
一种热冲压成型工艺.pdf

猫巷****雪凝


1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热冲压成型工艺.pdf
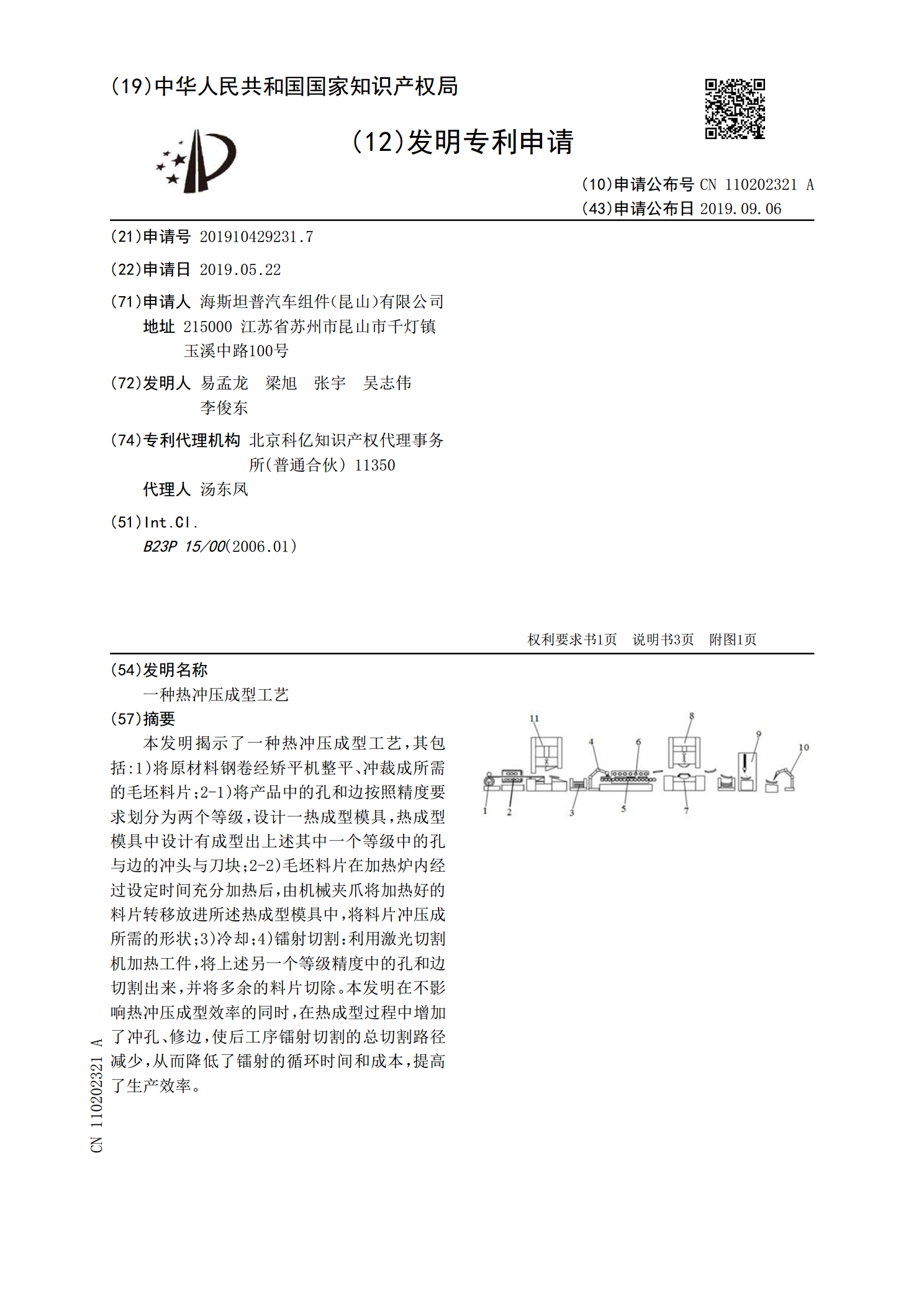
本发明揭示了一种热冲压成型工艺,其包括:1)将原材料钢卷经矫平机整平、冲裁成所需的毛坯料片;2‑1)将产品中的孔和边按照精度要求划分为两个等级,设计一热成型模具,热成型模具中设计有成型出上述其中一个等级中的孔与边的冲头与刀块;2‑2)毛坯料片在加热炉内经过设定时间充分加热后,由机械夹爪将加热好的料片转移放进所述热成型模具中,将料片冲压成所需的形状;3)冷却;4)镭射切割:利用激光切割机加热工件,将上述另一个等级精度中的孔和边切割出来,并将多余的料片切除。本发明在不影响热冲压成型效率的同时,在热成型过程中增

一种热冲压工艺及热成型生产线.pdf
本发明提供了一种热冲压工艺及热成型生产线,本热成型生产线包括炉箱,炉箱的一端设有进料口,另一端设有出料口,炉箱沿着工件移动方向依次被隔热板分隔为冷冲压室、预热室、主加热室、保温室、成型室,隔热板上开有供工件通过的过件孔,在预热室的过件孔处铰接有自封门,炉箱内底部设有陶瓷输送辊,预热室、主加热室、保温室内均设有电加热丝,冷冲压室内设有压机和冷冲压模具,成型室内设有压机和成型模具,成型室两侧均固定有工件转移机构。工件在转移过程中仍处于高温的炉箱内,由于保温室和成型室都是高温低氧状态,可有效防止工件快速降温,同
一种热冲压成型的传输系统.pdf
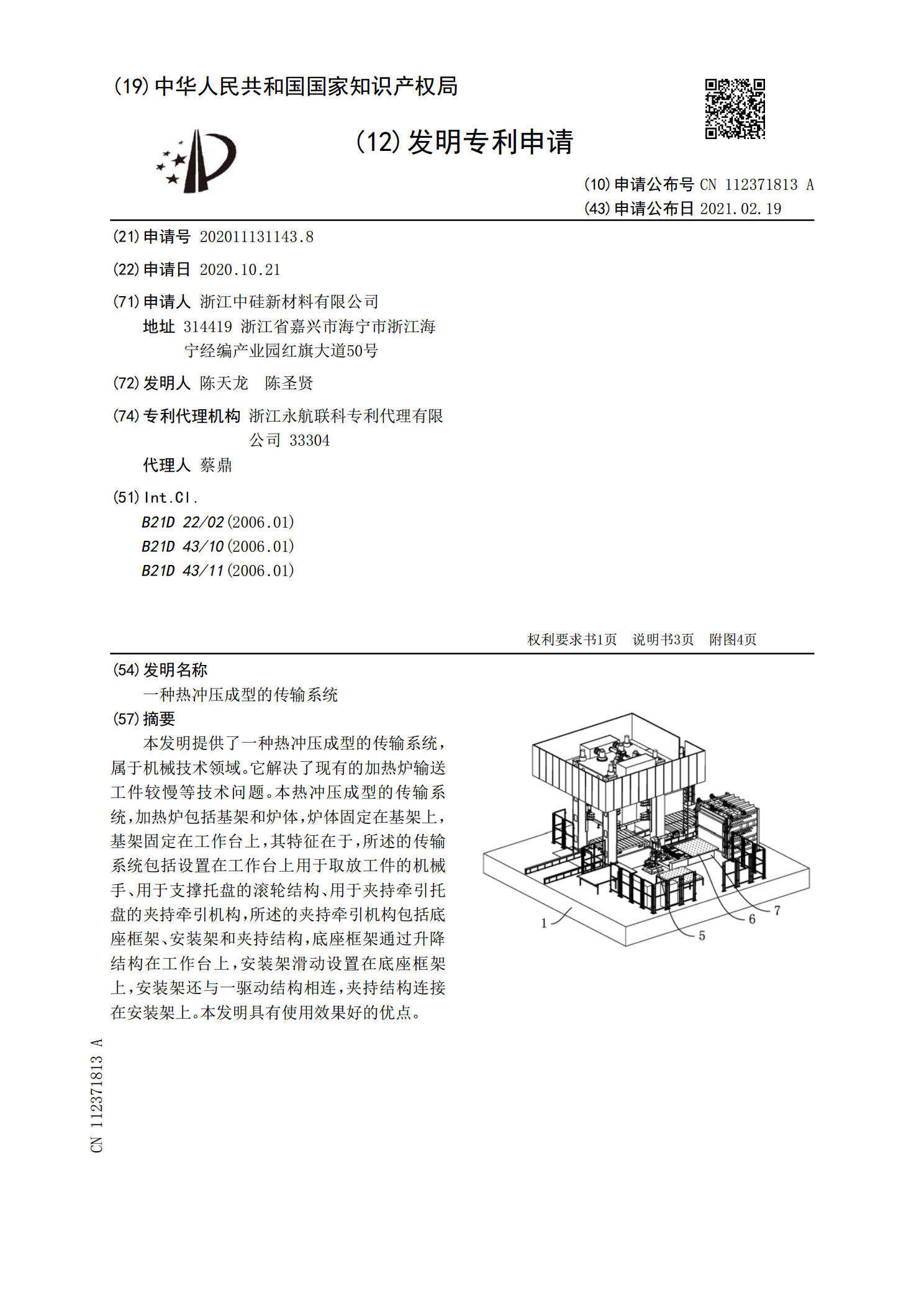
本发明提供了一种热冲压成型的传输系统,属于机械技术领域。它解决了现有的加热炉输送工件较慢等技术问题。本热冲压成型的传输系统,加热炉包括基架和炉体,炉体固定在基架上,基架固定在工作台上,其特征在于,所述的传输系统包括设置在工作台上用于取放工件的机械手、用于支撑托盘的滚轮结构、用于夹持牵引托盘的夹持牵引机构,所述的夹持牵引机构包括底座框架、安装架和夹持结构,底座框架通过升降结构在工作台上,安装架滑动设置在底座框架上,安装架还与一驱动结构相连,夹持结构连接在安装架上。本发明具有使用效果好的优点。

一种灯具安装底盘的一次热塑冲压成型工艺.pdf
本发明公开了一种灯具安装底盘的一次热塑冲压成型工艺,通过采用塑料板材,经加热软化后由冲压模具一次热塑成型制成安装底盘,制造十分简便、效率高,经济效益尤为突出,可广泛应用在灯具制造领域。

热冲压成型概述.ppt
汽车轻量化课程主要内容高强钢热冲压成型工艺发展现状先进高强度钢(AHSS)的发展热冲压成型的主要设备热冲压成型工艺流程热冲压工艺流程示意图高强钢热冲压成型的模具设计高强钢热冲压成型的模具设计热冲压成型的冷却系统冷却水道的类型分块式冷却水道总结谢谢观看