
一种2000MPa级热成形钢板的电阻点焊方法.pdf

大渊****公主


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种2000MPa级热成形钢板的电阻点焊方法.pdf
本发明涉及一种2000MPa级热压成形钢板的电阻点焊方法,方法包括如下步骤:对初始组织为铁素体+珠光体无涂层的原料依据热成形工艺进行平模热冲压,制得2000MPa级热压成形钢板;将所述热成形钢板裁剪成所需尺寸的焊接试样,并用酒精擦拭,清理表面残留物后备用;将表面处理后的所述焊接试样以剪切拉伸方式搭接进行叠放;使用中频直流电阻点焊机进行焊接,采用半球形电极头,焊接压力为4.0~6.0kN,焊接电流为5.6~7.5kA,焊接时间为300~500ms;对焊点进行在线回火处理,回火电流为4.5~5.2kA,回火时

铝硅镀层2000MPa级热成形钢的电阻点焊工艺.pdf
本发明公开了一种铝硅镀层2000MPa级热成形钢的电阻点焊工艺,其工艺步骤为:1)对待焊钢板进行第一次焊接;第一次焊接的焊接电流I
超高强度热成形钢板点焊方法.pdf
本发明涉及钢板点焊技术领域,且公开了超高强度热成形钢板的焊接装置,包括焊钳变压器,所述焊钳变压器正面的一侧固定连接有焊钳安装支架,所述焊钳变压器前端的上部固定连接有焊机静电极臂,所述焊机静电极臂一侧的内部安装有紧固螺母,所述焊机静电极臂的一侧安装有焊钳静握杆,所述焊钳静握杆的下部安装有电极帽。该超高强度热成形钢板点焊方法,通过采用本发明工艺通过采用两段加热+多脉冲焊接方式,解决超高强度热成形钢板焊点飞溅大、强度不足等问题,所涉及的冷却时间CT、焊接脉冲次数调整范围大,为不同板件组合工艺设计调整减低了难度、
一种用于热镀锌热成形钢的电阻点焊方法.pdf
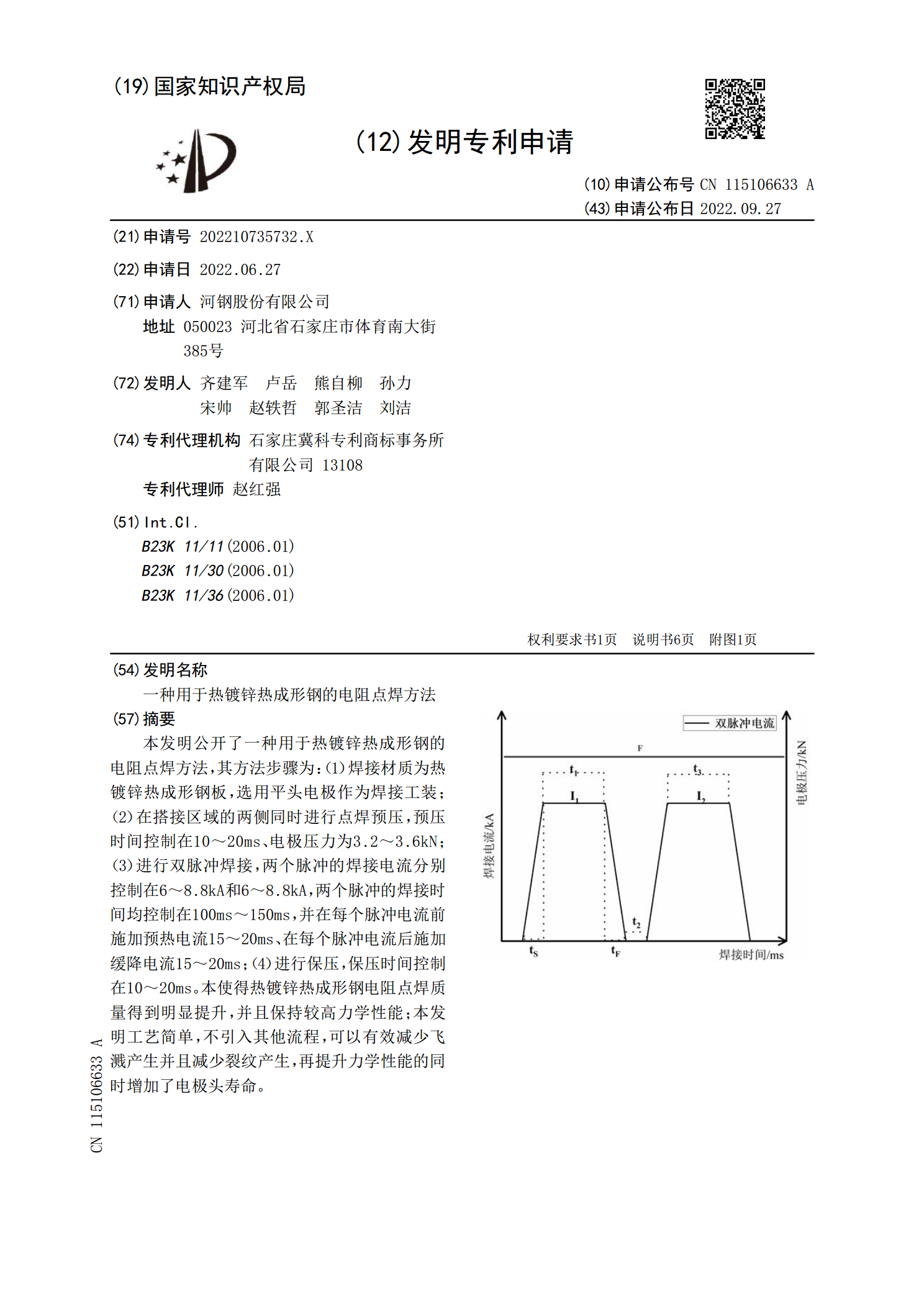
本发明公开了一种用于热镀锌热成形钢的电阻点焊方法,其方法步骤为:(1)焊接材质为热镀锌热成形钢板,选用平头电极作为焊接工装;(2)在搭接区域的两侧同时进行点焊预压,预压时间控制在10~20ms、电极压力为3.2~3.6kN;(3)进行双脉冲焊接,两个脉冲的焊接电流分别控制在6~8.8kA和6~8.8kA,两个脉冲的焊接时间均控制在100ms~150ms,并在每个脉冲电流前施加预热电流15~20ms、在每个脉冲电流后施加缓降电流15~20ms;(4)进行保压,保压时间控制在10~20ms。本使得热镀锌热成形
一种热成形钢板辊压成形装置及方法.pdf
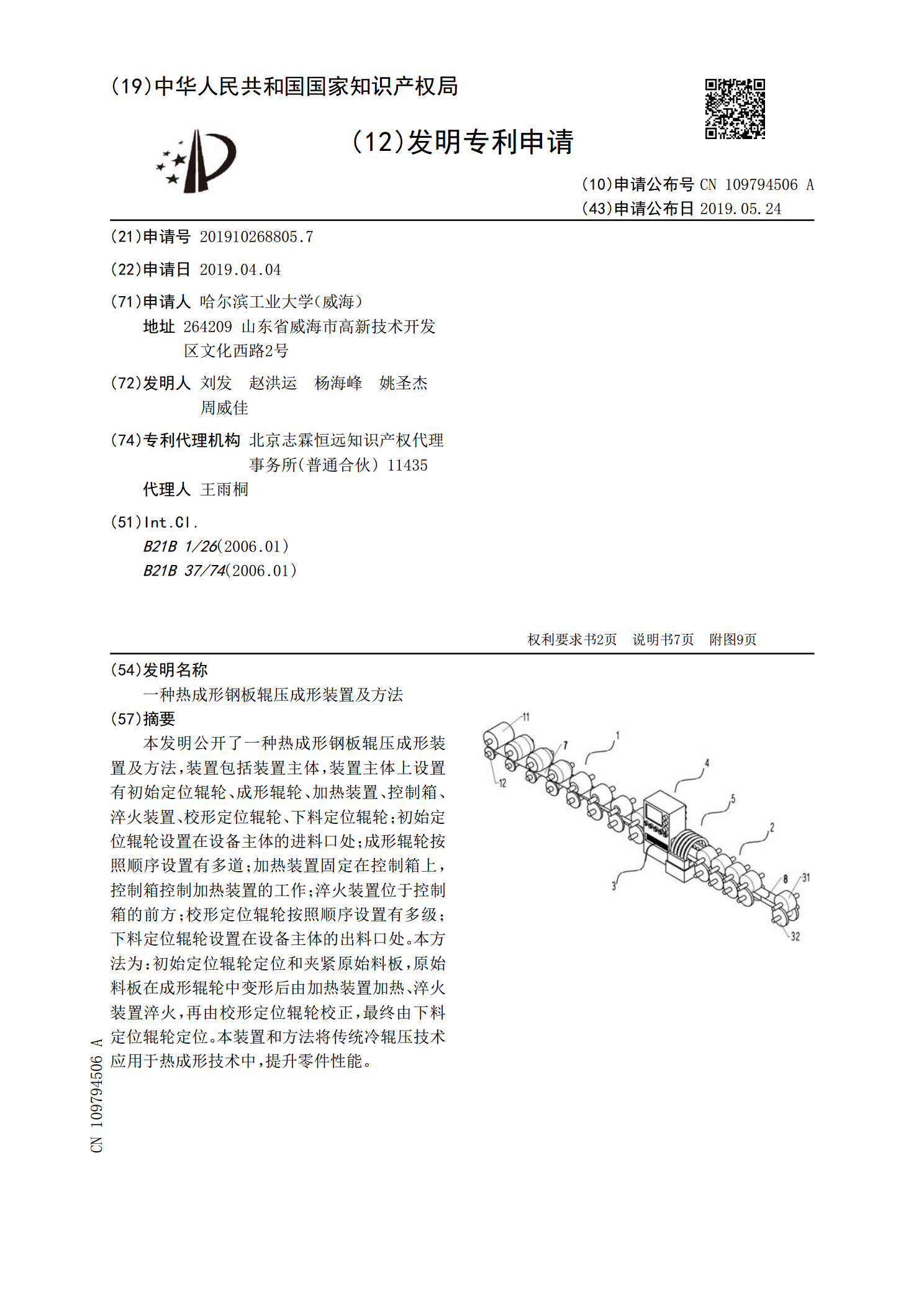
本发明公开了一种热成形钢板辊压成形装置及方法,装置包括装置主体,装置主体上设置有初始定位辊轮、成形辊轮、加热装置、控制箱、淬火装置、校形定位辊轮、下料定位辊轮;初始定位辊轮设置在设备主体的进料口处;成形辊轮按照顺序设置有多道;加热装置固定在控制箱上,控制箱控制加热装置的工作;淬火装置位于控制箱的前方;校形定位辊轮按照顺序设置有多级;下料定位辊轮设置在设备主体的出料口处。本方法为:初始定位辊轮定位和夹紧原始料板,原始料板在成形辊轮中变形后由加热装置加热、淬火装置淬火,再由校形定位辊轮校正,最终由下料定位辊轮