
一种连续退火工艺生产高强塑积汽车用钢板的方法.pdf

努力****星驰


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火工艺生产高强塑积汽车用钢板的方法.pdf
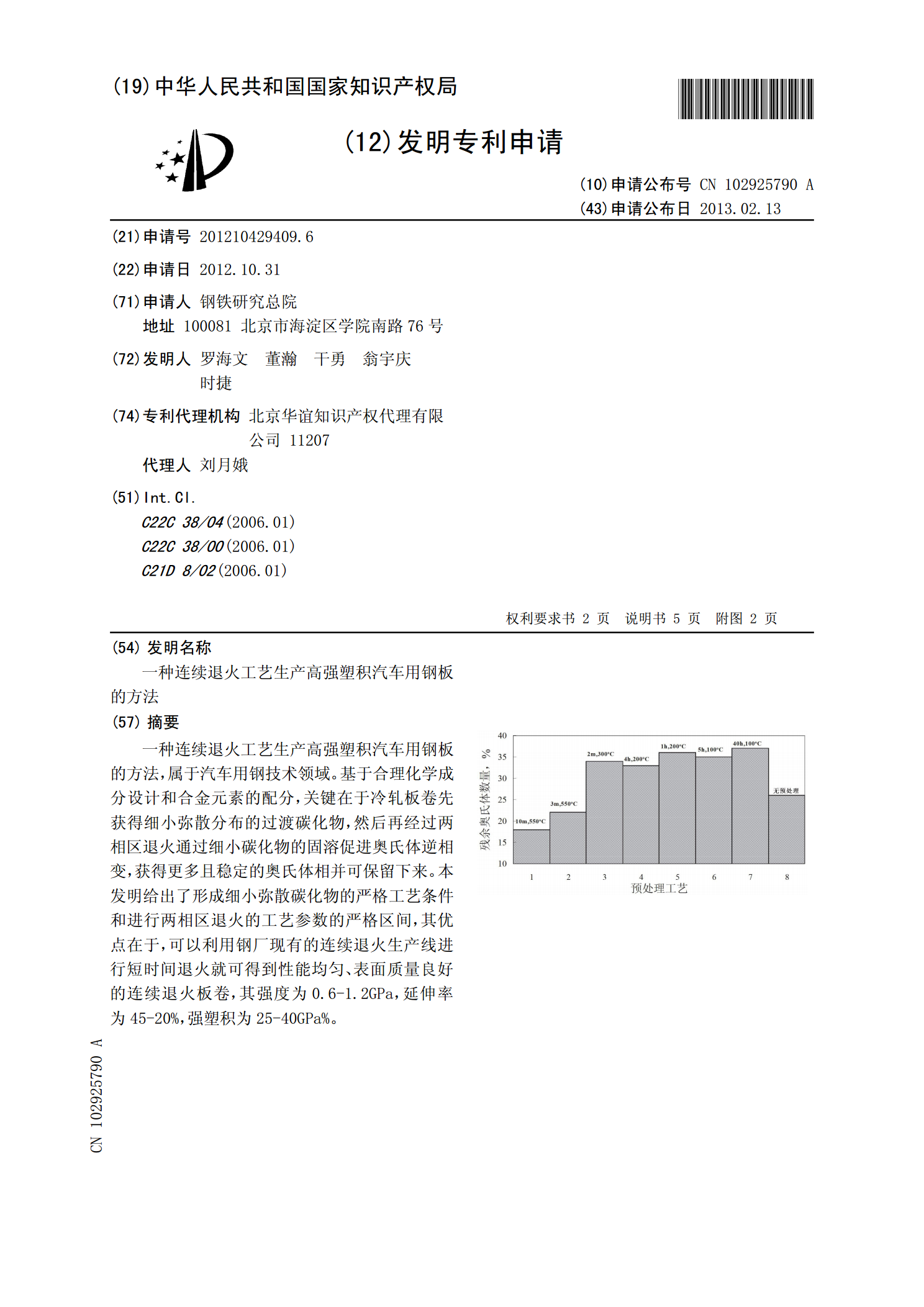
一种连续退火工艺生产高强塑积汽车用钢板的方法,属于汽车用钢技术领域。基于合理化学成分设计和合金元素的配分,关键在于冷轧板卷先获得细小弥散分布的过渡碳化物,然后再经过两相区退火通过细小碳化物的固溶促进奥氏体逆相变,获得更多且稳定的奥氏体相并可保留下来。本发明给出了形成细小弥散碳化物的严格工艺条件和进行两相区退火的工艺参数的严格区间,其优点在于,可以利用钢厂现有的连续退火生产线进行短时间退火就可得到性能均匀、表面质量良好的连续退火板卷,其强度为0.6-1.2GPa,延伸率为45-20%,强塑积为25-40GP

AHSS汽车钢板用高强度钢的连续退火工艺研究.docx
AHSS汽车钢板用高强度钢的连续退火工艺研究随着汽车行业的不断发展,人们对汽车的要求越来越高,除了安全性和舒适度外,车辆的轻量化和燃油经济性也成为了车辆设计中的重要指标。因此,汽车行业对高强度钢材的需求越来越大。随着高强度钢的应用不断扩大,钢材制造商在生产过程中也不断探索新的技术来提高产品质量和生产效率。连续退火工艺就是其中之一。AHSS(先进高强度钢)是一种特殊的高强度钢,其强度比传统的钢更高,同时仍然具有良好的冲击性和变形能力。这种钢材广泛用于汽车制造中,以减轻车身重量,提高耐撞性和改善燃油经济性。然
一种防止汽车用冷轧高强钢板连续退火时表面氧化的方法.pdf
本发明涉及一种防止汽车用冷轧高强钢板连续退火时表面氧化的方法,包括:(1)控制连续退火炉内的退火气氛;(2)调整风机载荷;(3)连续退火炉内各段退火温度的控制;(4)钢板运行速度的控制;(5)露点的控制;(6)快冷段的控制;本发明通过优化连退炉内气氛、调整风机载荷、控制连退炉内各区域温度、露点等连退过程相关工艺参数,有效防止了汽车用冷轧高强钢在连退过程中钢板表面发生氧化,由冷轧高强钢表面氧化问题导致的钢卷封闭率率从8%降至0.3%以下。
一种高强塑积冷轧QP钢及其退火工艺和制造方法.pdf
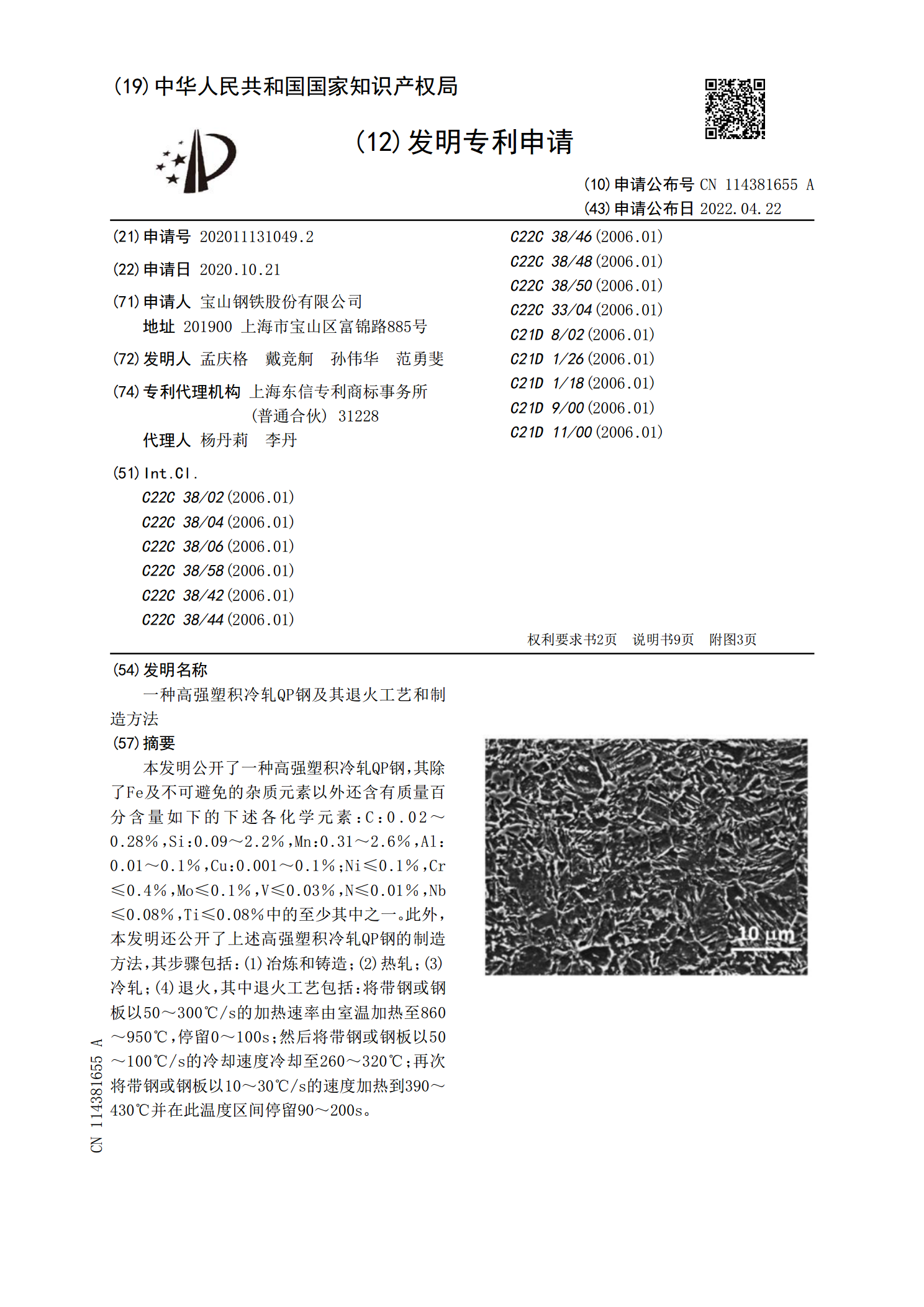
本发明公开了一种高强塑积冷轧QP钢,其除了Fe及不可避免的杂质元素以外还含有质量百分含量如下的下述各化学元素:C:0.02~0.28%,Si:0.09~2.2%,Mn:0.31~2.6%,Al:0.01~0.1%,Cu:0.001~0.1%;Ni≤0.1%,Cr≤0.4%,Mo≤0.1%,V≤0.03%,N≤0.01%,Nb≤0.08%,Ti≤0.08%中的至少其中之一。此外,本发明还公开了上述高强塑积冷轧QP钢的制造方法,其步骤包括:(1)冶炼和铸造;(2)热轧;(3)冷轧;(4)退火,其中退火工艺包括
一种高强塑积TRIP钢板及其制备方法.pdf
本发明公开一种高强塑积TRIP钢板,C:0.08%~0.5%、Si:0.4%~2.0%、Mn:3%~8%、P:≤0.10%、S:≤0.02%、Al:0.02%~4%、N:≤0.01%、Nb:0~0.5%、V:0~0.5%、Ti:0~0.5%、Cr:0~2%、Mo:0~1%,以及剩余部分由Fe和不可避免的杂质组成;显微组织中马氏体以面积率计30%~90%,奥氏体以体积率计5%~30%,其余为少量铁素体和渗碳体。热轧加热温度:1100~1250℃,保温时间≥2h,开轧温度≥1100℃,终轧温度850~950℃