
接合构件的制造方法及摩擦搅拌接合装置.pdf

是你****馨呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

接合构件的制造方法及摩擦搅拌接合装置.pdf
本发明涉及对彼此相接的两个被接合构件(1、2)进行摩擦搅拌接合而制造接合构件的技术。在接合构件的制造方法中,实施滞留工序,在被接合构件(1)中形成接合起点(Sj)时的探针(11)的位置即探针起点位置(Sp)与在被接合构件(1)中形成接合终点时的探针的位置即探针终点位置中的至少一者的位置使探针(11)旋转规定时间。
接合构件制造装置及接合构件的制造方法.pdf
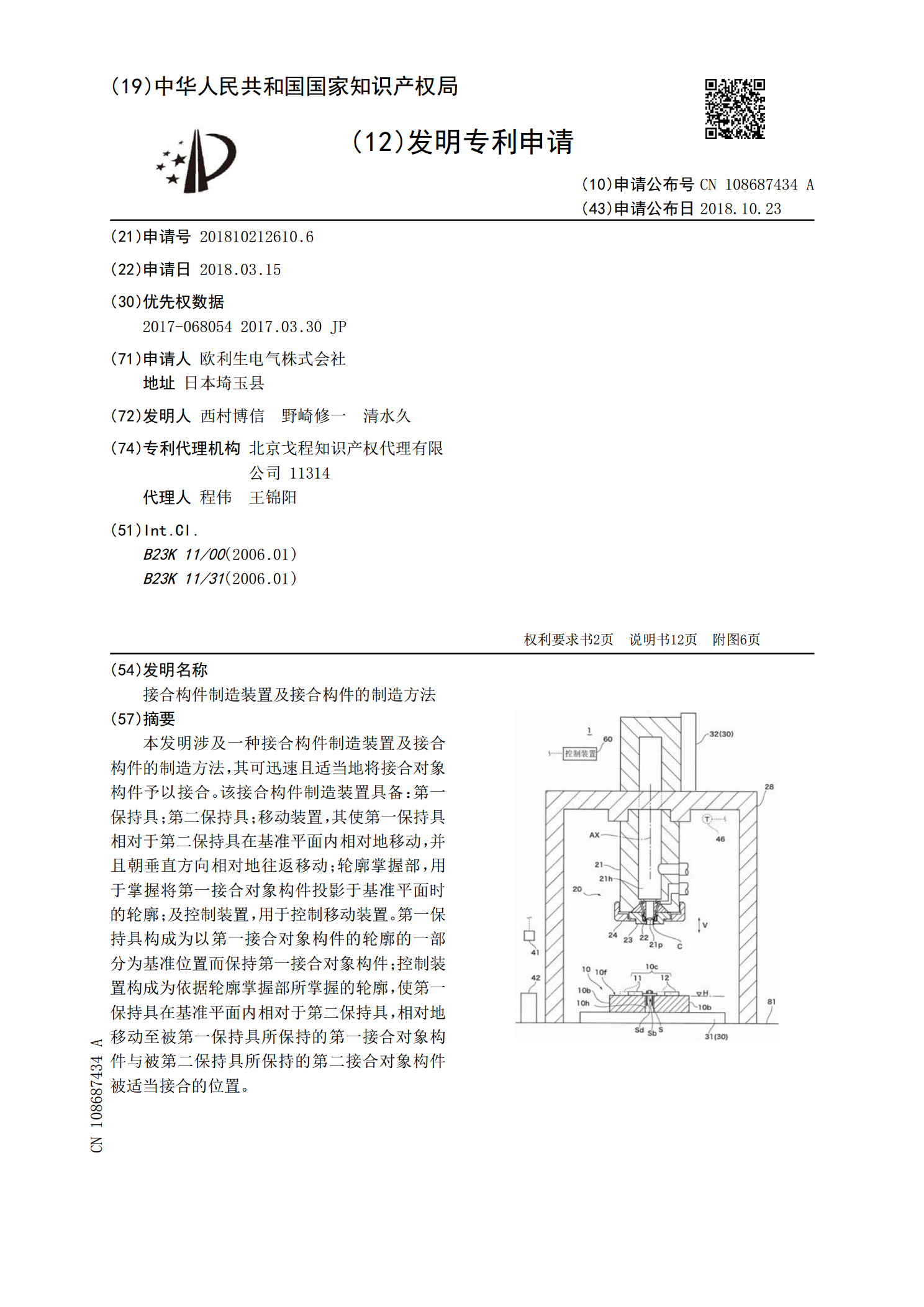
本发明涉及一种接合构件制造装置及接合构件的制造方法,其可迅速且适当地将接合对象构件予以接合。该接合构件制造装置具备:第一保持具;第二保持具;移动装置,其使第一保持具相对于第二保持具在基准平面内相对地移动,并且朝垂直方向相对地往返移动;轮廓掌握部,用于掌握将第一接合对象构件投影于基准平面时的轮廓;及控制装置,用于控制移动装置。第一保持具构成为以第一接合对象构件的轮廓的一部分为基准位置而保持第一接合对象构件;控制装置构成为依据轮廓掌握部所掌握的轮廓,使第一保持具在基准平面内相对于第二保持具,相对地移动至被第一
摩擦搅拌接合装置.pdf
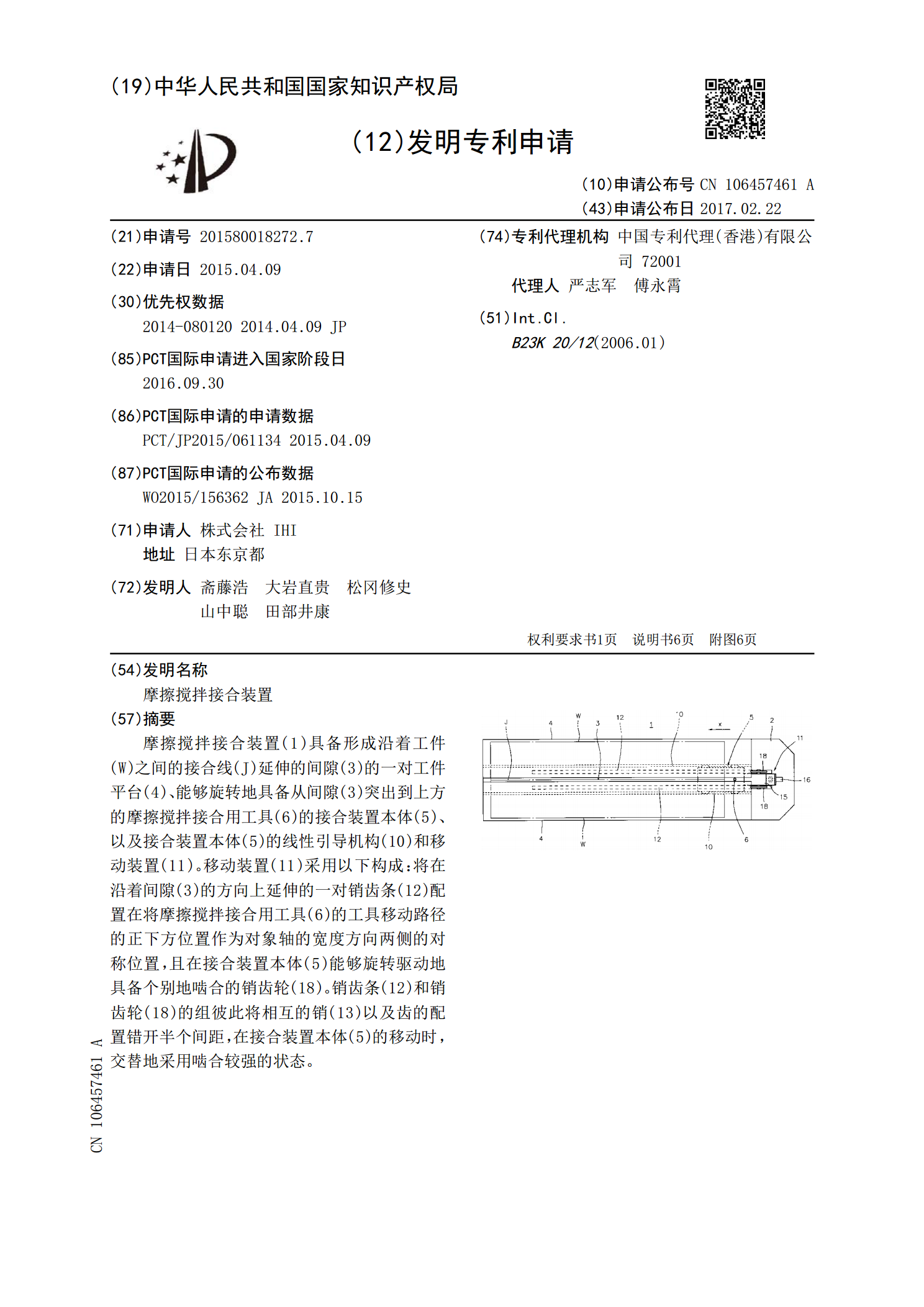
摩擦搅拌接合装置(1)具备形成沿着工件(W)之间的接合线(J)延伸的间隙(3)的一对工件平台(4)、能够旋转地具备从间隙(3)突出到上方的摩擦搅拌接合用工具(6)的接合装置本体(5)、以及接合装置本体(5)的线性引导机构(10)和移动装置(11)。移动装置(11)采用以下构成:将在沿着间隙(3)的方向上延伸的一对销齿条(12)配置在将摩擦搅拌接合用工具(6)的工具移动路径的正下方位置作为对象轴的宽度方向两侧的对称位置,且在接合装置本体(5)能够旋转驱动地具备个别地啮合的销齿轮(18)。销齿条(12)和销齿

橡胶构件的接合装置及接合方法.pdf
在本发明中,在将橡胶构件的端部叠合且接合到一起时,通过增加接合面积能够以比传统使用的接合面积小的接合面积进行接合。本发明是一种用于使橡胶构件(轮胎构成构件)(70)的在上侧的一端部(71)和在下侧的另一端部(72)叠合且接着接合橡胶构件(70)的端部的接合装置。绕着倾斜轴转动的加压辊(圆盘状辊)(45)在被压抵橡胶构件(70)的叠合着的上侧端部(71)的状态下滚动,并且上侧端部(71)通过此时产生的剪切力被拉伸,这增加了两端部(71、72)之间的接合面积。

摩擦搅拌点接合装置以及接缝构造.pdf
本发明所涉及的摩擦搅拌点接合装置具备:被形成为圆柱状的销部件(11);被形成为圆筒状并且在内部插通有销部件(11)的肩部件(12);使销部件(11)以及肩部件(12)绕与销部件(11)的轴心一致的轴线(Xr)进行旋转的旋转驱动器(57);使销部件(11)以及肩部件(12)分别沿轴线(Xr)进行进退移动的进退驱动器(53),肩部件(12)的前端部(120)被形成为锥状。