
花键轴叉锻造工艺课程设计.doc

可爱****乐多


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

花键轴叉锻造工艺课程设计.doc
花键轴叉锻造工艺设计姓名:XXX指引老师:郑传林学号:100118024班级:10材料日期:.6.18目录任务书…………………………………………………………………………1一、摘要………………………………………………………………………………3二、零件分析及工艺方案设定………………………………………………………31、零件分析………………………………………………………………………32、拟定工艺方案…………………………………………………………………3三、绘制锻件图…………………………………………………………………
下支架连接叉锻造工艺.pdf
本发明涉及车辆动力总成的下支架连接叉锻造加工,目的是提供一种下支架连接叉锻造工艺,该工艺显著提高加工效率和产品性能。下支架连接叉锻造工艺,其特征在于:用电加热炉加热圆钢到1050-1100℃,然后在45秒内将圆钢锻打为成品。优选的,所述电加热炉加热圆钢到1085-1093℃。本发明采用简单的工艺改进,利用现有设备,通过工艺指标的变化调整和精确控制,缩短了产品加工周期,提高了产品加工效率和产品的性能。

花键轴课程设计.doc
目录设计任务书------------------------------------------------------------------------------3课程设计说明书正文---------------------------------------------------------------4一零件的分析------------------------------------------------------------------------41

花键轴课程设计.doc
加工工艺工艺课程设计花键轴零件加工工艺教学单位:机电工程系班级:数控加工092班设计:徐胜学号:指导:彭京城老师湖南铁道职业技术学院2023年5月7日目录课程设计课题任务书……………………………………………………………3第一部分零件工艺分析花键轴介绍………………………………………………………………………5图样分析…………………………………………………………………………5第二部分工艺设计毛坯选择…………………………………………………………………………7材料及热解决…………………………………………………………
一种花键轴叉热处理工艺.pdf
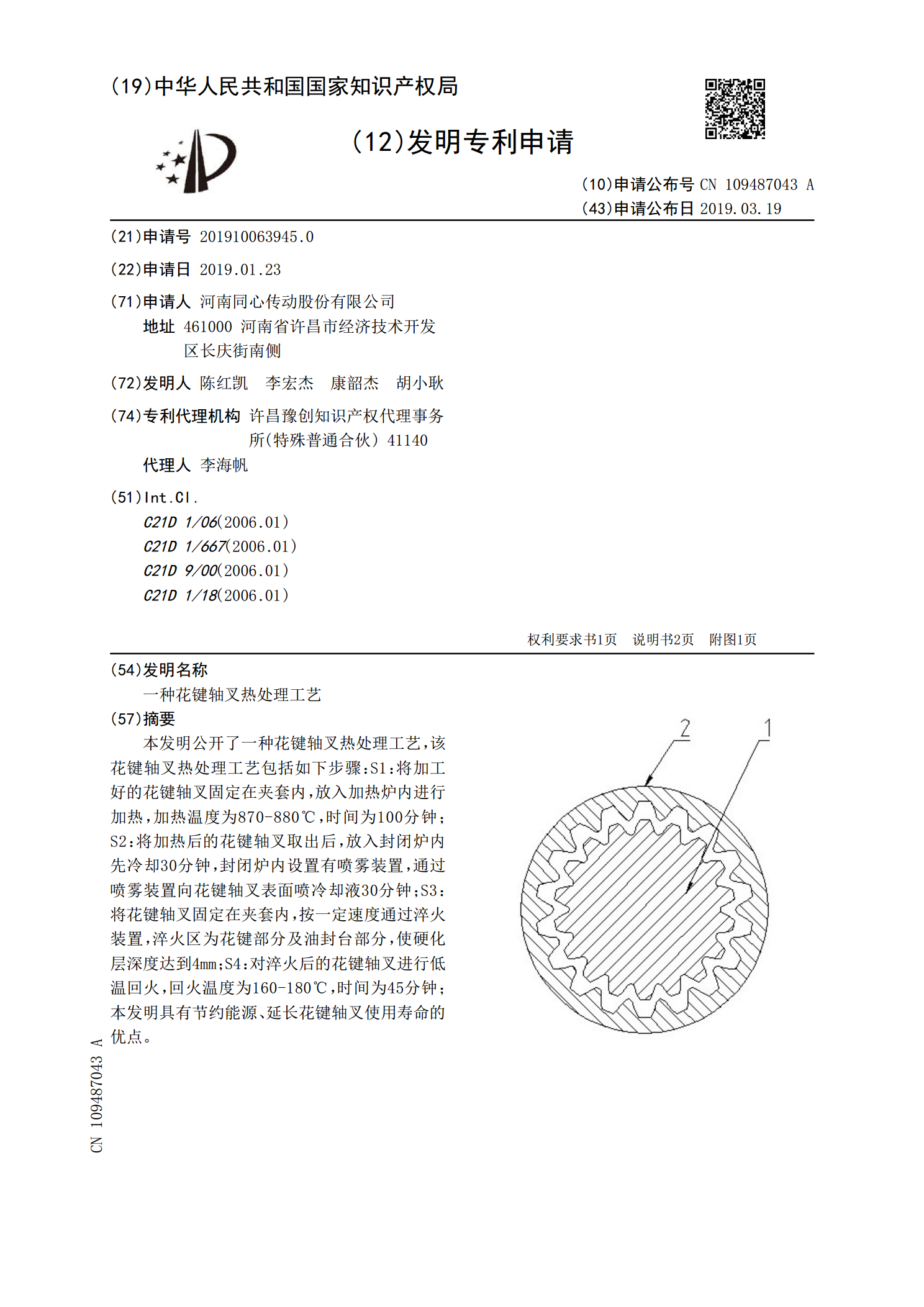
本发明公开了一种花键轴叉热处理工艺,该花键轴叉热处理工艺包括如下步骤:S1:将加工好的花键轴叉固定在夹套内,放入加热炉内进行加热,加热温度为870‑880℃,时间为100分钟;S2:将加热后的花键轴叉取出后,放入封闭炉内先冷却30分钟,封闭炉内设置有喷雾装置,通过喷雾装置向花键轴叉表面喷冷却液30分钟;S3:将花键轴叉固定在夹套内,按一定速度通过淬火装置,淬火区为花键部分及油封台部分,使硬化层深度达到4mm;S4:对淬火后的花键轴叉进行低温回火,回火温度为160‑180℃,时间为45分钟;本发明具有节约能