
410钢材热锻成型方法.pdf

努力****亚捷

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
410钢材热锻成型方法.pdf
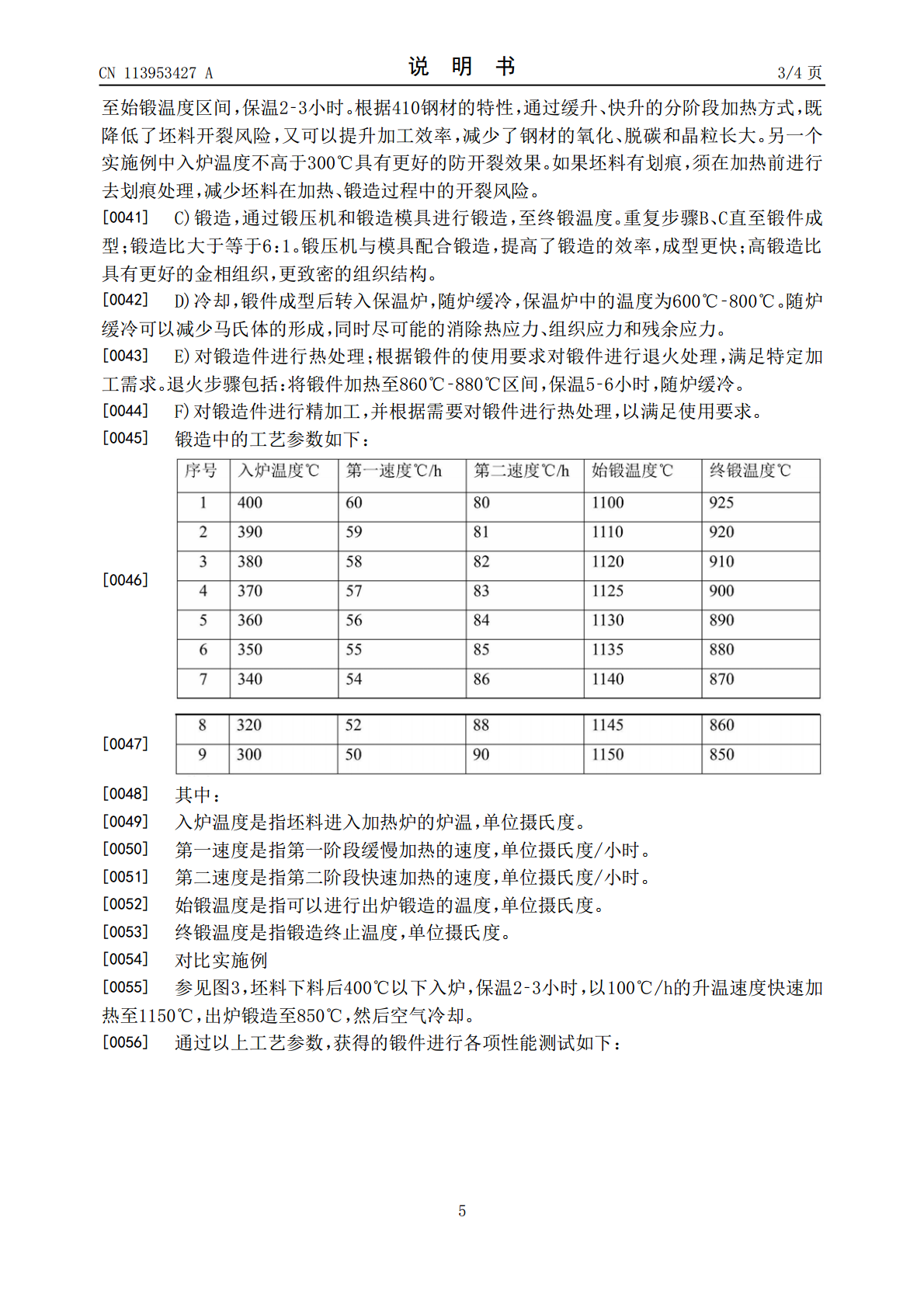
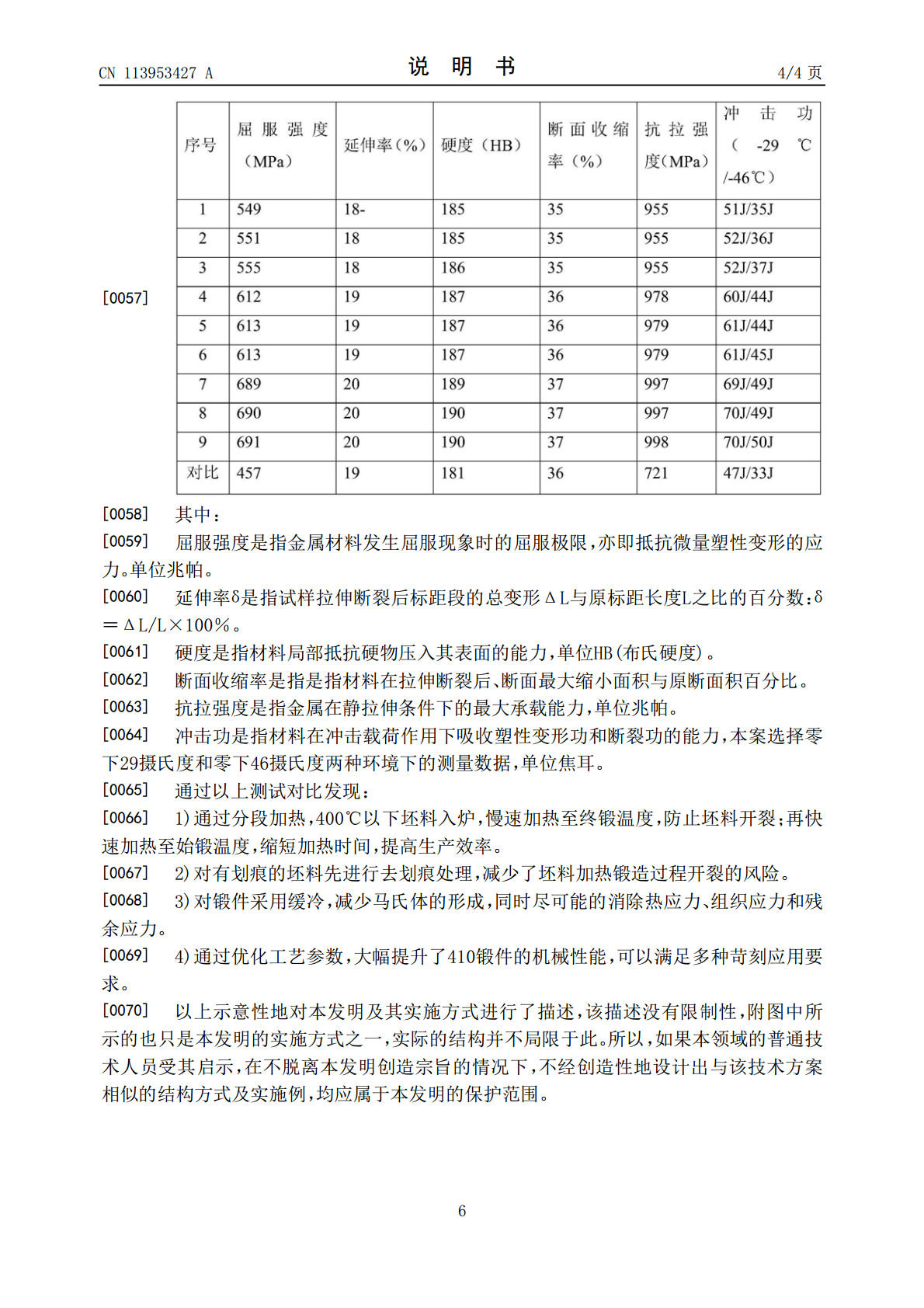
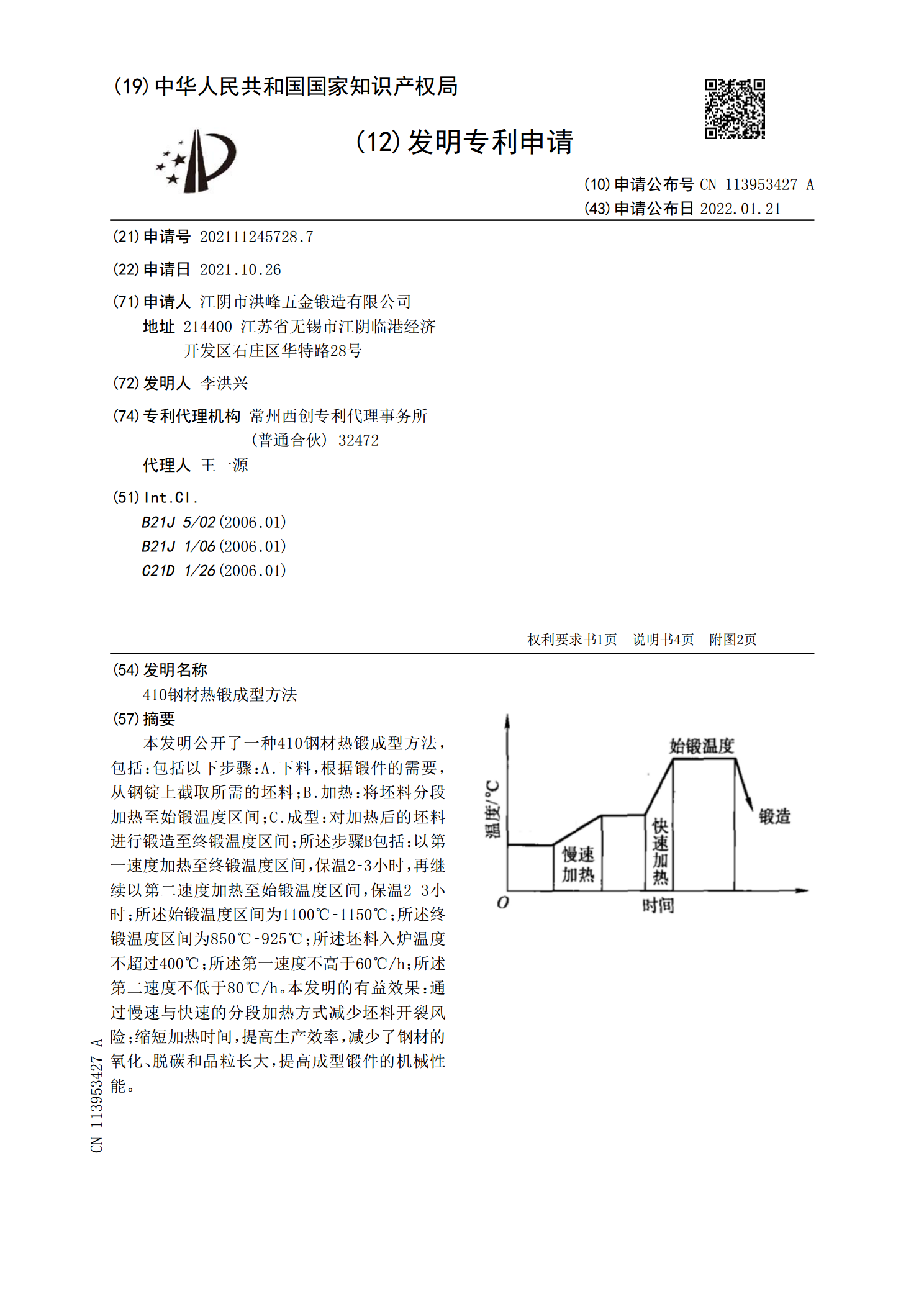
本发明公开了一种410钢材热锻成型方法,包括:包括以下步骤:A.下料,根据锻件的需要,从钢锭上截取所需的坯料;B.加热:将坯料分段加热至始锻温度区间;C.成型:对加热后的坯料进行锻造至终锻温度区间;所述步骤B包括:以第一速度加热至终锻温度区间,保温2‑3小时,再继续以第二速度加热至始锻温度区间,保温2‑3小时;所述始锻温度区间为1100℃‑1150℃;所述终锻温度区间为850℃‑925℃;所述坯料入炉温度不超过400℃;所述第一速度不高于60℃/h;所述第二速度不低于80℃/h。本发明的有益效果:通过慢速

一种高精度热锻冲压成型方法及装置.pdf
本发明公开了一种高精度热锻冲压成型方法及装置,装置包括机械手张夹机构、机械手位移机构、下料机构、编码器、PLC控制器,冲床的上模具固定在冲床的曲轴滑块上,由伺服电机驱动曲轴转动;编码器通过固定板和联轴器连接曲轴,编码器、伺服电机、机械手张夹机构、机械手位移机构均与PLC控制器连接;PLC控制器中预先编有通过上模具移动距离S计算对应的PLC控制器接收到编码器的脉冲数N的算法,工作时PLC控制器控制夹爪与上模具的配合动作,上模具向下移动距离S时PLC控制器接收到N个脉冲,同时控制夹爪张开,工件由上模具带入下模
辐板结构呈深盆型车轮的锻轧热成型方法.pdf
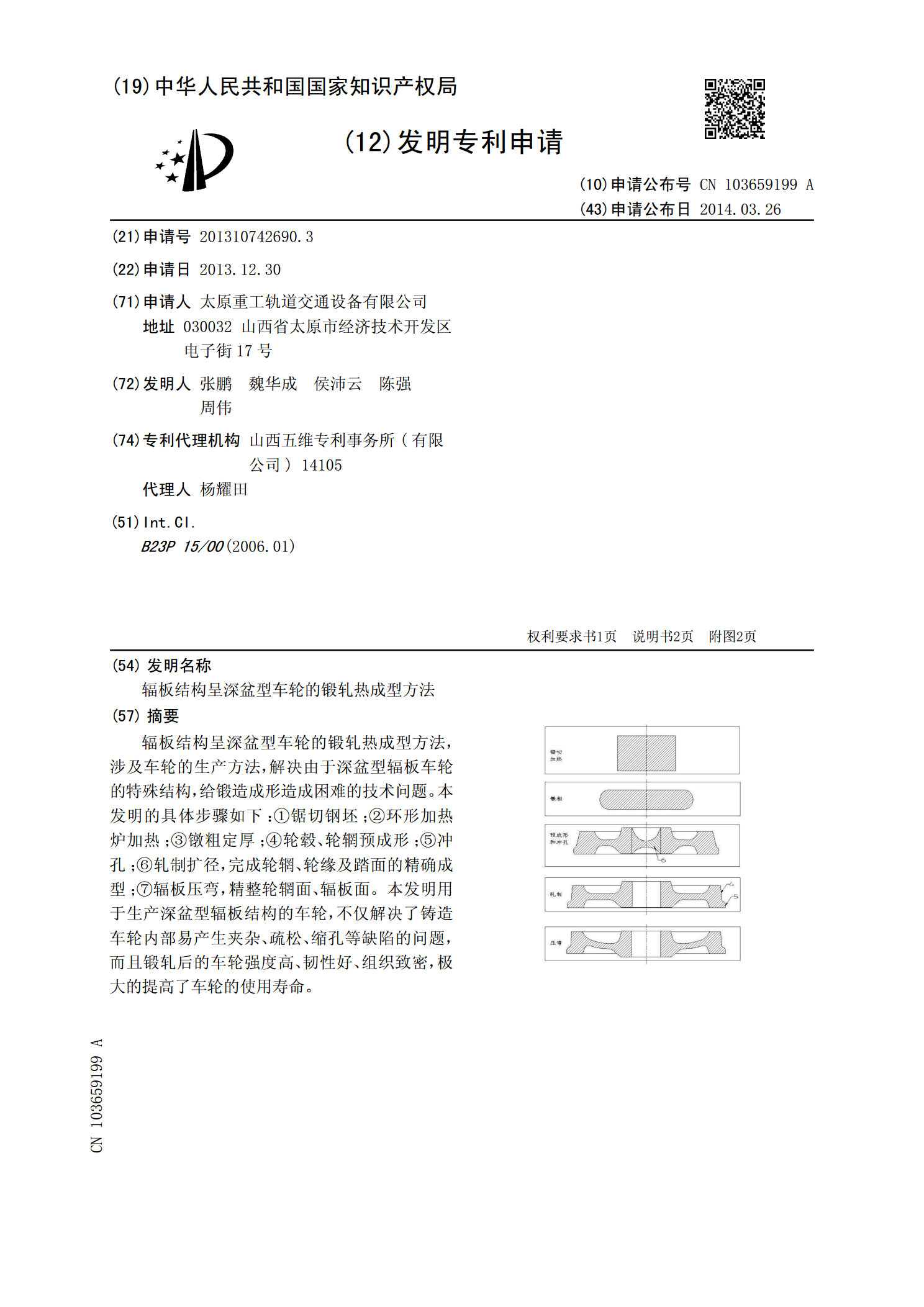
辐板结构呈深盆型车轮的锻轧热成型方法,涉及车轮的生产方法,解决由于深盆型辐板车轮的特殊结构,给锻造成形造成困难的技术问题。本发明的具体步骤如下:①锯切钢坯;②环形加热炉加热;③镦粗定厚;④轮毂、轮辋预成形;⑤冲孔;⑥轧制扩径,完成轮辋、轮缘及踏面的精确成型;⑦辐板压弯,精整轮辋面、辐板面。本发明用于生产深盆型辐板结构的车轮,不仅解决了铸造车轮内部易产生夹杂、疏松、缩孔等缺陷的问题,而且锻轧后的车轮强度高、韧性好、组织致密,极大的提高了车轮的使用寿命。
一种钢轨跟端加长型尖轨热锻成型方法.pdf
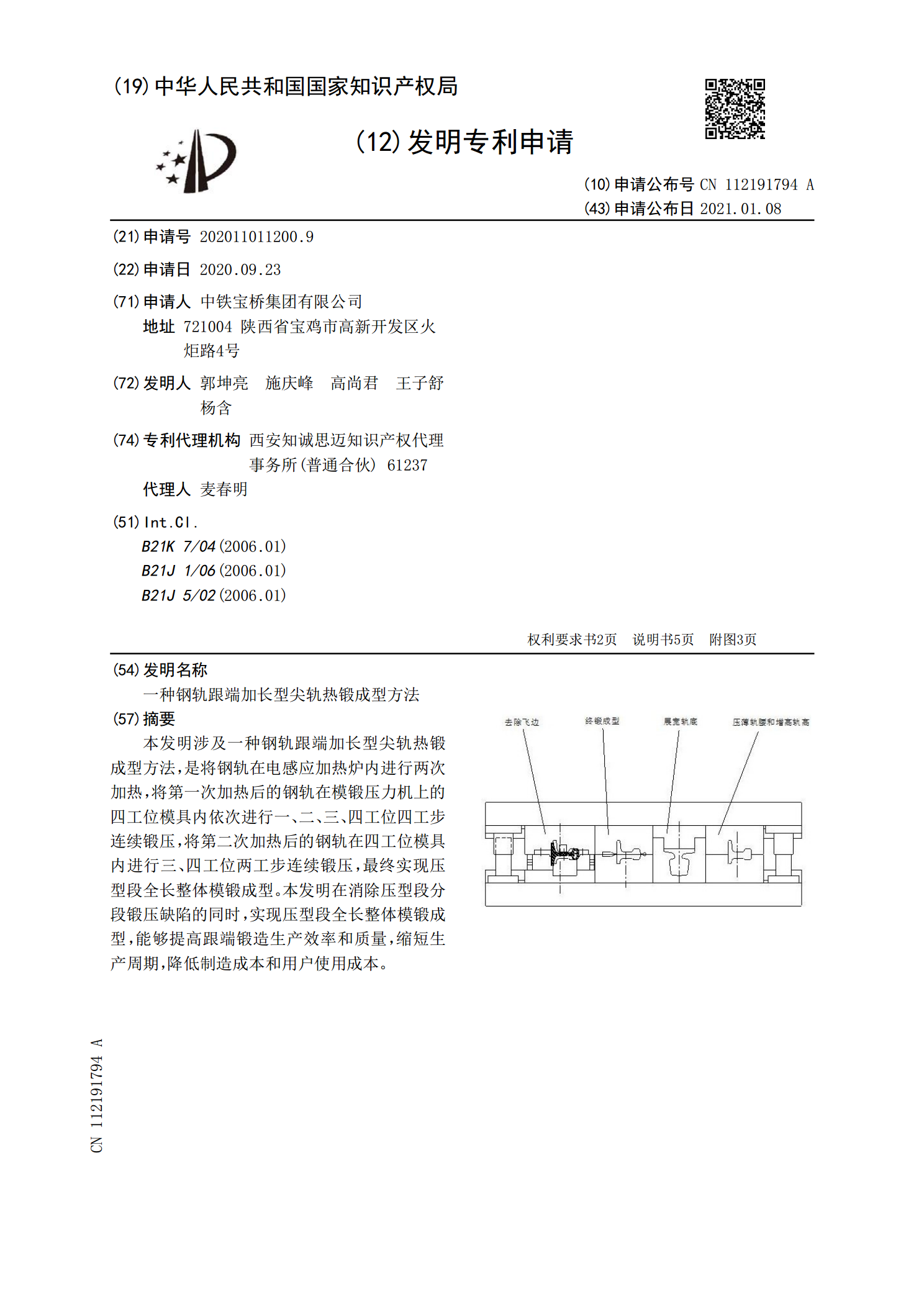
本发明涉及一种钢轨跟端加长型尖轨热锻成型方法,是将钢轨在电感应加热炉内进行两次加热,将第一次加热后的钢轨在模锻压力机上的四工位模具内依次进行一、二、三、四工位四工步连续锻压,将第二次加热后的钢轨在四工位模具内进行三、四工位两工步连续锻压,最终实现压型段全长整体模锻成型。本发明在消除压型段分段锻压缺陷的同时,实现压型段全长整体模锻成型,能够提高跟端锻造生产效率和质量,缩短生产周期,降低制造成本和用户使用成本。
热锻材料的制造方法.pdf
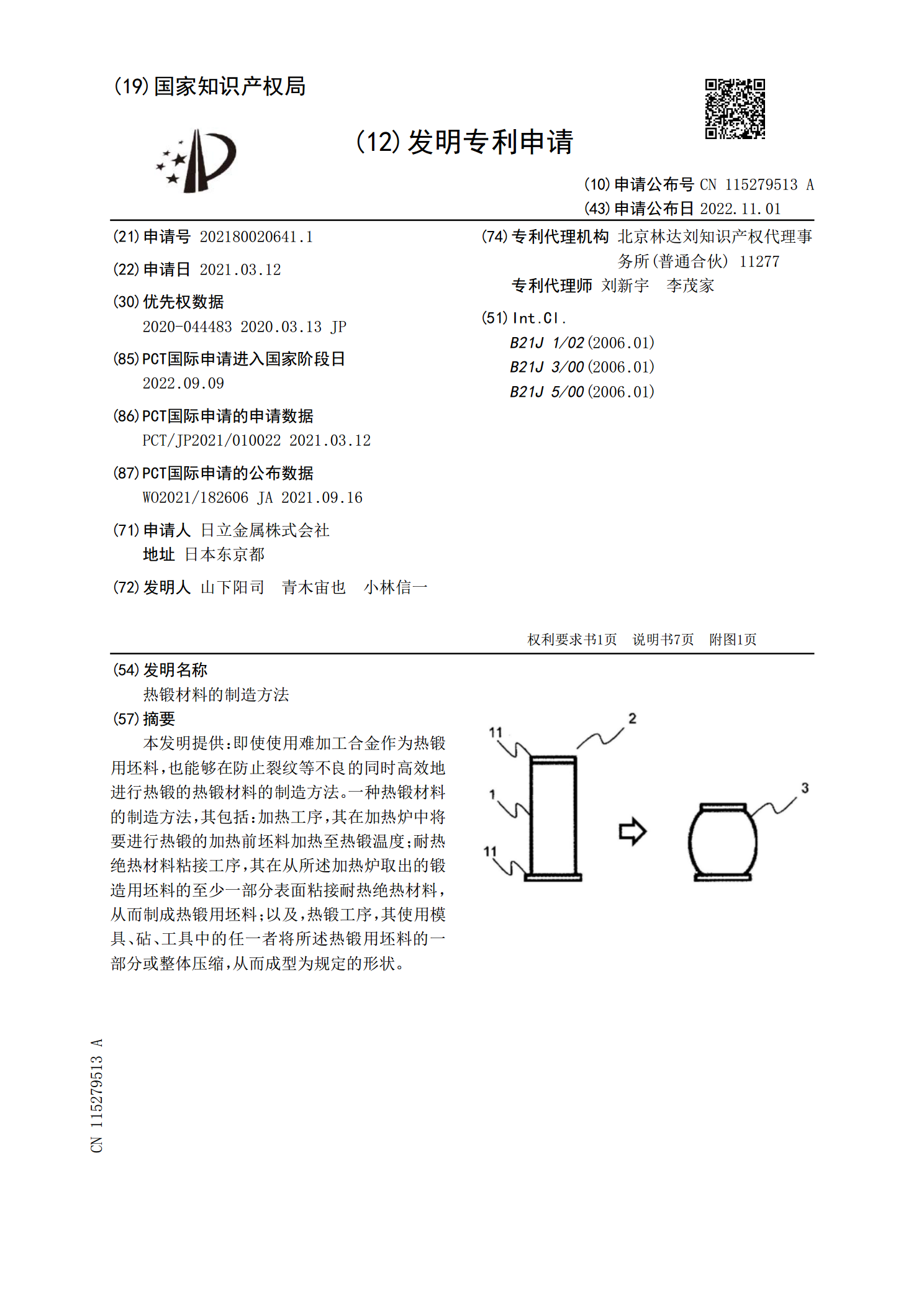
本发明提供:即使使用难加工合金作为热锻用坯料,也能够在防止裂纹等不良的同时高效地进行热锻的热锻材料的制造方法。一种热锻材料的制造方法,其包括:加热工序,其在加热炉中将要进行热锻的加热前坯料加热至热锻温度;耐热绝热材料粘接工序,其在从所述加热炉取出的锻造用坯料的至少一部分表面粘接耐热绝热材料,从而制成热锻用坯料;以及,热锻工序,其使用模具、砧、工具中的任一者将所述热锻用坯料的一部分或整体压缩,从而成型为规定的形状。