
一种冲压成型的灯具壳体.pdf

是你****元呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种冲压成型的灯具壳体.pdf
本发明公开了一种冲压成型的灯具壳体,涉及照明装置技术领域,包括底板,底板上具有冲压成型的、向内凸起的铆接凸台,铆接凸台用于灯板的定位和/或铆接固定,铆接凸台横截面的最大对角线长度为2.0mm~4.0mm,本发明灯具的壳体是冲压成型,其制造效率得到极大的提高,并因此降低了成本和能耗,且灯具壳体的导热性能更好;小型灯板可直接与铆接凸台配合定位并固定在底板上,而无需其他紧固件对灯板进行固定,安装起来简单方便、快捷;大型灯板安装时,铆接凸台可以起到迅速定位和初步铆接固定的作用,再通过底板上冲压拉伸成型的若干盲孔,

一种大型金属灯具壳体成型设备.pdf
本发明公开了一种大型金属灯具壳体成型设备,涉及灯具壳体成型技术领域,包括支撑架、第一支撑板和第一气缸,第一气缸的输出端固定连接有移动箱,移动箱的表面对称开有限位槽,移动箱的底部安装有刀具,支撑架的表面开有凹槽,凹槽内设置有翻折板,翻折板的一面与支撑架转动连接,翻折板的底部对称固定连接有立板,相邻立板之间转动连接有第一转杆,支撑架的表面安装有第二气缸,第一转杆贯穿第二气缸的活塞杆,启动第一气缸推动刀具向下移动,将第一折边切开,启动第二气缸推动翻折板发生翻转,实现对壳体的对折,在对折的过程中,由于第一折边在折
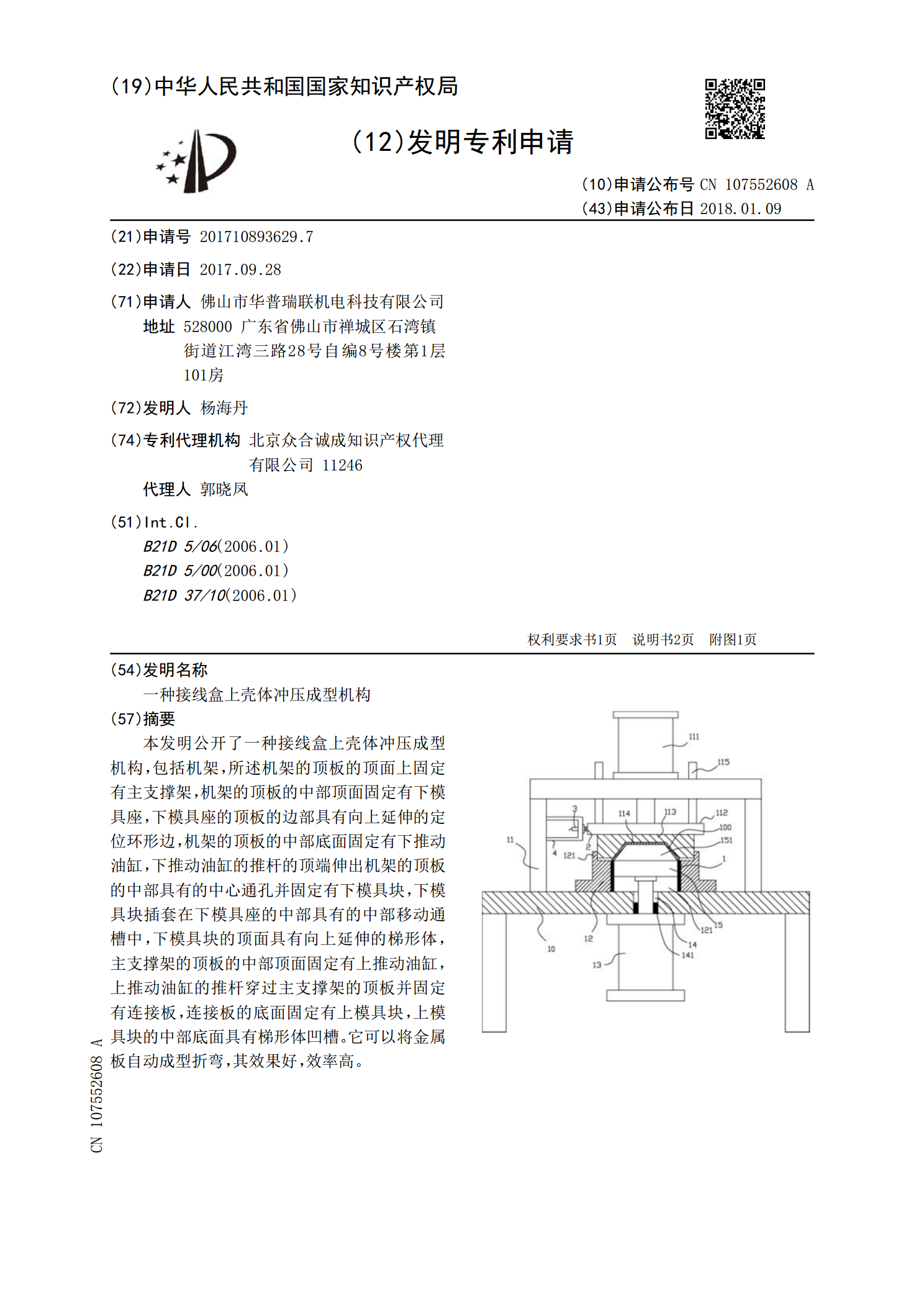
一种接线盒上壳体冲压成型机构.pdf
本发明公开了一种接线盒上壳体冲压成型机构,包括机架,所述机架的顶板的顶面上固定有主支撑架,机架的顶板的中部顶面固定有下模具座,下模具座的顶板的边部具有向上延伸的定位环形边,机架的顶板的中部底面固定有下推动油缸,下推动油缸的推杆的顶端伸出机架的顶板的中部具有的中心通孔并固定有下模具块,下模具块插套在下模具座的中部具有的中部移动通槽中,下模具块的顶面具有向上延伸的梯形体,主支撑架的顶板的中部顶面固定有上推动油缸,上推动油缸的推杆穿过主支撑架的顶板并固定有连接板,连接板的底面固定有上模具块,上模具块的中部底面具

一种通讯设备壳体连续冲压成型系统及方法.pdf
本发明公开了一种通讯设备壳体连续冲压成型系统及方法,包括机架;成型方法,包括步骤一,冲孔压印;步骤二,冲孔切边;步骤三,切边折弯;步骤四,左右折弯;步骤五,冲孔折弯;步骤六,上下折弯;该发明安全可靠,通过上模组件、下模组件和送料组件的配合,实现了连续冲压成型的目的,自动化程度高,便于一次生产出多个复杂结构的一体式壳体零件;可通过更换不同的上模座、上夹板、背脱板、上脱板、下模板、第一下垫板、第二下垫板和下模座,实现生产不同类型零件的目的;在使用该连续冲压成型装置生产不同壳体零件时,可根据不同基板厚度,通过加
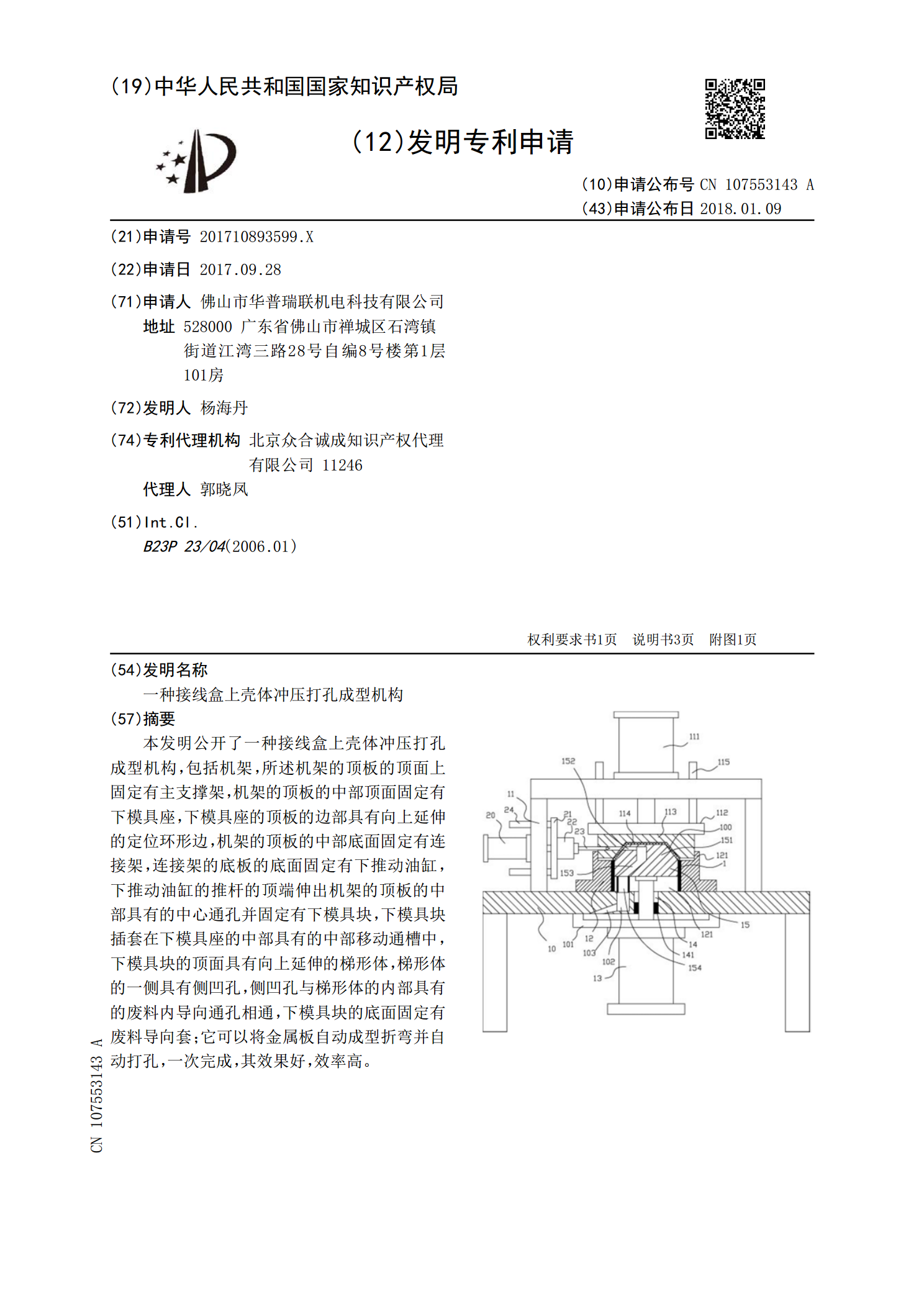
一种接线盒上壳体冲压打孔成型机构.pdf
本发明公开了一种接线盒上壳体冲压打孔成型机构,包括机架,所述机架的顶板的顶面上固定有主支撑架,机架的顶板的中部顶面固定有下模具座,下模具座的顶板的边部具有向上延伸的定位环形边,机架的顶板的中部底面固定有连接架,连接架的底板的底面固定有下推动油缸,下推动油缸的推杆的顶端伸出机架的顶板的中部具有的中心通孔并固定有下模具块,下模具块插套在下模具座的中部具有的中部移动通槽中,下模具块的顶面具有向上延伸的梯形体,梯形体的一侧具有侧凹孔,侧凹孔与梯形体的内部具有的废料内导向通孔相通,下模具块的底面固定有废料导向套;它