
热冲压成型零件的制备装置及方法.pdf

书錦****by

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热冲压成型零件的制备装置及方法.pdf
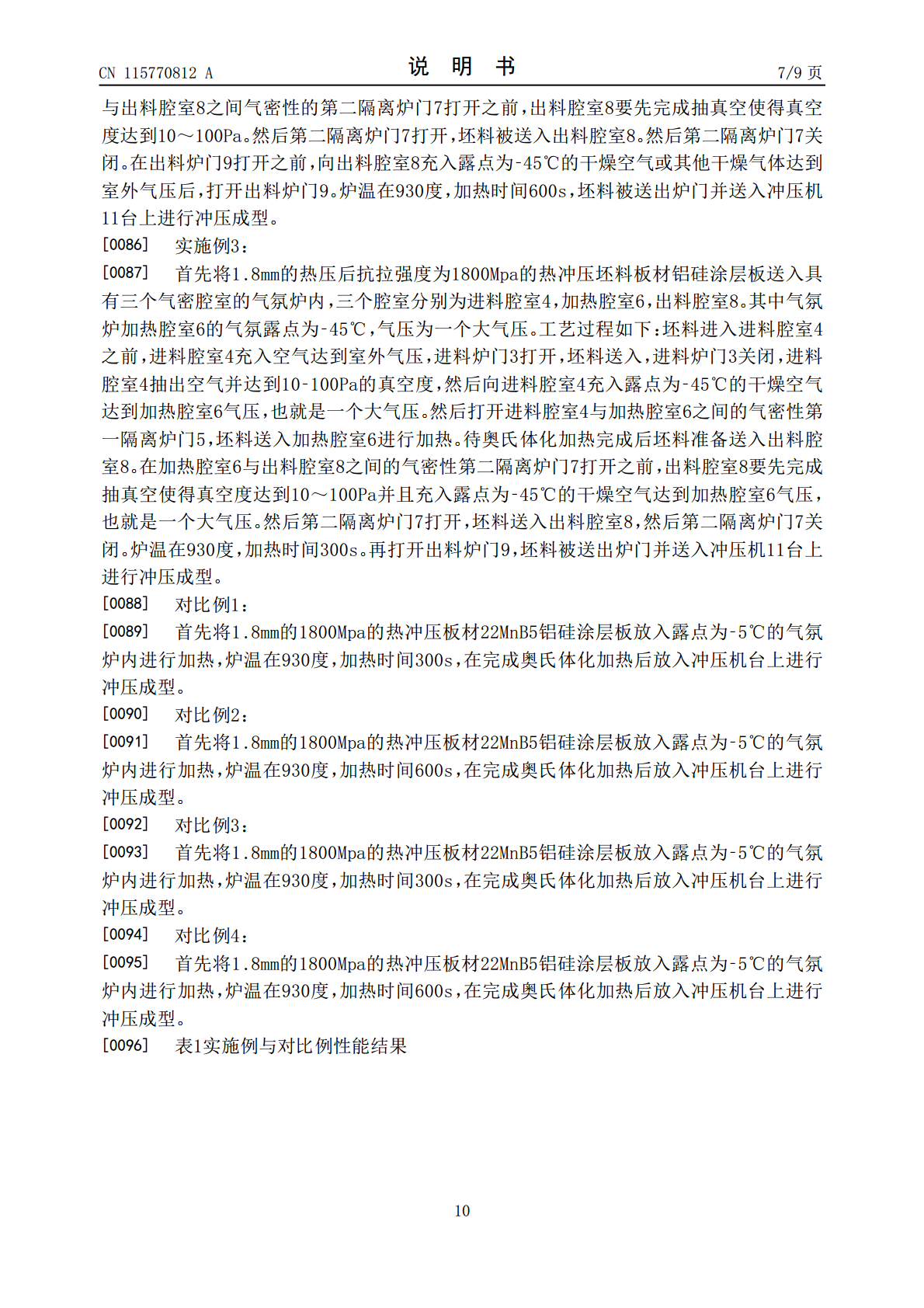
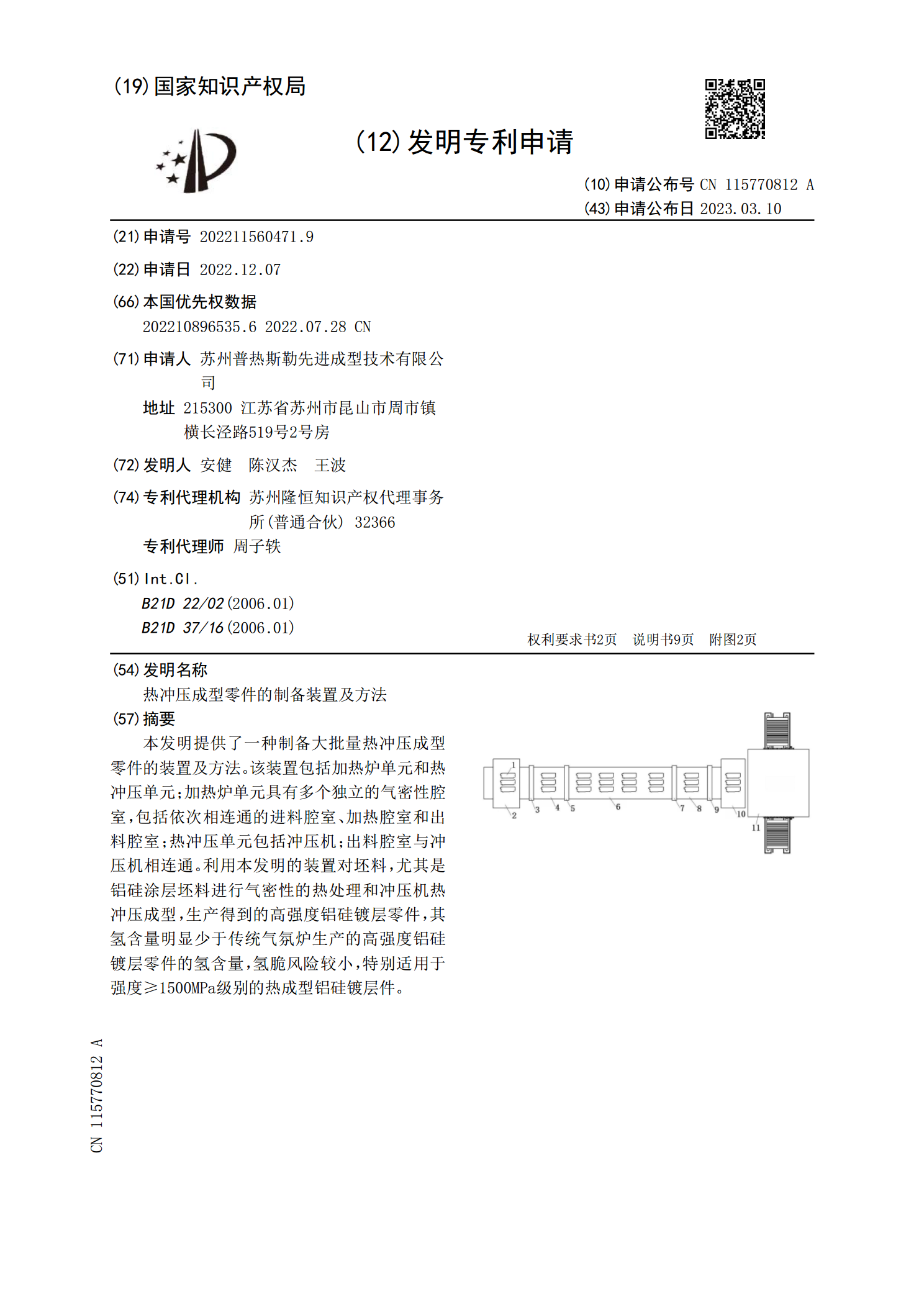
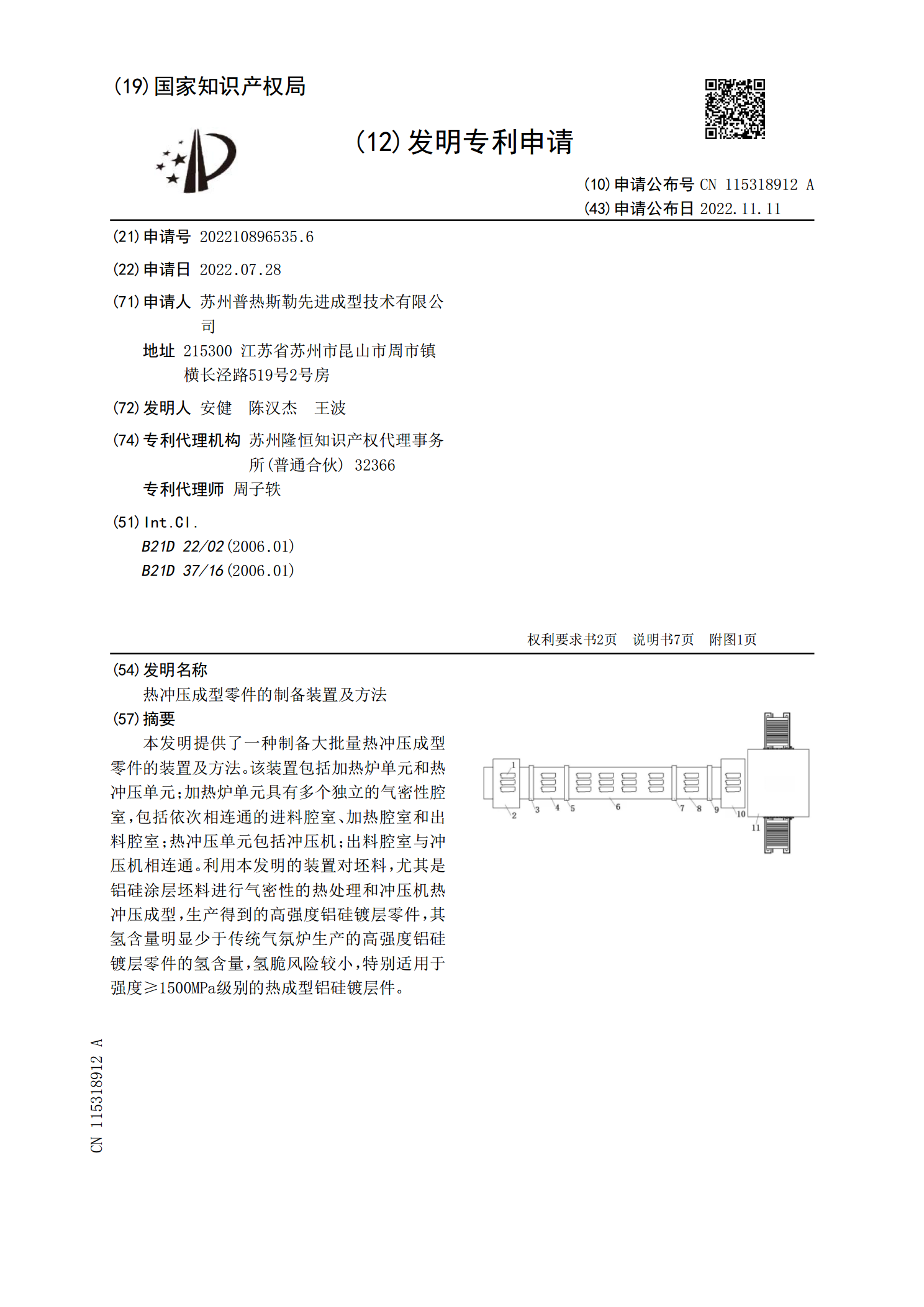
本发明提供了一种制备大批量热冲压成型零件的装置及方法。该装置包括加热炉单元和热冲压单元;加热炉单元具有多个独立的气密性腔室,包括依次相连通的进料腔室、加热腔室和出料腔室;热冲压单元包括冲压机;出料腔室与冲压机相连通。利用本发明的装置对坯料,尤其是铝硅涂层坯料进行气密性的热处理和冲压机热冲压成型,生产得到的高强度铝硅镀层零件,其氢含量明显少于传统气氛炉生产的高强度铝硅镀层零件的氢含量,氢脆风险较小,特别适用于强度≥1500MPa级别的热成型铝硅镀层件。
热冲压成型零件的制备装置及方法.pdf
本发明提供了一种制备大批量热冲压成型零件的装置及方法。该装置包括加热炉单元和热冲压单元;加热炉单元具有多个独立的气密性腔室,包括依次相连通的进料腔室、加热腔室和出料腔室;热冲压单元包括冲压机;出料腔室与冲压机相连通。利用本发明的装置对坯料,尤其是铝硅涂层坯料进行气密性的热处理和冲压机热冲压成型,生产得到的高强度铝硅镀层零件,其氢含量明显少于传统气氛炉生产的高强度铝硅镀层零件的氢含量,氢脆风险较小,特别适用于强度≥1500MPa级别的热成型铝硅镀层件。
一种耐腐蚀热冲压零件的制备方法及装置.pdf
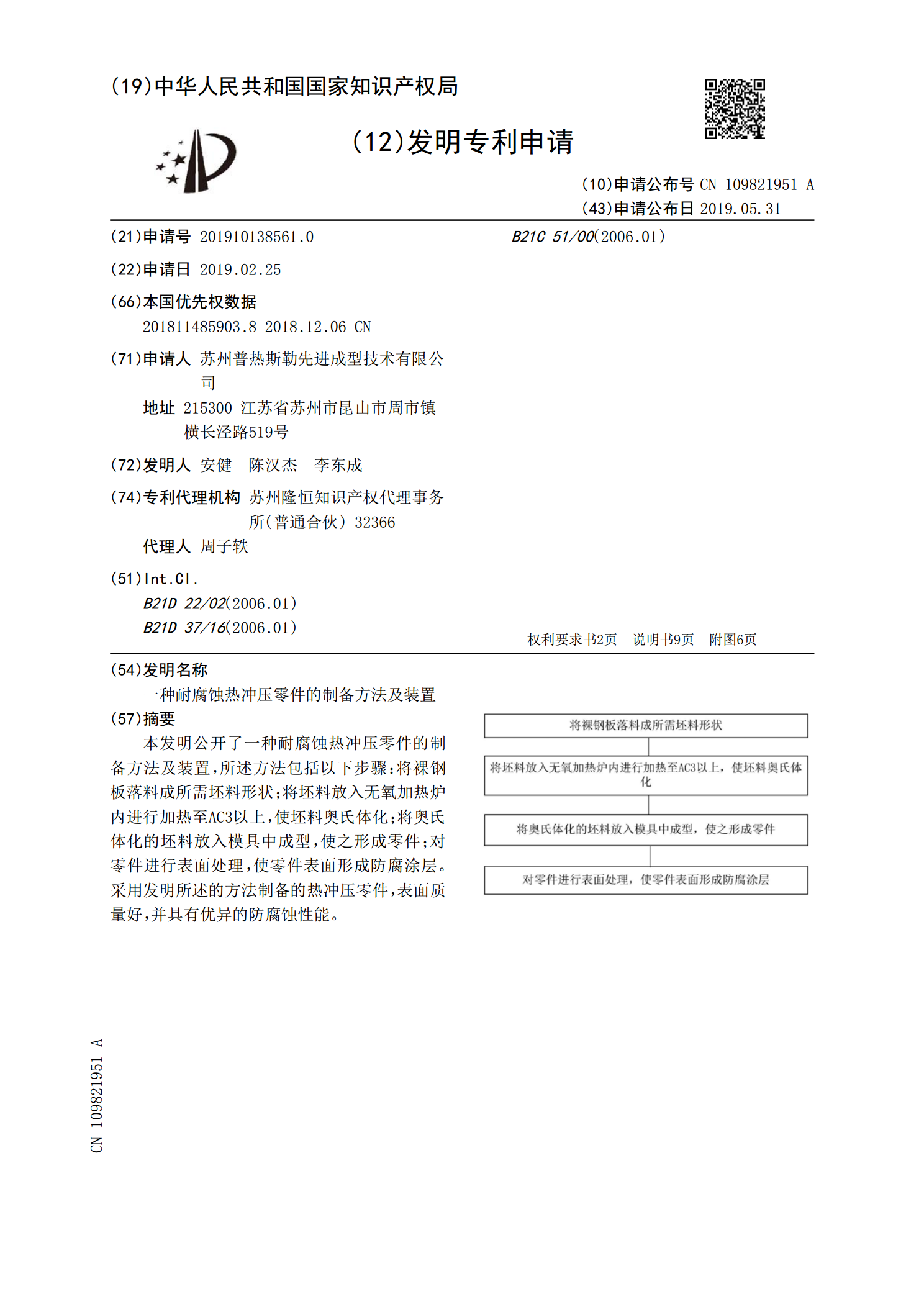
本发明公开了一种耐腐蚀热冲压零件的制备方法及装置,所述方法包括以下步骤:将裸钢板落料成所需坯料形状;将坯料放入无氧加热炉内进行加热至AC3以上,使坯料奥氏体化;将奥氏体化的坯料放入模具中成型,使之形成零件;对零件进行表面处理,使零件表面形成防腐涂层。采用发明所述的方法制备的热冲压零件,表面质量好,并具有优异的防腐蚀性能。
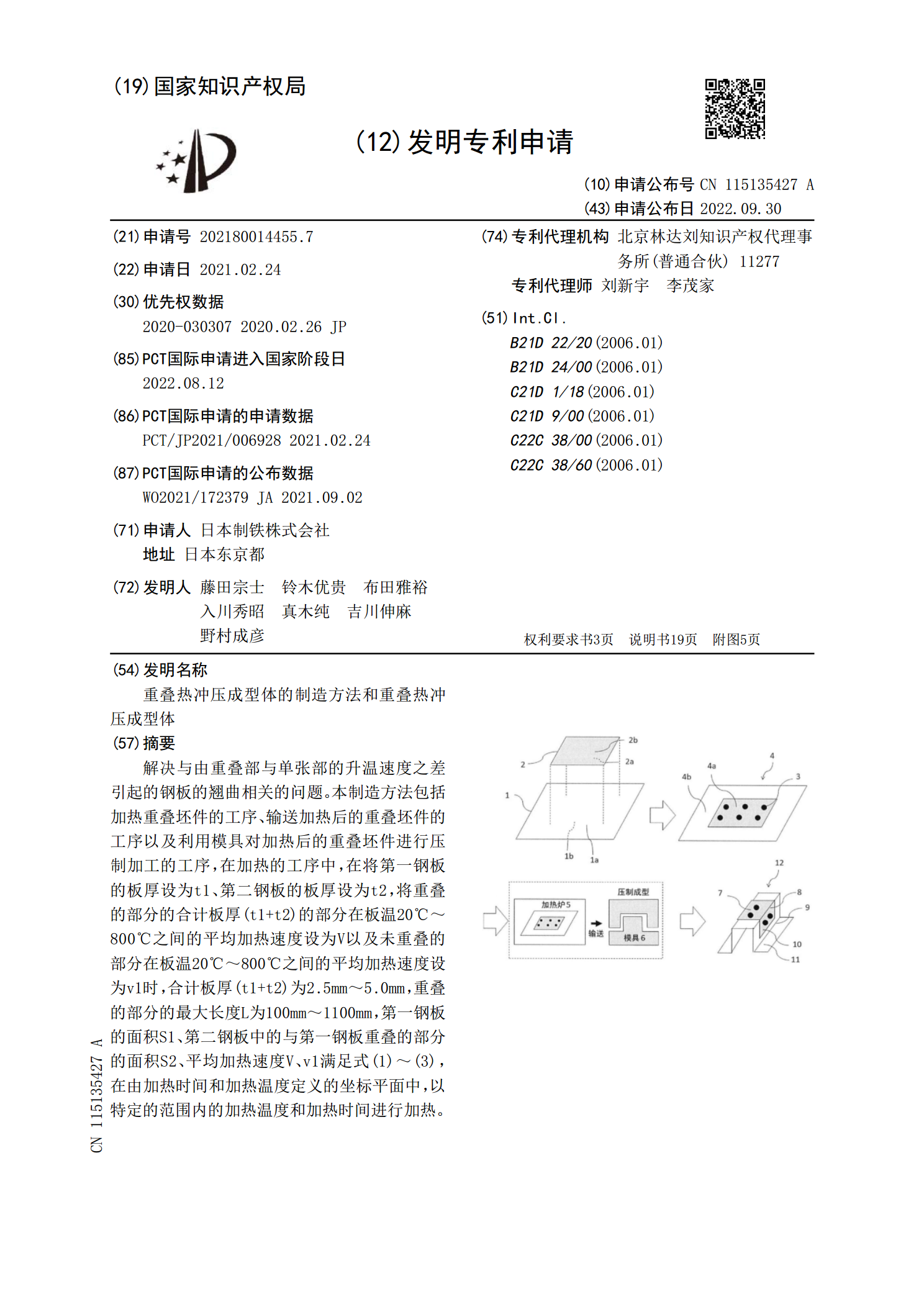
重叠热冲压成型体的制造方法和重叠热冲压成型体.pdf
解决与由重叠部与单张部的升温速度之差引起的钢板的翘曲相关的问题。本制造方法包括加热重叠坯件的工序、输送加热后的重叠坯件的工序以及利用模具对加热后的重叠坯件进行压制加工的工序,在加热的工序中,在将第一钢板的板厚设为t1、第二钢板的板厚设为t2,将重叠的部分的合计板厚(t1+t2)的部分在板温20℃~800℃之间的平均加热速度设为V以及未重叠的部分在板温20℃~800℃之间的平均加热速度设为v1时,合计板厚(t1+t2)为2.5mm~5.0mm,重叠的部分的最大长度L为100mm~1100mm,第一钢板的面积
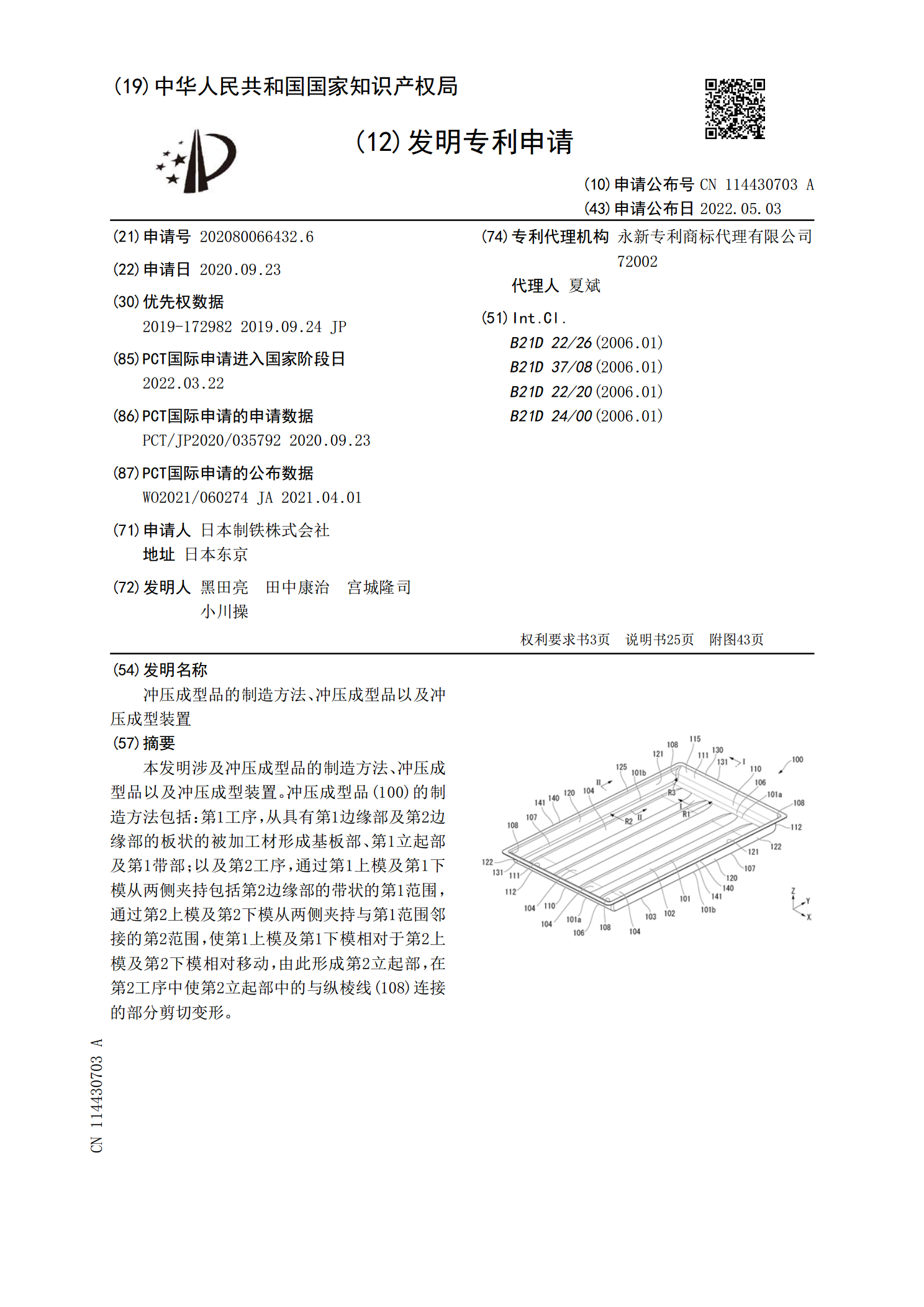
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。