
冲孔铝板的加工装置及加工方法.pdf

努力****妙风

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冲孔铝板的加工装置及加工方法.pdf
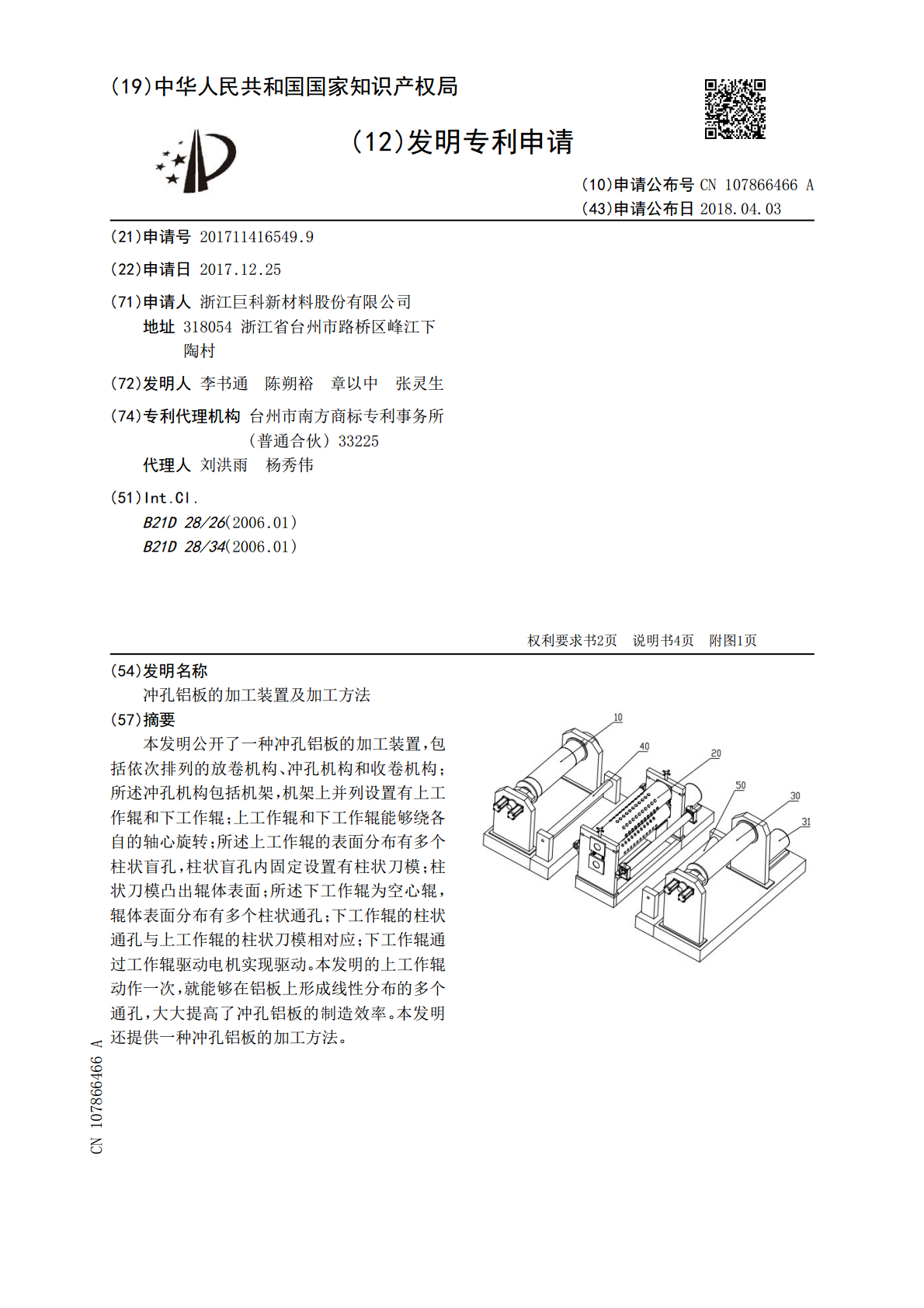
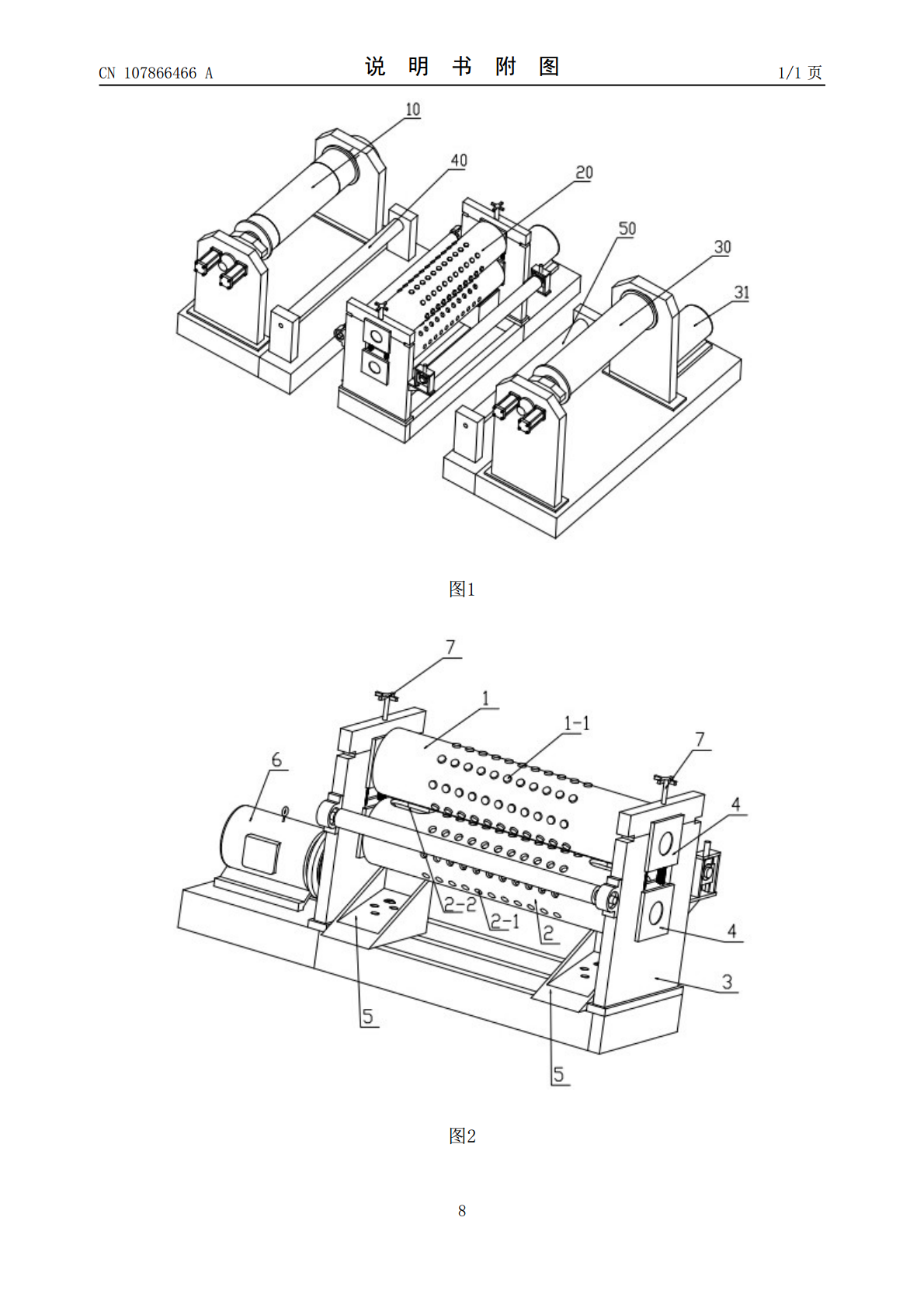
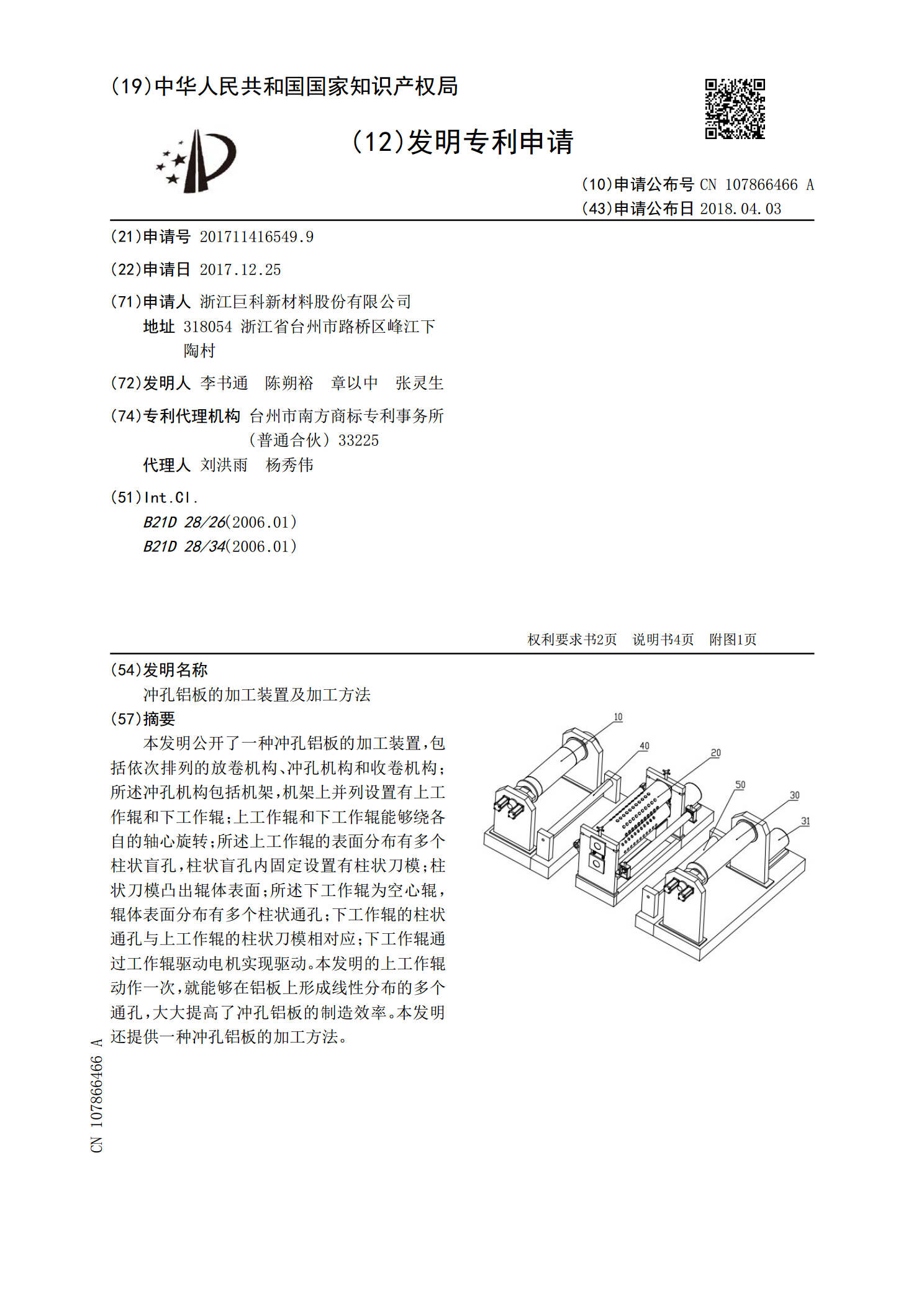
本发明公开了一种冲孔铝板的加工装置,包括依次排列的放卷机构、冲孔机构和收卷机构;所述冲孔机构包括机架,机架上并列设置有上工作辊和下工作辊;上工作辊和下工作辊能够绕各自的轴心旋转;所述上工作辊的表面分布有多个柱状盲孔,柱状盲孔内固定设置有柱状刀模;柱状刀模凸出辊体表面;所述下工作辊为空心辊,辊体表面分布有多个柱状通孔;下工作辊的柱状通孔与上工作辊的柱状刀模相对应;下工作辊通过工作辊驱动电机实现驱动。本发明的上工作辊动作一次,就能够在铝板上形成线性分布的多个通孔,大大提高了冲孔铝板的制造效率。本发明还提供一种

铝板倒角孔加工方法及装置.pdf
本发明涉及一种倒角孔加工方法及装置,其加工特点是:首先通过冲压组件将待加工产品的外形冲出,将需加工的孔冲出。然后,通过预切组件将待加工产品表面需倒角的区域进行保护膜预切口。最后,通过钻孔组件对待加工产品需倒角的区域进行倒角加工,同时去除保护膜。同时提供一铝板倒角孔加工装置,包括有加工平台,该加工平台上方对应位置处分布有冲压组件与钻孔组件;所述冲压组件的工作区域内设置有预切组件。由此,可以彻底切除倒角孔周边的保护膜,螺丝打入时,不会出现残留保护膜容易进入倒角孔内的状况,确保机构连接紧密。并且采用本发明后,切

航空铝板类零件多面加工的装置及加工方法.pdf
本发明涉及航空铝板类零件多面加工的装置,它包括工作台(1)、转台座A(2)、转台座B(3)、伸缩气缸(4)、伸缩夹紧头(5)和固定夹紧头(6),工作台(1)水平设置,转台座A(2)和转台座B(3)对称地固定在工作台(1)上方,转台座A(2)和转台座B(3)的内侧沿径向分别开设有多条T形槽(7),伸缩气缸(4)安装于转台座A(2)的外侧,伸缩气缸(4)的输出端与伸缩夹紧头(5)相连;采用该装置的加工方法包括以下步骤:S1、装夹待加工工件(8);S2、拉紧待加工工件(8);S3、分面加工。本发明的优点在于:成

铝板表面加工装置.pdf
本发明公开了一种铝板表面加工装置,包括机座,所述机座上设置有工作台及驱动部,还包括两个主带轮,且两个主带轮上绕制有磨削带,还包括副带轮、弹簧、形变调节部及第二带轮杆,副带轮的侧面与磨削带的侧面相接触,副带轮与主带轮的轴线平行,副带轮距工作台的距离近于主带轮距工作台的距离,弹簧的轴线与工作台的台面相交;所述第一带轮杆上还设置有调节槽,调节槽中设置有压缩弹簧,副带轮不止一个,还包括用于限定各个副带轮相对位置的导向块及联动杆。本发明可削弱拉丝设备工作对人工实时操控的依赖,适用于对表面质量差的铝板进行拉丝加工,加
载带用冲孔装置及其加工方法.pdf
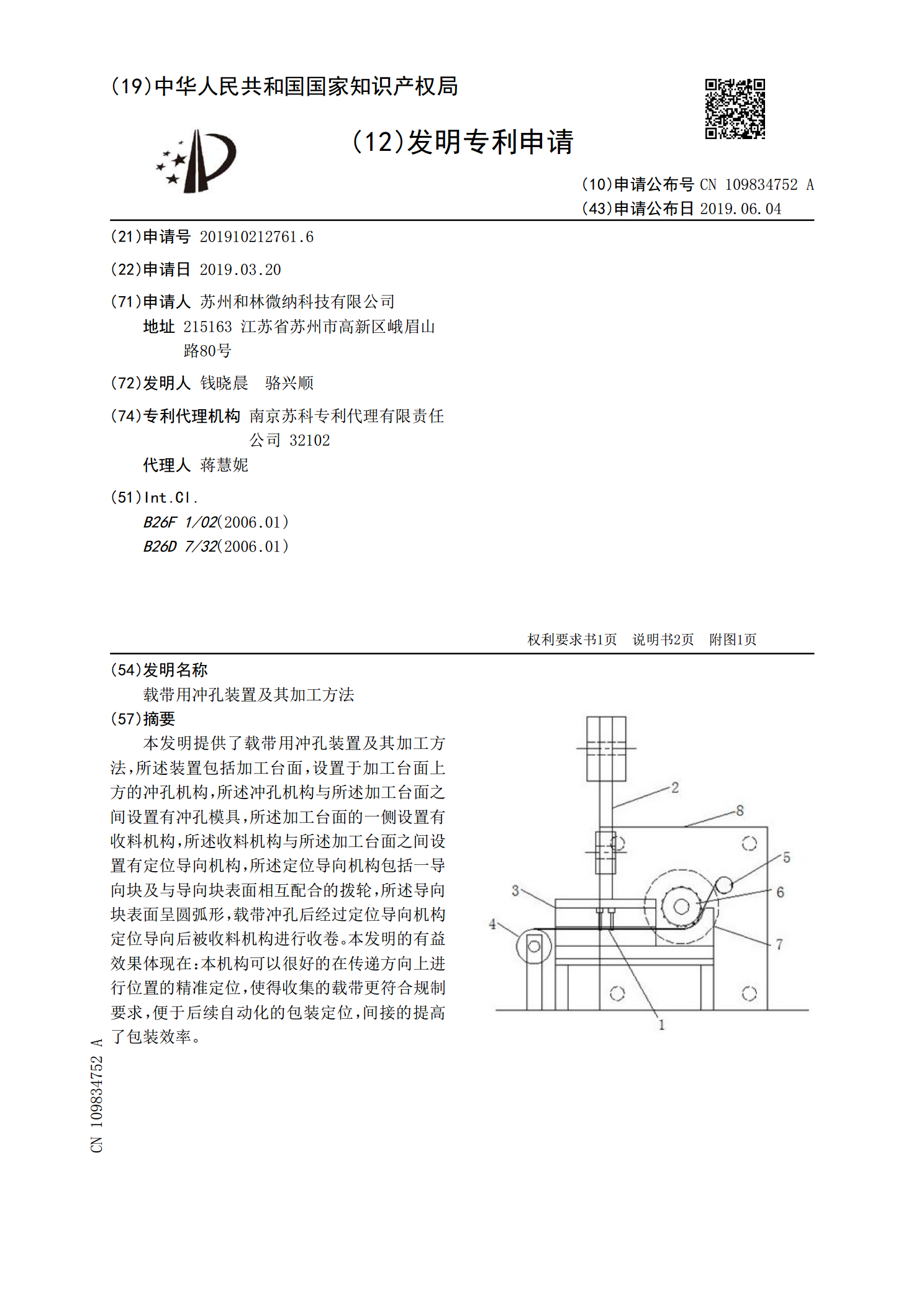
本发明提供了载带用冲孔装置及其加工方法,所述装置包括加工台面,设置于加工台面上方的冲孔机构,所述冲孔机构与所述加工台面之间设置有冲孔模具,所述加工台面的一侧设置有收料机构,所述收料机构与所述加工台面之间设置有定位导向机构,所述定位导向机构包括一导向块及与导向块表面相互配合的拨轮,所述导向块表面呈圆弧形,载带冲孔后经过定位导向机构定位导向后被收料机构进行收卷。本发明的有益效果体现在:本机构可以很好的在传递方向上进行位置的精准定位,使得收集的载带更符合规制要求,便于后续自动化的包装定位,间接的提高了包装效率。