
一种高精度热锻冲压成型方法及装置.pdf

一吃****福乾


1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高精度热锻冲压成型方法及装置.pdf
本发明公开了一种高精度热锻冲压成型方法及装置,装置包括机械手张夹机构、机械手位移机构、下料机构、编码器、PLC控制器,冲床的上模具固定在冲床的曲轴滑块上,由伺服电机驱动曲轴转动;编码器通过固定板和联轴器连接曲轴,编码器、伺服电机、机械手张夹机构、机械手位移机构均与PLC控制器连接;PLC控制器中预先编有通过上模具移动距离S计算对应的PLC控制器接收到编码器的脉冲数N的算法,工作时PLC控制器控制夹爪与上模具的配合动作,上模具向下移动距离S时PLC控制器接收到N个脉冲,同时控制夹爪张开,工件由上模具带入下模

一种新型冲压脱模的热成型装置.pdf
本发明公开了一种新型冲压脱模的热成型装置,属于热成型技术领域。一种新型冲压脱模的热成型装置,包括底座、顶梁及立柱,所述顶梁上设有液压缸,所述液压缸的液压杆底面固定有滑块A,所述滑块A底面固定有上模座,所述底座上设有两个支撑杆,所述底座上方设有与支撑杆接触的转动座,所述转动座前后两侧设有脱模机构,所述转动座前后两端设有连接杆,所述转动座左侧设有下料组件,所述转动座上设有下模座。本发明将上模座与下模座活动设置,液压杆控制滑块A实现上模座下行与下模座合模冲压定型,滑块A回程后,脱模机构带动转动座及下模座上行并进
热冲压成型零件的制备装置及方法.pdf
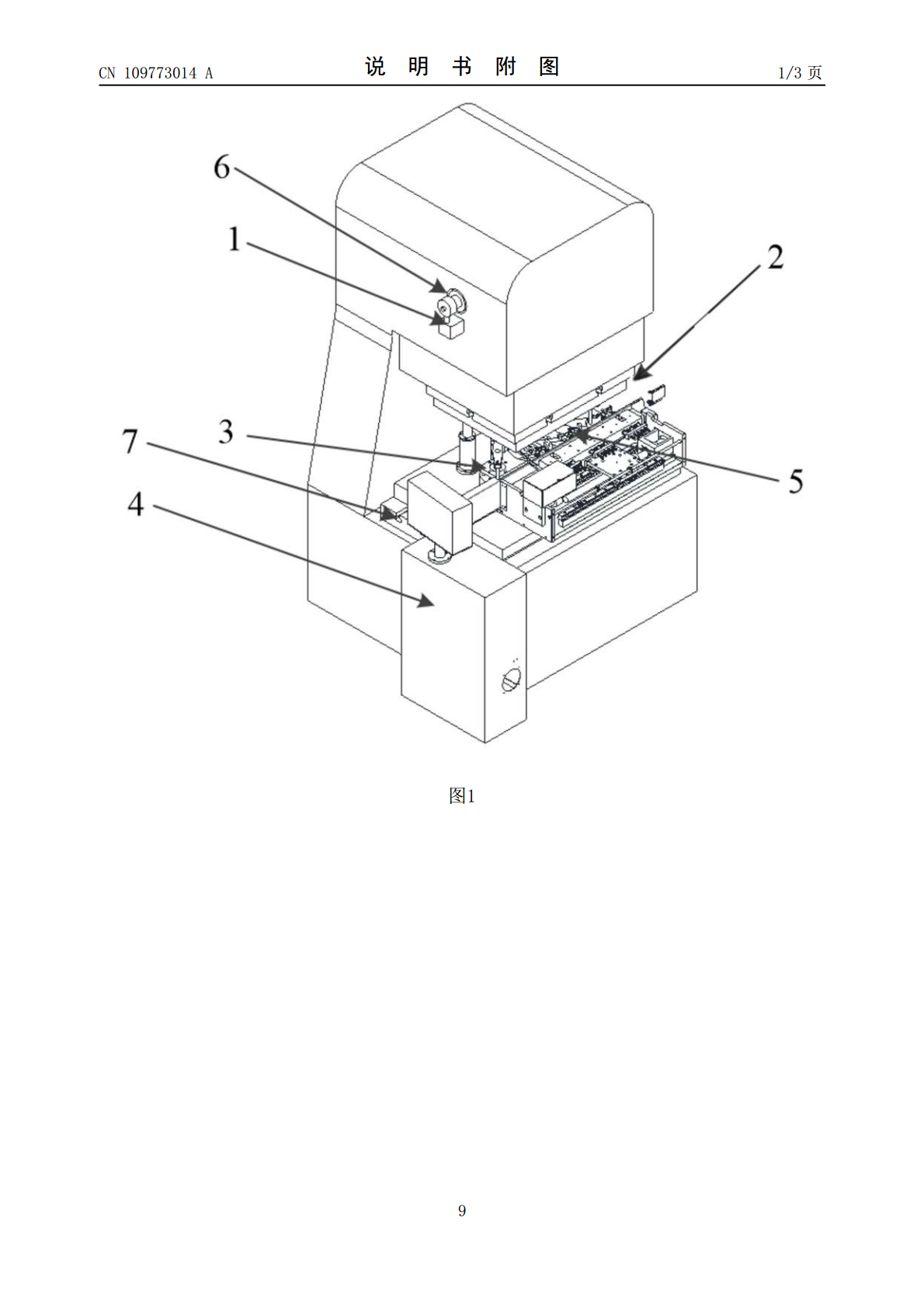
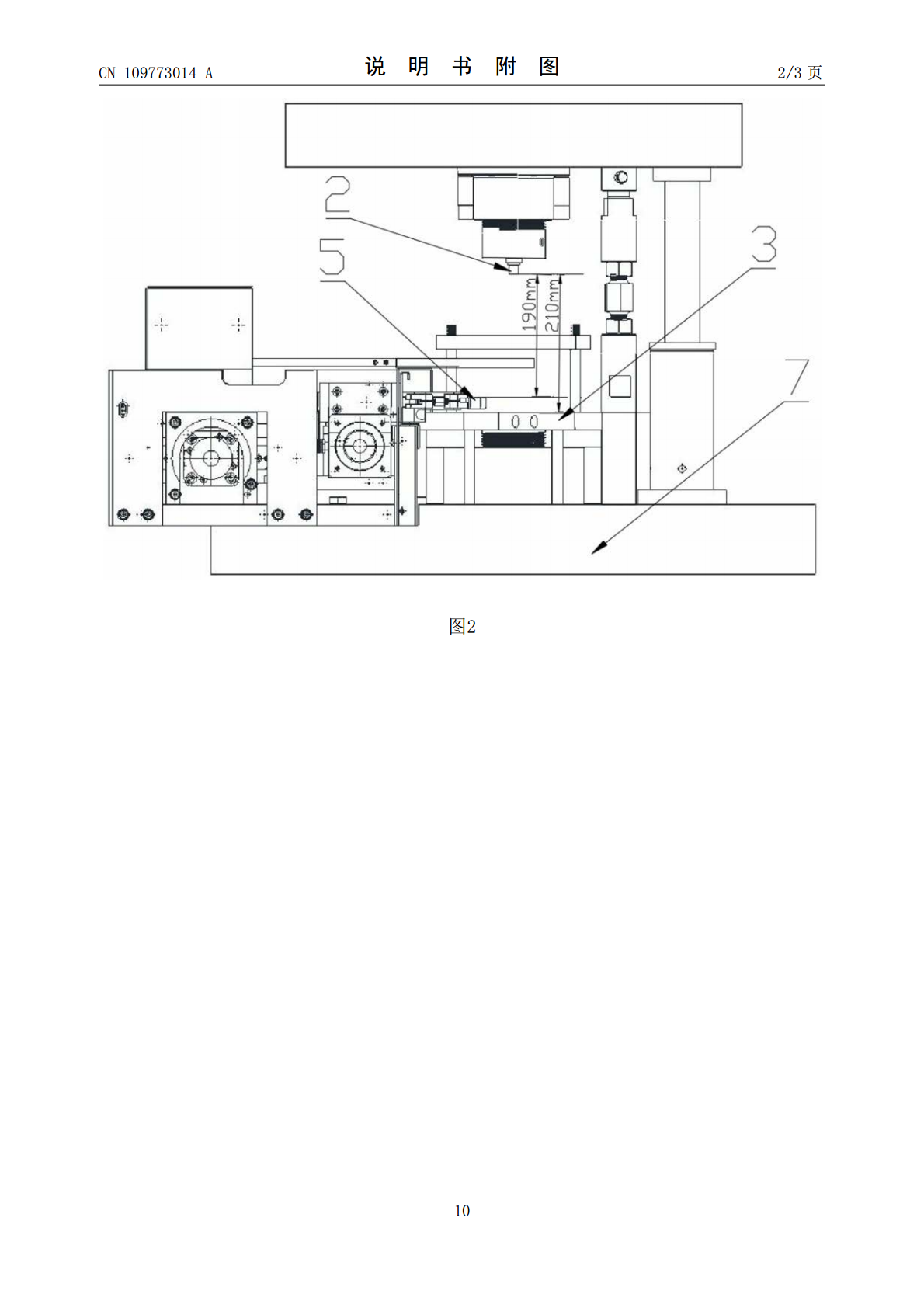
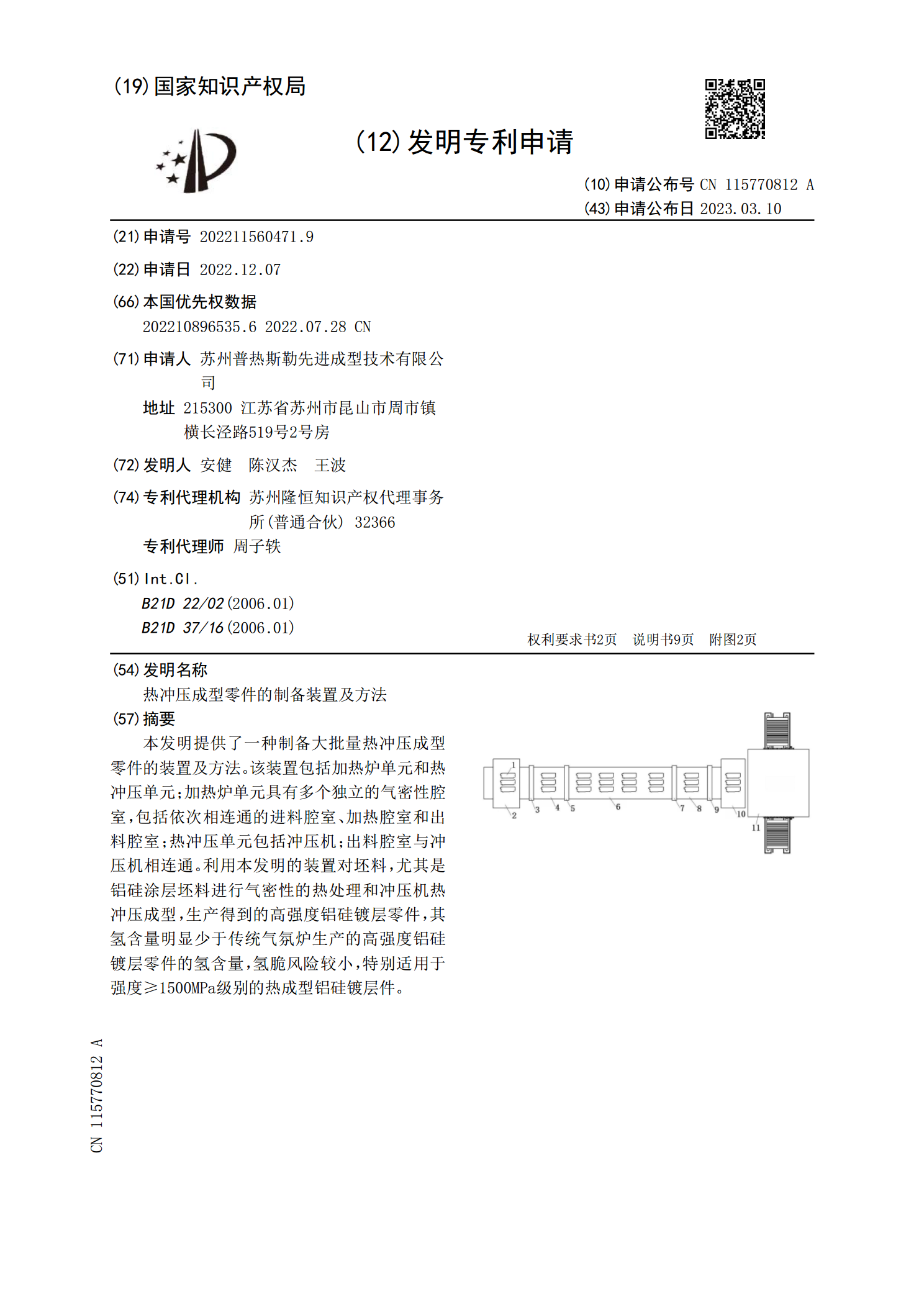
本发明提供了一种制备大批量热冲压成型零件的装置及方法。该装置包括加热炉单元和热冲压单元;加热炉单元具有多个独立的气密性腔室,包括依次相连通的进料腔室、加热腔室和出料腔室;热冲压单元包括冲压机;出料腔室与冲压机相连通。利用本发明的装置对坯料,尤其是铝硅涂层坯料进行气密性的热处理和冲压机热冲压成型,生产得到的高强度铝硅镀层零件,其氢含量明显少于传统气氛炉生产的高强度铝硅镀层零件的氢含量,氢脆风险较小,特别适用于强度≥1500MPa级别的热成型铝硅镀层件。
热冲压成型零件的制备装置及方法.pdf
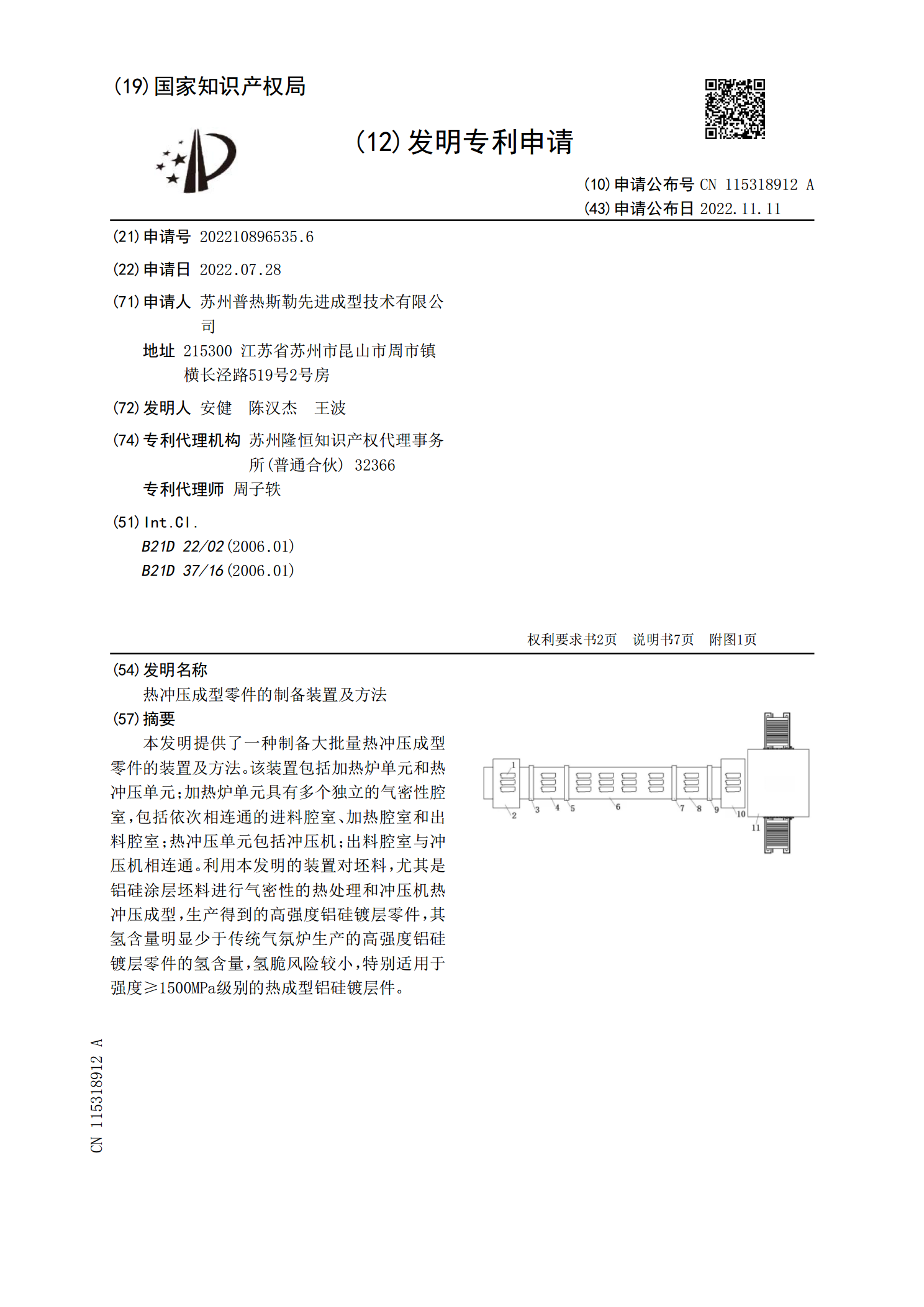
本发明提供了一种制备大批量热冲压成型零件的装置及方法。该装置包括加热炉单元和热冲压单元;加热炉单元具有多个独立的气密性腔室,包括依次相连通的进料腔室、加热腔室和出料腔室;热冲压单元包括冲压机;出料腔室与冲压机相连通。利用本发明的装置对坯料,尤其是铝硅涂层坯料进行气密性的热处理和冲压机热冲压成型,生产得到的高强度铝硅镀层零件,其氢含量明显少于传统气氛炉生产的高强度铝硅镀层零件的氢含量,氢脆风险较小,特别适用于强度≥1500MPa级别的热成型铝硅镀层件。
410钢材热锻成型方法.pdf
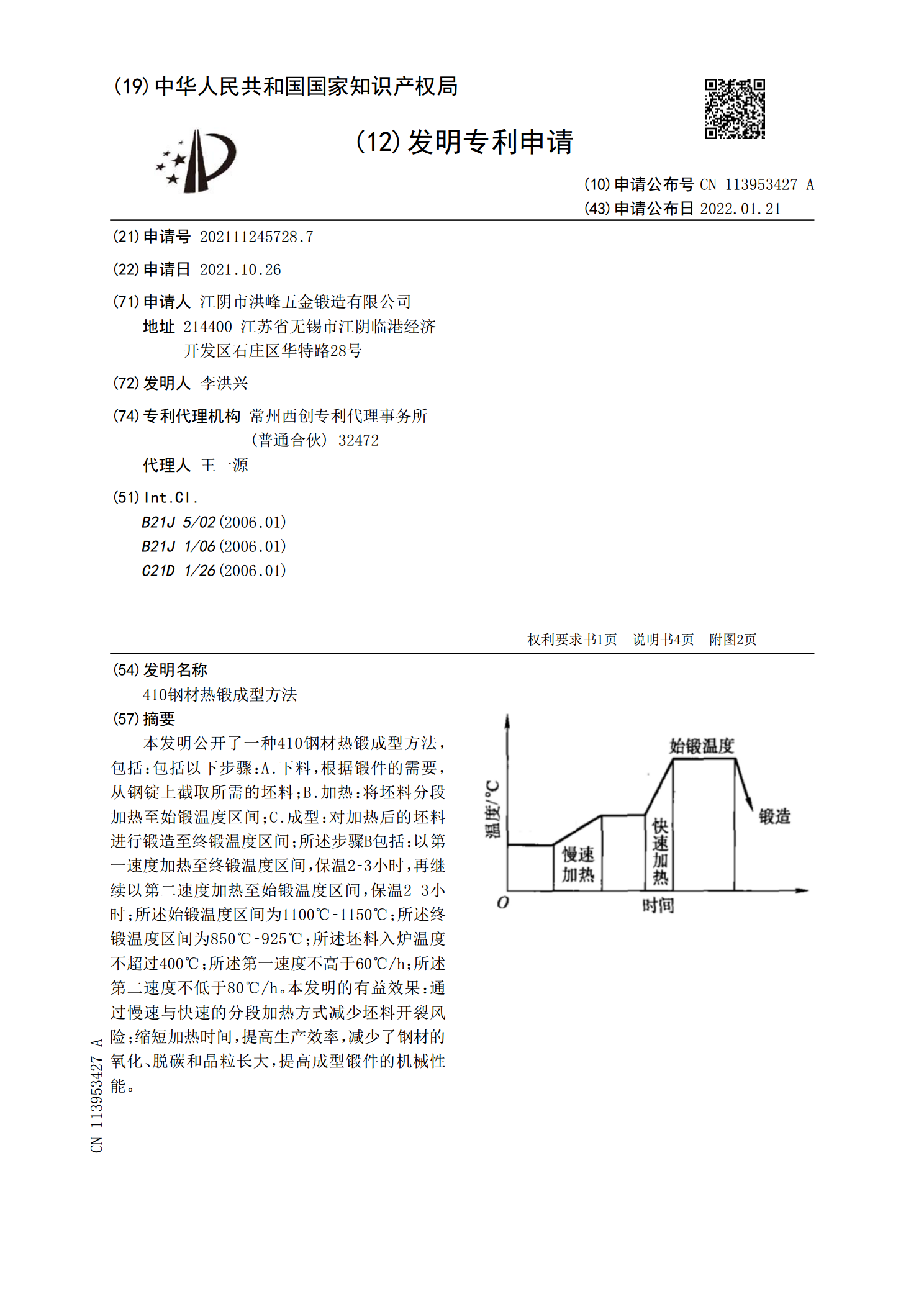
本发明公开了一种410钢材热锻成型方法,包括:包括以下步骤:A.下料,根据锻件的需要,从钢锭上截取所需的坯料;B.加热:将坯料分段加热至始锻温度区间;C.成型:对加热后的坯料进行锻造至终锻温度区间;所述步骤B包括:以第一速度加热至终锻温度区间,保温2‑3小时,再继续以第二速度加热至始锻温度区间,保温2‑3小时;所述始锻温度区间为1100℃‑1150℃;所述终锻温度区间为850℃‑925℃;所述坯料入炉温度不超过400℃;所述第一速度不高于60℃/h;所述第二速度不低于80℃/h。本发明的有益效果:通过慢速