
硬质脆性板的倒角装置.pdf

Jo****31


1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

硬质脆性板的倒角装置.pdf
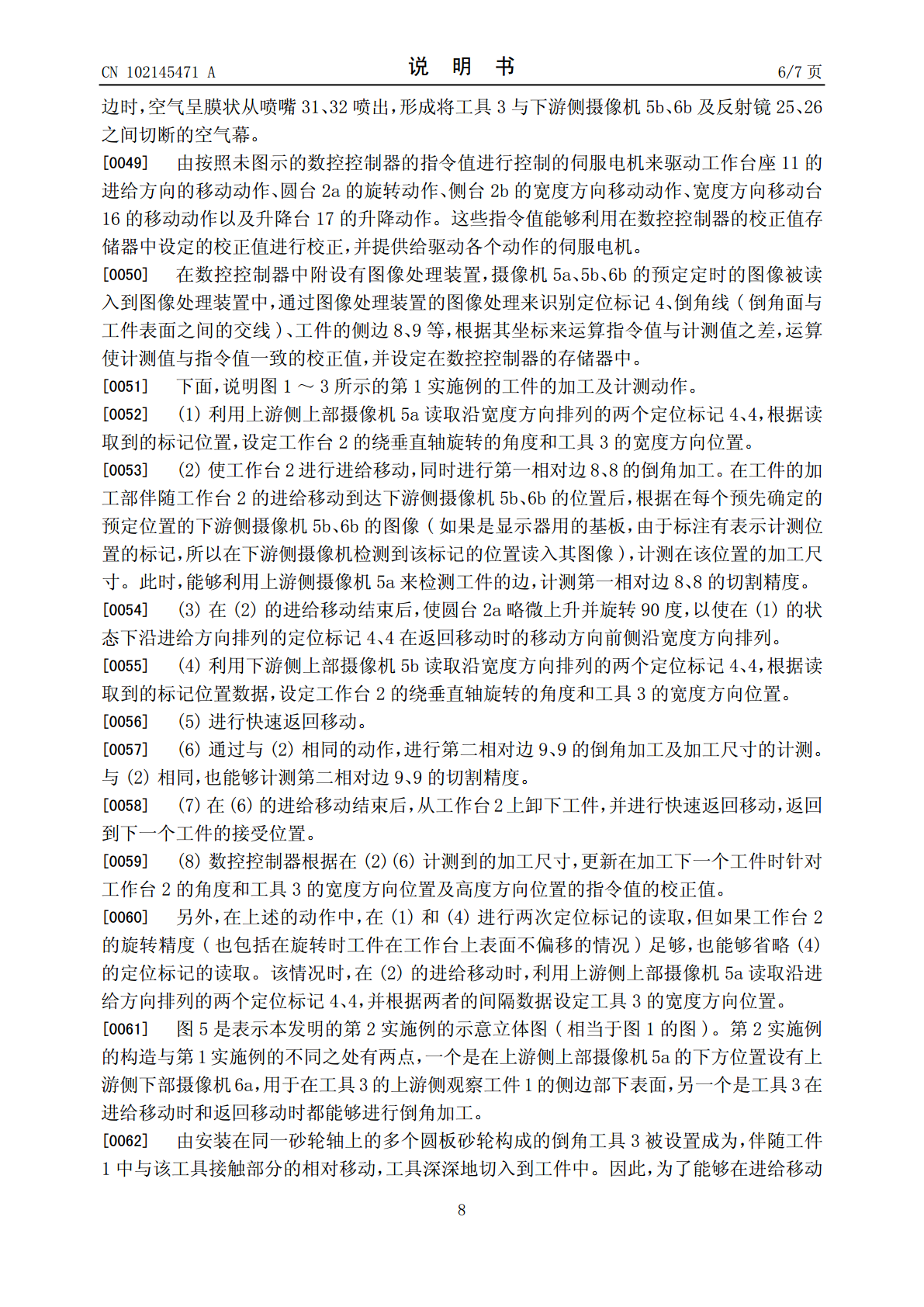
提供一种硬质脆性板的倒角装置,用于加工显示器面板用的玻璃基板及其他硬质脆性板的边,所述倒角装置能够对加工后的全部工件进行加工尺寸的计测而完全或几乎不增加生产节拍,因此能够实现更高的加工精度且不会降低加工精度。在工作台相对工具的进给方向上游侧的宽度方向两侧,配置观察工件的两侧边部的上表面的上游侧上部摄像机,同时设置在工具的工作台进给方向下游侧对工件的两侧边部上表面进行观察的下游侧上部摄像机、和在该下游侧对工件的两侧边部下表面进行观察的下游侧下部摄像机。使工作台进行进给移动同时进行倒角加工,在进行加工后马上利
硬质脆性板的倒角加工方法以及倒角加工装置.pdf
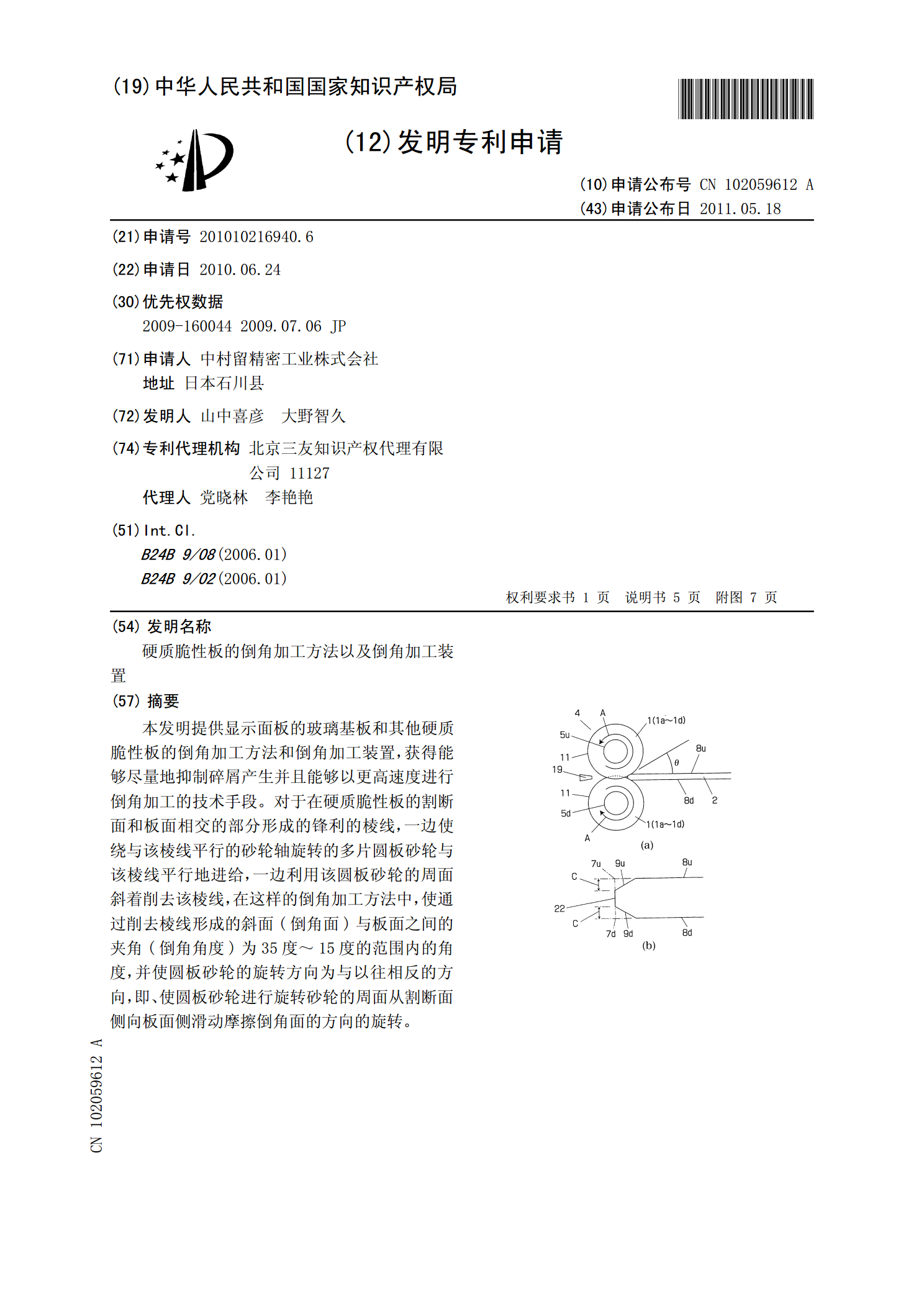
本发明提供显示面板的玻璃基板和其他硬质脆性板的倒角加工方法和倒角加工装置,获得能够尽量地抑制碎屑产生并且能够以更高速度进行倒角加工的技术手段。对于在硬质脆性板的割断面和板面相交的部分形成的锋利的棱线,一边使绕与该棱线平行的砂轮轴旋转的多片圆板砂轮与该棱线平行地进给,一边利用该圆板砂轮的周面斜着削去该棱线,在这样的倒角加工方法中,使通过削去棱线形成的斜面(倒角面)与板面之间的夹角(倒角角度)为35度~15度的范围内的角度,并使圆板砂轮的旋转方向为与以往相反的方向,即、使圆板砂轮进行旋转砂轮的周面从割断面侧向

硬质脆性板的穿孔加工方法和装置.pdf
本发明提供一种硬质脆性板的穿孔加工方法和装置,在玻璃板等硬质脆性板上形成贯穿板厚方向的圆孔、长孔、槽孔等的穿孔加工中,能够尽可能地防止加工时产生的大的缺口、裂纹,并能够加工出尺寸、形状不同的圆孔和槽孔。穿孔砂轮是在末端具有沿板厚方向磨削硬质脆性板的末端面的圆柱形砂轮,并且是直径比要加工的圆孔或槽宽要小的砂轮。控制器具有槽孔加工单元,该槽孔加工单元将工件轴的旋转角度设为θ或Δθ,将砂轮座的移动量设为x,并至少保持以下关系地进行控制:x=(A+R-r)/cosθ、x=CcosΔθ+(R-r)cosφ,其中si
脆性材料基板的倒角方法.pdf
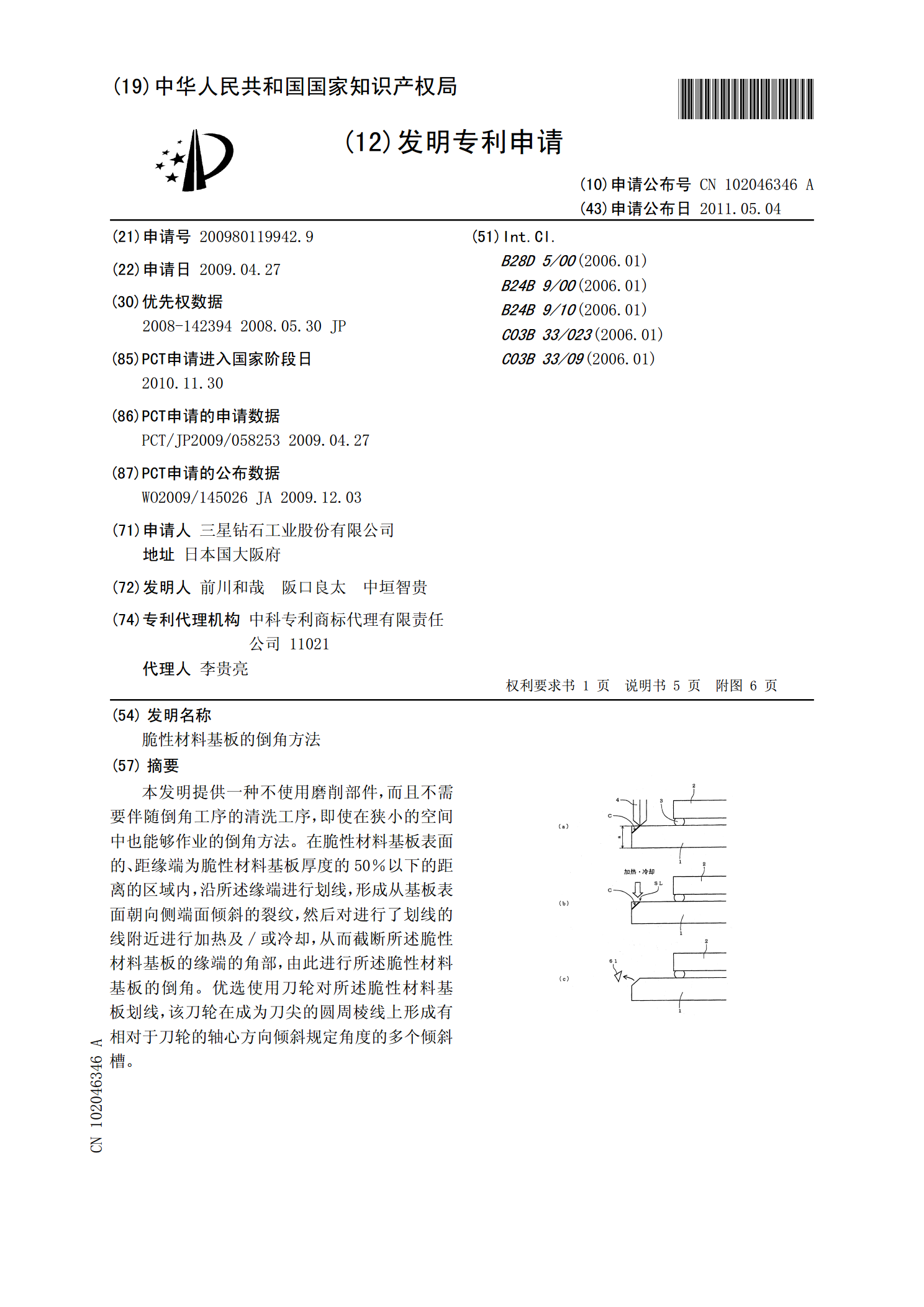
本发明提供一种不使用磨削部件,而且不需要伴随倒角工序的清洗工序,即使在狭小的空间中也能够作业的倒角方法。在脆性材料基板表面的、距缘端为脆性材料基板厚度的50%以下的距离的区域内,沿所述缘端进行划线,形成从基板表面朝向侧端面倾斜的裂纹,然后对进行了划线的线附近进行加热及/或冷却,从而截断所述脆性材料基板的缘端的角部,由此进行所述脆性材料基板的倒角。优选使用刀轮对所述脆性材料基板划线,该刀轮在成为刀尖的圆周棱线上形成有相对于刀轮的轴心方向倾斜规定角度的多个倾斜槽。
一种硅酸钙板倒角装置.pdf
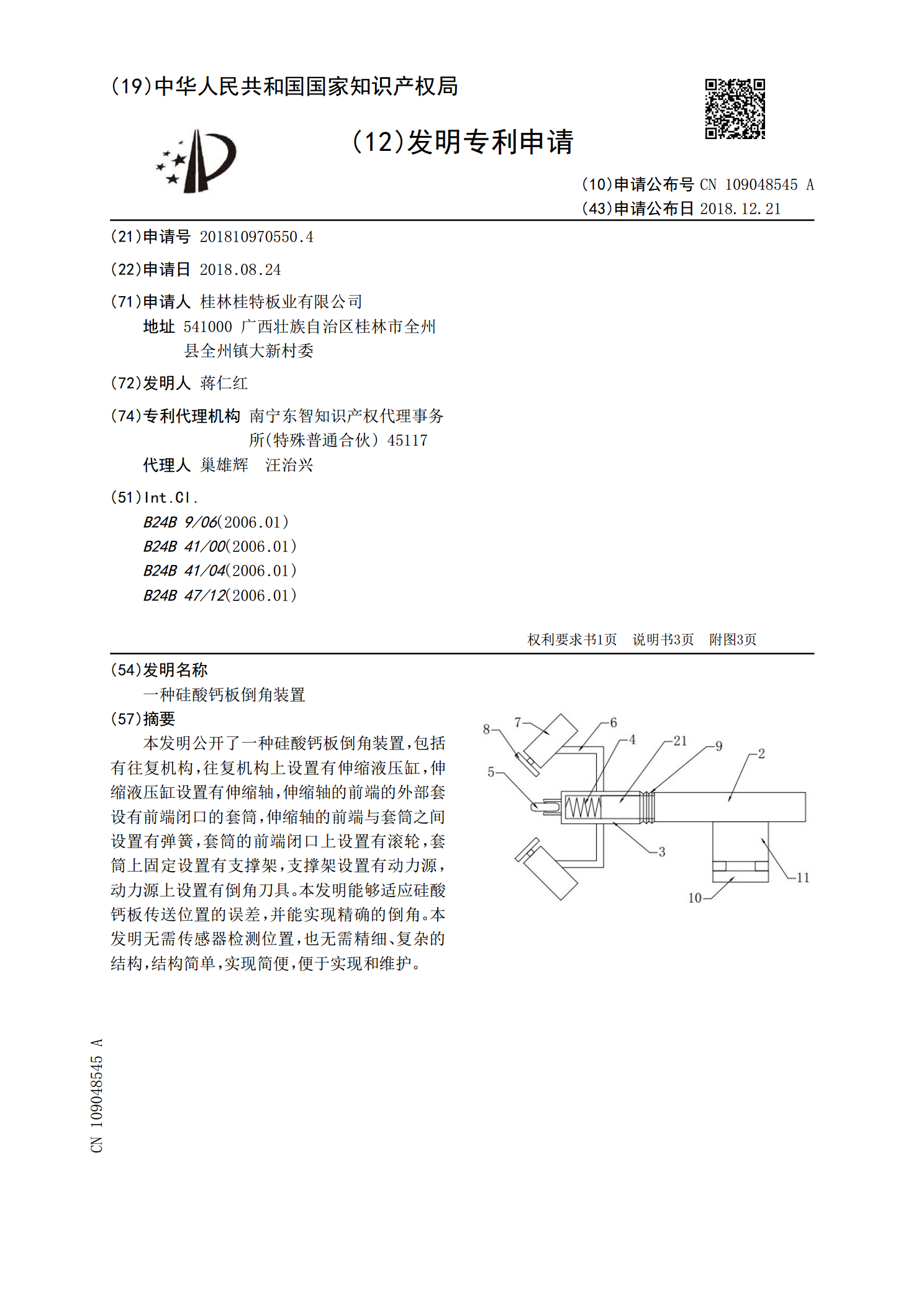
本发明公开了一种硅酸钙板倒角装置,包括有往复机构,往复机构上设置有伸缩液压缸,伸缩液压缸设置有伸缩轴,伸缩轴的前端的外部套设有前端闭口的套筒,伸缩轴的前端与套筒之间设置有弹簧,套筒的前端闭口上设置有滚轮,套筒上固定设置有支撑架,支撑架设置有动力源,动力源上设置有倒角刀具。本发明能够适应硅酸钙板传送位置的误差,并能实现精确的倒角。本发明无需传感器检测位置,也无需精细、复杂的结构,结构简单,实现简便,便于实现和维护。