定时间充分加热后,由机械夹爪将加热好的料片转移放进所述热成型模具中,将料片冲压成所需的形状;3)冷却;4)镭射切割:利用激光切割机加热工件,将上述另一个等级精度中的孔和边切割出来,并将多余的料片切除。本发明在不影响热冲压成型效率的同时,在热成型过程中增

热塑树脂成型工艺.pptx
热塑形复合材料旳加工特点熔融流动成型粒料加工挤出成型工艺树脂造粒设备(2)注射成型注射成型旳优点和缺陷(3)挤出成型(4)热塑成型

一种热冲压工艺及热成型生产线.pdf
本发明提供了一种热冲压工艺及热成型生产线,本热成型生产线包括炉箱,炉箱的一端设有进料口,另一端设有出料口,炉箱沿着工件移动方向依次被隔热板分隔为冷冲压室、预热室、主加热室、保温室、成型室,隔热板上开有供工件通过的过件孔,在预热室的过件孔处铰接有自封门,炉箱内底部设有陶瓷输送辊,预热室、主加热室、保温室内均设有电加热丝,冷冲压室内设有压机和冷冲压模具,成型室内设有压机和成型模具,成型室两侧均固定有工件转移机构。工件在转移过程中仍处于高温的炉箱内,由于保温室和成型室都是高温低氧状态,可有效防止工件快速降温,同

一种冲压成型的灯具壳体.pdf
本发明公开了一种冲压成型的灯具壳体,涉及照明装置技术领域,包括底板,底板上具有冲压成型的、向内凸起的铆接凸台,铆接凸台用于灯板的定位和/或铆接固定,铆接凸台横截面的最大对角线长度为2.0mm~4.0mm,本发明灯具的壳体是冲压成型,其制造效率得到极大的提高,并因此降低了成本和能耗,且灯具壳体的导热性能更好;小型灯板可直接与铆接凸台配合定位并固定在底板上,而无需其他紧固件对灯板进行固定,安装起来简单方便、快捷;大型灯板安装时,铆接凸台可以起到迅速定位和初步铆接固定的作用,再通过底板上冲压拉伸成型的若干盲孔,