
金属弯头冷挤压成型装置.pdf

依波****bc


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属弯头冷挤压成型装置.pdf
本发明涉及一种用来加工金属管件的金属弯头冷挤压成型装置。解决了传统弯管技术中需要填充造成填充物损耗严重,而且工序时间长,管件弯曲成本高的缺点,包括能插入模腔的挤压模芯及用于推动模腔内待加工管件的推芯棒,挤压模芯包括基轴和工作端,基轴与模腔的内径相适配,工作端与模腔的内壁至少留有一个与管件壁厚相等的间隙,工作端沿基轴轴向的投影为圆形,圆形与待加工管件的内径相吻合。工作端的轴向投影为圆形,这样工作端退出后可以对管件进行修整,使得管件的端部为圆形,管件挤压弯曲一次成型,不需要冷却,弯曲时间少,操作简单,效率高,
超薄壁不锈钢弯头成型装置.pdf
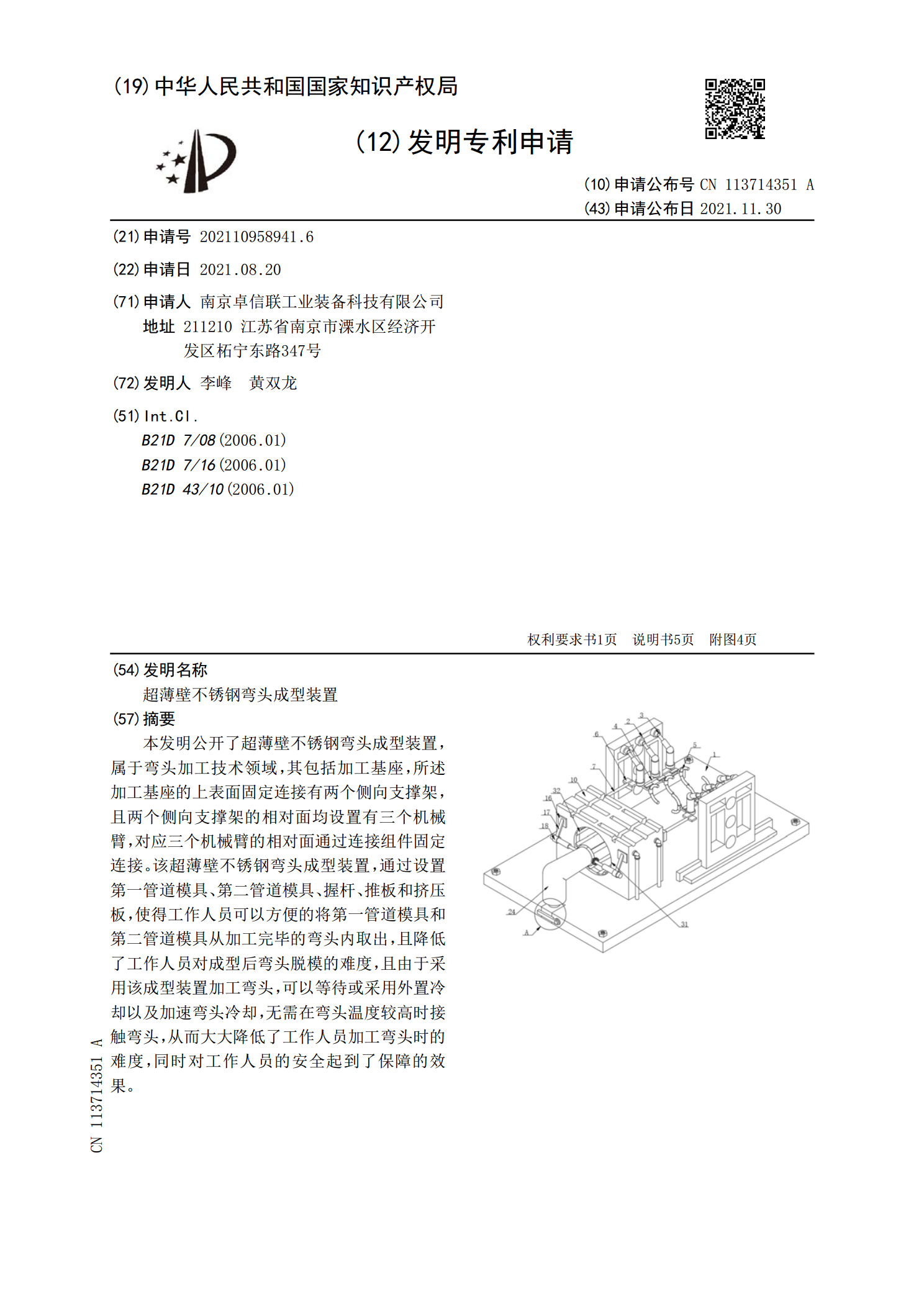
本发明公开了超薄壁不锈钢弯头成型装置,属于弯头加工技术领域,其包括加工基座,所述加工基座的上表面固定连接有两个侧向支撑架,且两个侧向支撑架的相对面均设置有三个机械臂,对应三个机械臂的相对面通过连接组件固定连接。该超薄壁不锈钢弯头成型装置,通过设置第一管道模具、第二管道模具、握杆、推板和挤压板,使得工作人员可以方便的将第一管道模具和第二管道模具从加工完毕的弯头内取出,且降低了工作人员对成型后弯头脱模的难度,且由于采用该成型装置加工弯头,可以等待或采用外置冷却以及加速弯头冷却,无需在弯头温度较高时接触弯头,从

冷挤压成型双金属轴套成型工艺与性能研究任务书.docx
冷挤压成型双金属轴套成型工艺与性能研究任务书一、研究背景双金属轴套是由两种不同材料组成的轴套,通常由质量优良的材料作为内层,而外层采用耐磨性能较好的材料。双金属轴套具有较高的强度,耐磨性能,耐腐蚀性能和抗疲劳性能等优点,因此广泛应用于各类机械设备中,如汽车、工程机械、冶金机械及建筑工程机械等。通过冷挤压成型工艺制造的双金属轴套具有良好的机械性能和长寿命,所以被广泛的应用于各类精密轴承、大型机器零部件、工程机械等领域。双金属轴套制造工艺是一个复杂的过程,需要对原材料、成型工艺、加热和冷却等方面进行研究和优化
弯头成型模具及成型方法.pdf
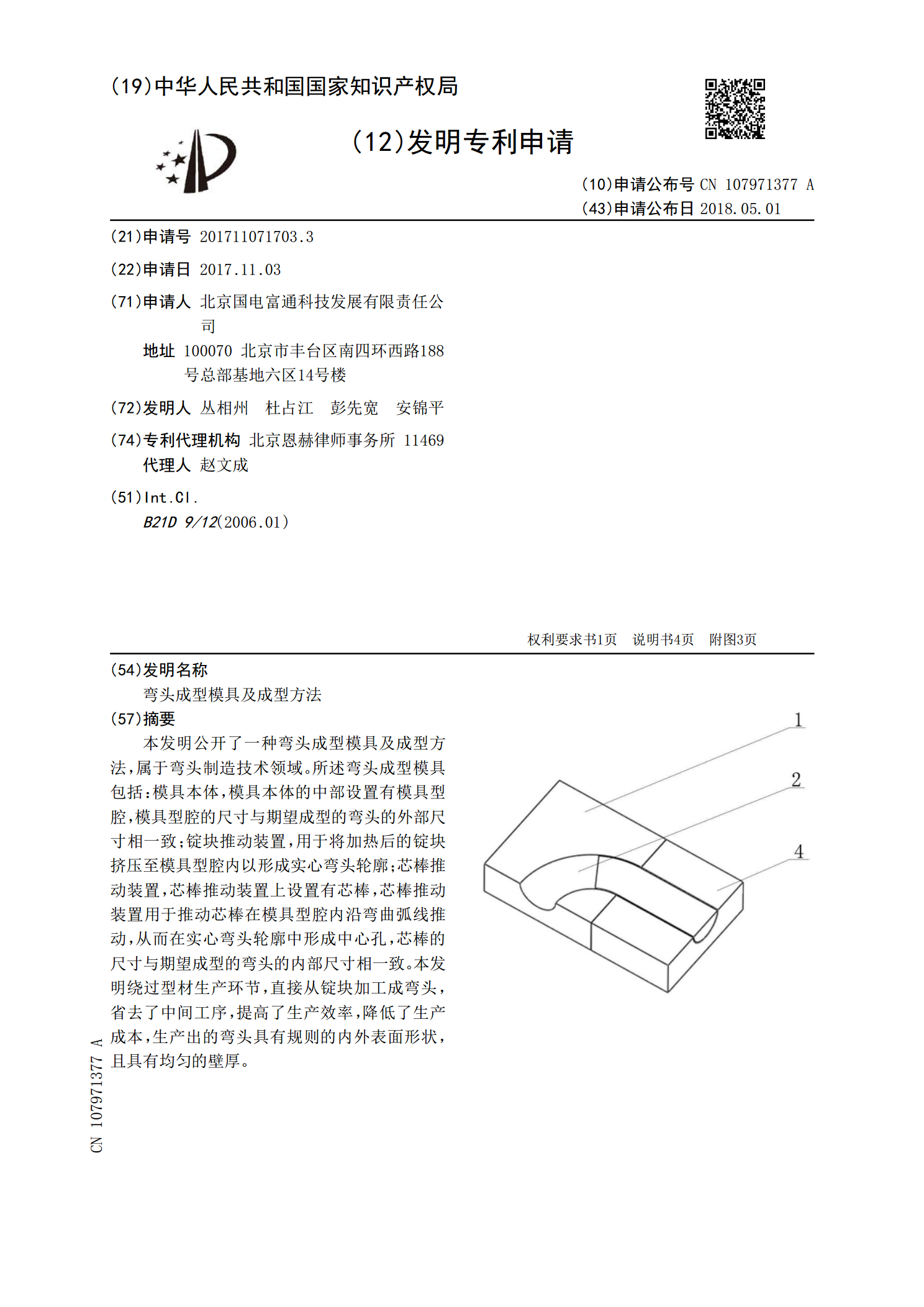
本发明公开了一种弯头成型模具及成型方法,属于弯头制造技术领域。所述弯头成型模具包括:模具本体,模具本体的中部设置有模具型腔,模具型腔的尺寸与期望成型的弯头的外部尺寸相一致;锭块推动装置,用于将加热后的锭块挤压至模具型腔内以形成实心弯头轮廓;芯棒推动装置,芯棒推动装置上设置有芯棒,芯棒推动装置用于推动芯棒在模具型腔内沿弯曲弧线推动,从而在实心弯头轮廓中形成中心孔,芯棒的尺寸与期望成型的弯头的内部尺寸相一致。本发明绕过型材生产环节,直接从锭块加工成弯头,省去了中间工序,提高了生产效率,降低了生产成本,生产出的
一种具有清理功能的冷挤压成型装置.pdf
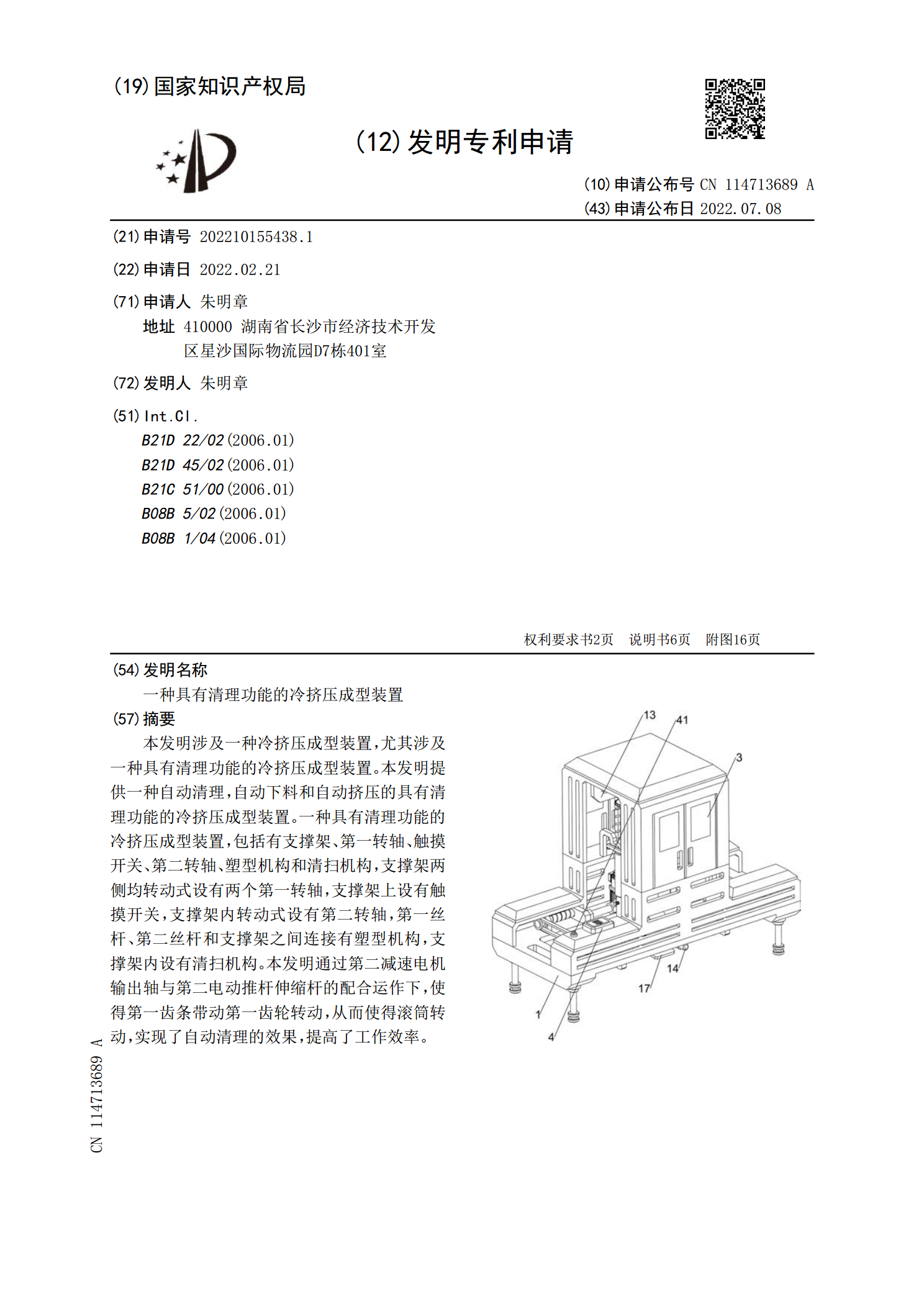
本发明涉及一种冷挤压成型装置,尤其涉及一种具有清理功能的冷挤压成型装置。本发明提供一种自动清理,自动下料和自动挤压的具有清理功能的冷挤压成型装置。一种具有清理功能的冷挤压成型装置,包括有支撑架、第一转轴、触摸开关、第二转轴、塑型机构和清扫机构,支撑架两侧均转动式设有两个第一转轴,支撑架上设有触摸开关,支撑架内转动式设有第二转轴,第一丝杆、第二丝杆和支撑架之间连接有塑型机构,支撑架内设有清扫机构。本发明通过第二减速电机输出轴与第二电动推杆伸缩杆的配合运作下,使得第一齿条带动第一齿轮转动,从而使得滚筒转动,实