
一种热冲压工艺及热成型生产线.pdf

冬易****娘子

1/8

2/8
3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热冲压工艺及热成型生产线.pdf
本发明提供了一种热冲压工艺及热成型生产线,本热成型生产线包括炉箱,炉箱的一端设有进料口,另一端设有出料口,炉箱沿着工件移动方向依次被隔热板分隔为冷冲压室、预热室、主加热室、保温室、成型室,隔热板上开有供工件通过的过件孔,在预热室的过件孔处铰接有自封门,炉箱内底部设有陶瓷输送辊,预热室、主加热室、保温室内均设有电加热丝,冷冲压室内设有压机和冷冲压模具,成型室内设有压机和成型模具,成型室两侧均固定有工件转移机构。工件在转移过程中仍处于高温的炉箱内,由于保温室和成型室都是高温低氧状态,可有效防止工件快速降温,同
一种热冲压成型工艺.pdf
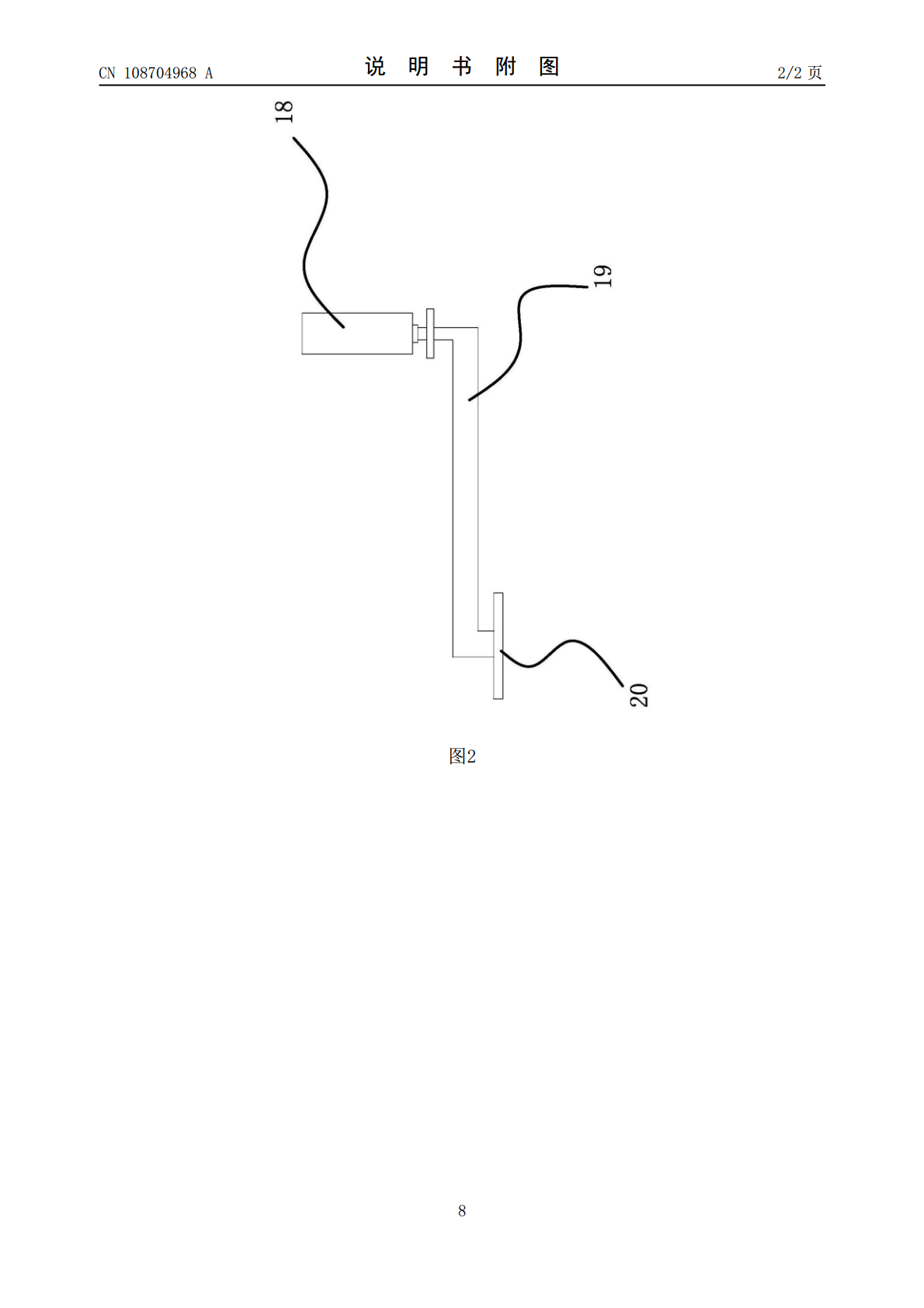
本发明揭示了一种热冲压成型工艺,其包括:1)将原材料钢卷经矫平机整平、冲裁成所需的毛坯料片;2‑1)将产品中的孔和边按照精度要求划分为两个等级,设计一热成型模具,热成型模具中设计有成型出上述其中一个等级中的孔与边的冲头与刀块;2‑2)毛坯料片在加热炉内经过设定时间充分加热后,由机械夹爪将加热好的料片转移放进所述热成型模具中,将料片冲压成所需的形状;3)冷却;4)镭射切割:利用激光切割机加热工件,将上述另一个等级精度中的孔和边切割出来,并将多余的料片切除。本发明在不影响热冲压成型效率的同时,在热成型过程中增
热冲压成型生产线.pdf
本发明公开了一种热冲压成型生产线,包括:压机、设置在压机一侧的中轴线上的组合送料系统、设置在压机另一侧的传送带、分设于所述组合送料系统两侧的多层加热炉以及与所述多层加热炉对应设置的供料系统。本发明增设组合送料系统,并将该组合送料系统安装在压机的中轴线上,可以实现简单的直线送料,缩短了坯料的传送路径,通过在组合送料系统两侧对向布置多层加热炉,可以共用组合送料系统,保证了产品质量,提高了生产效率。
热冲压成型生产线.pdf
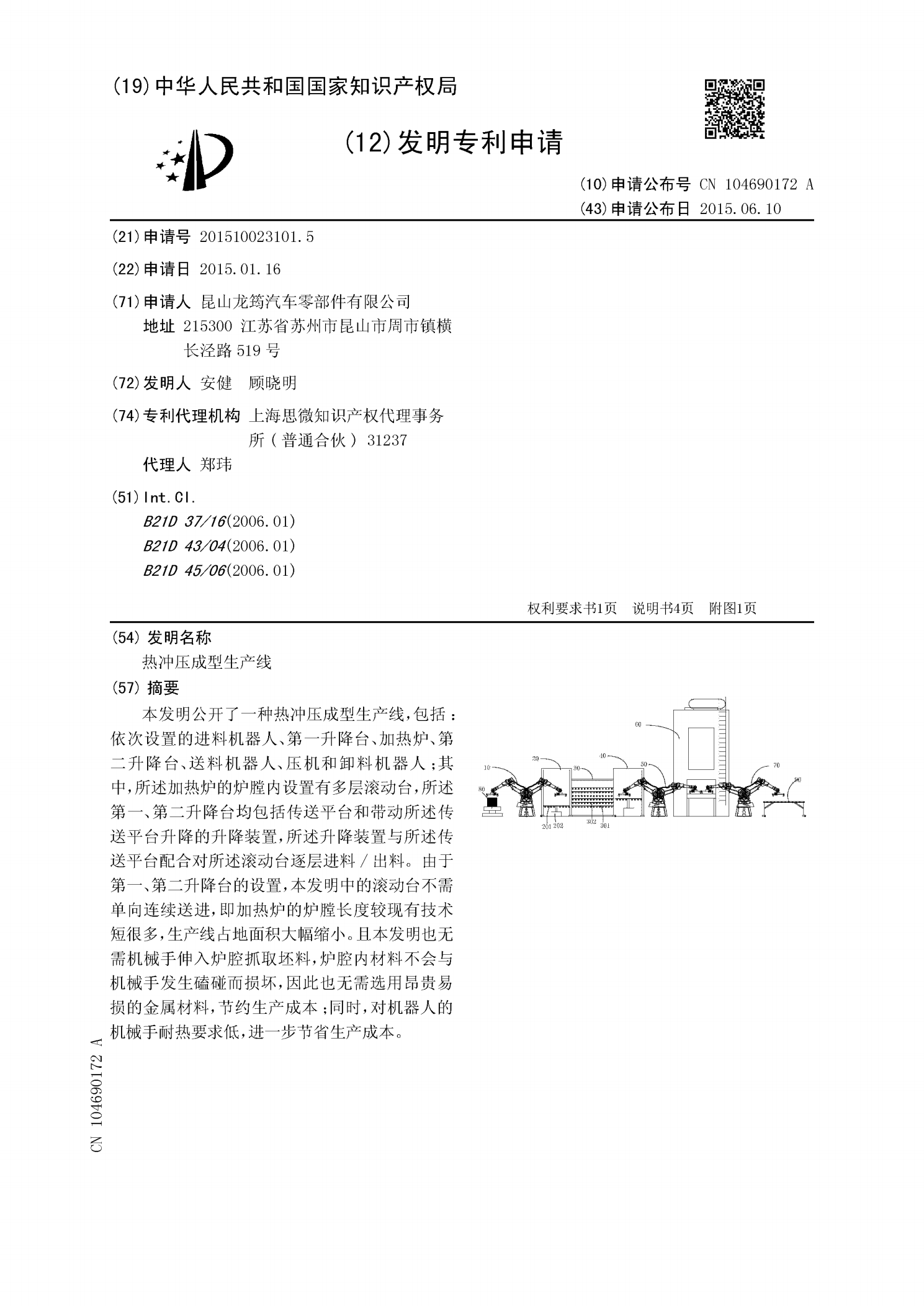
本发明公开了一种热冲压成型生产线,包括:依次设置的进料机器人、第一升降台、加热炉、第二升降台、送料机器人、压机和卸料机器人;其中,所述加热炉的炉膛内设置有多层滚动台,所述第一、第二升降台均包括传送平台和带动所述传送平台升降的升降装置,所述升降装置与所述传送平台配合对所述滚动台逐层进料/出料。由于第一、第二升降台的设置,本发明中的滚动台不需单向连续送进,即加热炉的炉膛长度较现有技术短很多,生产线占地面积大幅缩小。且本发明也无需机械手伸入炉腔抓取坯料,炉腔内材料不会与机械手发生磕碰而损坏,因此也无需选用昂贵易

热冲压成型概述.ppt
汽车轻量化课程主要内容高强钢热冲压成型工艺发展现状先进高强度钢(AHSS)的发展热冲压成型的主要设备热冲压成型工艺流程热冲压工艺流程示意图高强钢热冲压成型的模具设计高强钢热冲压成型的模具设计热冲压成型的冷却系统冷却水道的类型分块式冷却水道总结谢谢观看