
铸态高强度球墨铸铁的生产工艺分析.docx

书生****22


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铸态高强度球墨铸铁的生产工艺分析.docx
铸态高强度球墨铸铁的生产工艺分析【摘要】分析了采用中频炉熔炼生产QT500-7球墨铸铁件的工艺过程。讨论了如何合理控制铁水成分、选择合适球化处理方法生产出符合标准要求的合格铸件。【关键词】高强度球墨铸铁成分球化孕育球墨铸铁自1947年问世以来以其优良的性能在很多领域可以替代铸钢所以在机械制造行业被广泛应用。球铁优良的性能与其石墨形态关系密切球形的石墨改善其对基体的割裂作用使其具有高力学性能的同时还具有较好的耐磨性、减震性等优点。球墨铸铁
一种铸态高强度高韧性球墨铸铁的生产工艺.pdf
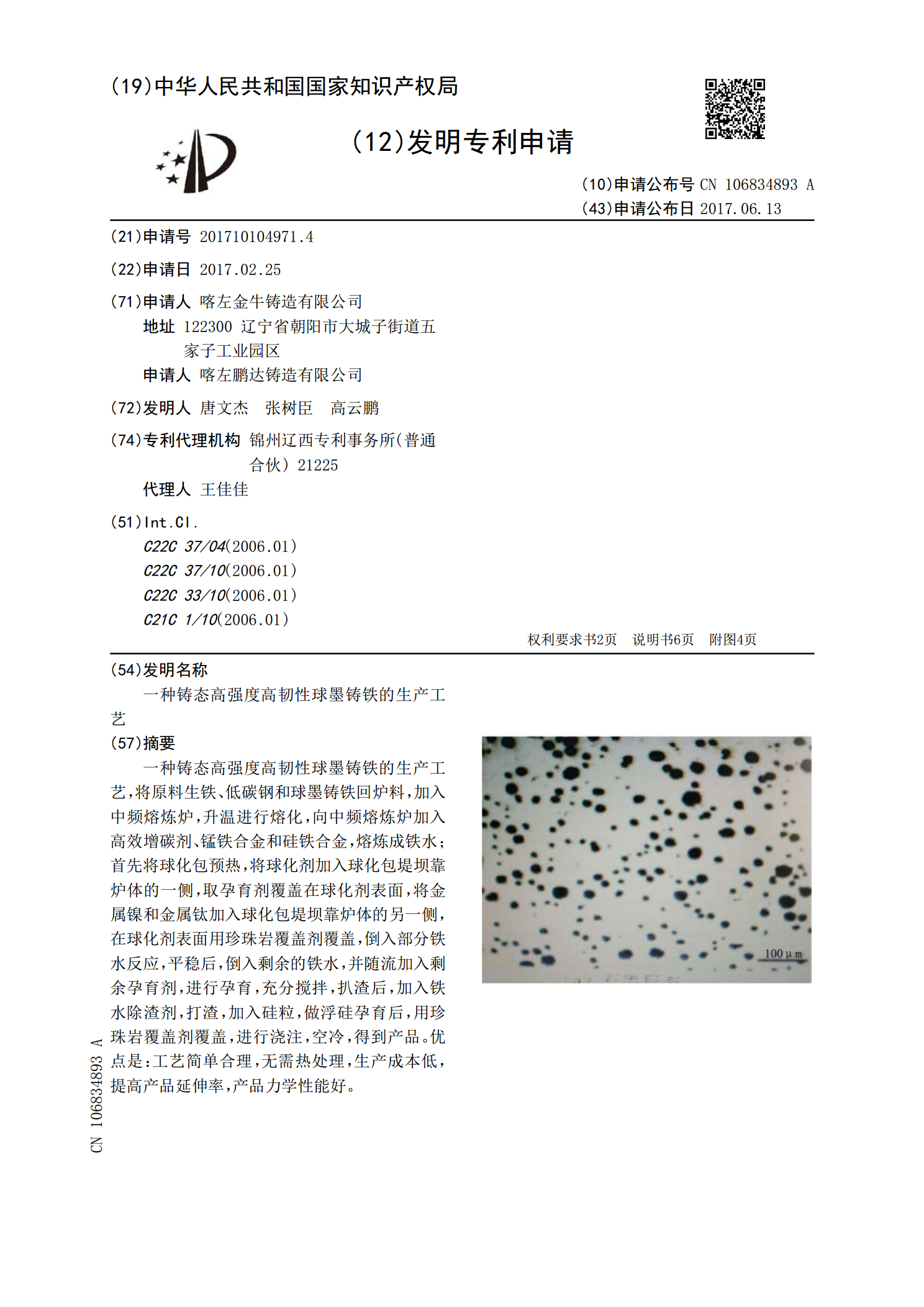
一种铸态高强度高韧性球墨铸铁的生产工艺,将原料生铁、低碳钢和球墨铸铁回炉料,加入中频熔炼炉,升温进行熔化,向中频熔炼炉加入高效增碳剂、锰铁合金和硅铁合金,熔炼成铁水;首先将球化包预热,将球化剂加入球化包堤坝靠炉体的一侧,取孕育剂覆盖在球化剂表面,将金属镍和金属钛加入球化包堤坝靠炉体的另一侧,在球化剂表面用珍珠岩覆盖剂覆盖,倒入部分铁水反应,平稳后,倒入剩余的铁水,并随流加入剩余孕育剂,进行孕育,充分搅拌,扒渣后,加入铁水除渣剂,打渣,加入硅粒,做浮硅孕育后,用珍珠岩覆盖剂覆盖,进行浇注,空冷,得到产品。优
铸态高强度球墨铸铁及其制备方法.pdf
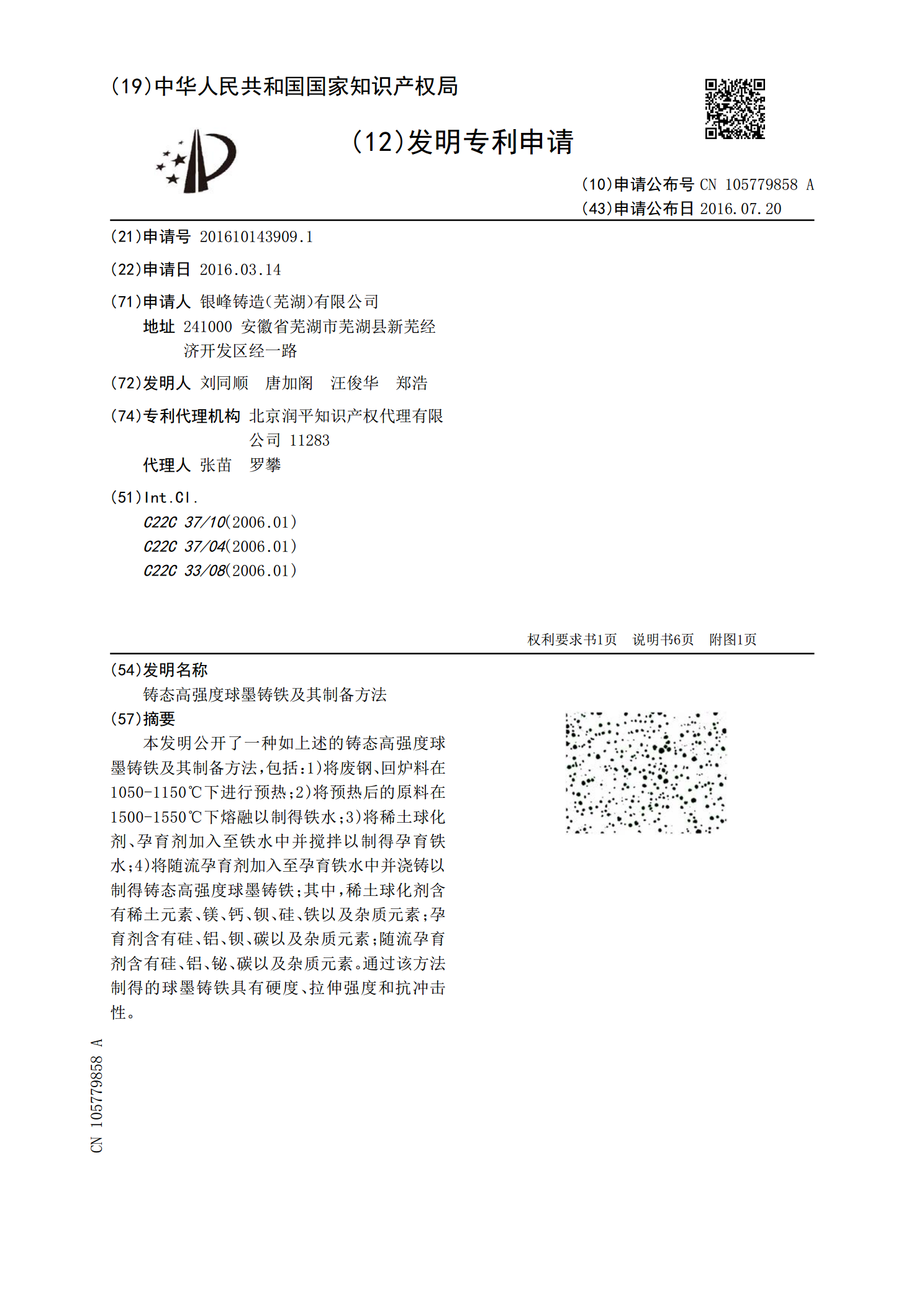
本发明公开了一种如上述的铸态高强度球墨铸铁及其制备方法,包括:1)将废钢、回炉料在1050?1150℃下进行预热;2)将预热后的原料在1500?1550℃下熔融以制得铁水;3)将稀土球化剂、孕育剂加入至铁水中并搅拌以制得孕育铁水;4)将随流孕育剂加入至孕育铁水中并浇铸以制得铸态高强度球墨铸铁;其中,稀土球化剂含有稀土元素、镁、钙、钡、硅、铁以及杂质元素;孕育剂含有硅、铝、钡、碳以及杂质元素;随流孕育剂含有硅、铝、铋、碳以及杂质元素。通过该方法制得的球墨铸铁具有硬度、拉伸强度和抗冲击性。
铸态高韧性高强度球墨铸铁的熔炼方法.pdf
本发明一种铸态高韧性高强度球墨铸铁的熔炼方法,其步骤为:步骤1备料:选用生铁、废钢和回炉料作为原料;步骤2配料:采用步骤1原料,以质量百分比计,选取生铁20%‑40%、废钢30%‑40%、回炉料20%‑50%;步骤3熔炼:将步骤2中配好的原料加入中频熔炼炉中,升温并进行熔化,熔化时在炉底部位加入增碳剂,熔化至要求出炉温度;步骤4球化及浇注处理:球化前先将球化包和浇筑包预热到600℃‑800℃,将球化剂、孕育剂、覆盖剂依次放入球化包放料坑内,进行三次孕育;步骤5出箱。本发明操作简单,通过加入大比例的废钢和回
关于铸态球墨铸铁铸造缺陷的初步分析.pdf