
大厚板双面双窄间隙不清根焊接方法.pdf

努力****幻翠

1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

大厚板双面双窄间隙不清根焊接方法.pdf
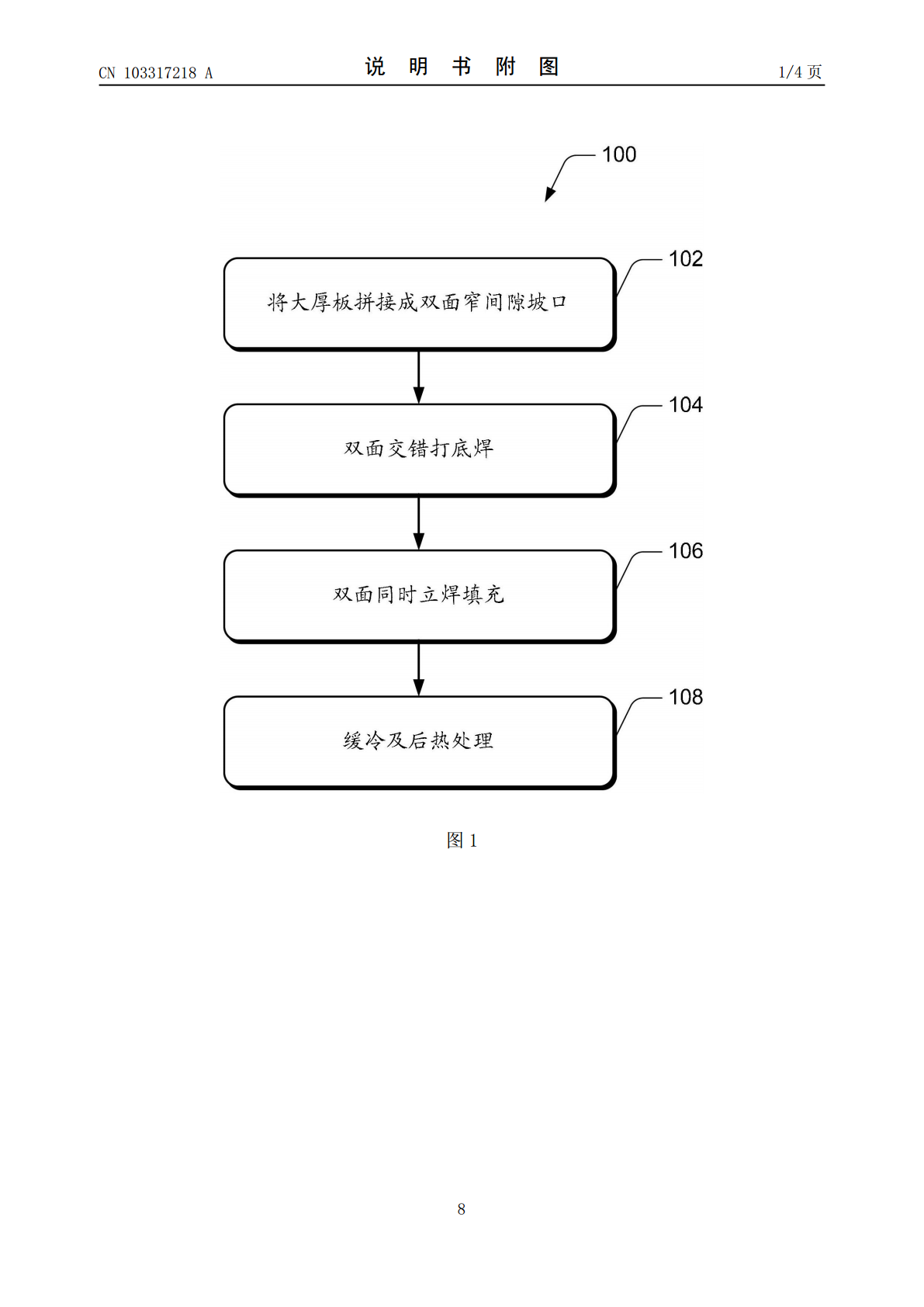
本发明揭示了一种大厚板双面双窄间隙不清根焊接方法,包括:将大厚板拼接成双面窄间隙坡口,坡口角度为0°~1°,坡口根部钝边为2mm~4mm,坡口间隙为10mm~20mm;双面交错打底焊,第一焊枪和第二焊枪在双面前后交叉,第一焊枪和第二焊枪的焊接电弧间距f为20mm~50mm;双面同时立焊填充,第一焊枪和第二焊枪在前后双面同时同步焊接,同时进行双面填充;缓冷及后热处理;在双面交错打底焊和双面同时立焊填充过程中,第一焊枪和第二焊枪的枪头摆动,控制摆动宽度和侧壁停留时间以保证侧壁熔合良好,控制焊接速度和焊接参数以
厚板窄间隙激光-TIG复合填丝焊接装置及方法.pdf
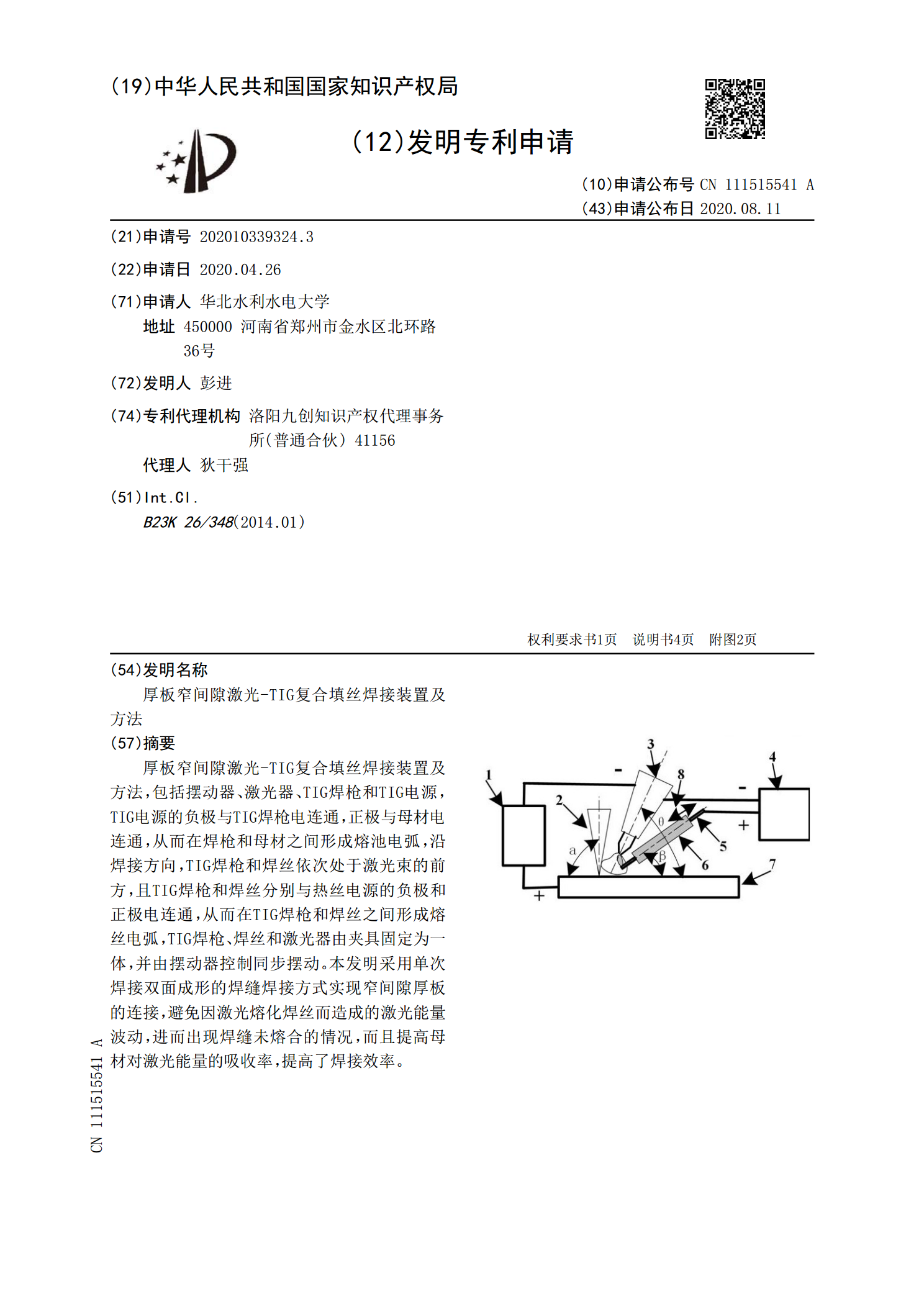
厚板窄间隙激光‑TIG复合填丝焊接装置及方法,包括摆动器、激光器、TIG焊枪和TIG电源,TIG电源的负极与TIG焊枪电连通,正极与母材电连通,从而在焊枪和母材之间形成熔池电弧,沿焊接方向,TIG焊枪和焊丝依次处于激光束的前方,且TIG焊枪和焊丝分别与热丝电源的负极和正极电连通,从而在TIG焊枪和焊丝之间形成熔丝电弧,TIG焊枪、焊丝和激光器由夹具固定为一体,并由摆动器控制同步摆动。本发明采用单次焊接双面成形的焊缝焊接方式实现窄间隙厚板的连接,避免因激光熔化焊丝而造成的激光能量波动,进而出现焊缝未熔合的情

一种面向厚板的窄间隙多道激光焊接方法.pdf
本发明公开了一种面向厚板的激光焊接方法,在厚板上预留间隙或者预开一个带钝边的坡口,采用激光自熔焊在焊缝处焊一道进行打底,再进行激光填丝焊,焊丝与激光束保持15°~75°夹角,焊丝从激光束前方伸入坡口间隙中,当填丝焊无法填充满坡口间隙时,最后进行激光-GMAW复合焊,完成厚板的焊接;所述预留间隙值均小于等于0.5mm,用于填丝焊的预开坡口宽度小于等于2.5mm,用于复合焊的预开坡口宽度小于等于10mm。本发明要解决厚板高效率高质量焊接问题,从而获得焊接变形小,间隙桥接能力强的优质和高效的厚板焊接接头。

一种基于啃削辅助的厚板窄间隙焊接方法.pdf
本发明公开了一种基于啃削辅助的厚板窄间隙焊接方法,其包括如下步骤:步骤一,将两个待焊母材对接装夹于加热台上,两个待焊母材的待焊面之间留有装配间隙,该装配间隙内预置有半固态特性的钎料;步骤二,调整搅拌针的端部中心置于装配间隙中心线处,所述搅拌针为锥度台阶状、锥度螺纹状或锥度台阶螺纹状,所述搅拌针端部的直径大于装配间隙的宽度,调节焊接温度使钎料处于半固态状态,半固态钎料的固相分数为10~60%,设定焊接工艺参数,搅拌针下压到目标深度,然后沿焊接方向移动,在搅拌焊料的同时对待焊母材进行啃削,直至完成焊接。其能够
一种窄间隙激光-双弧双丝复合焊接方法.pdf
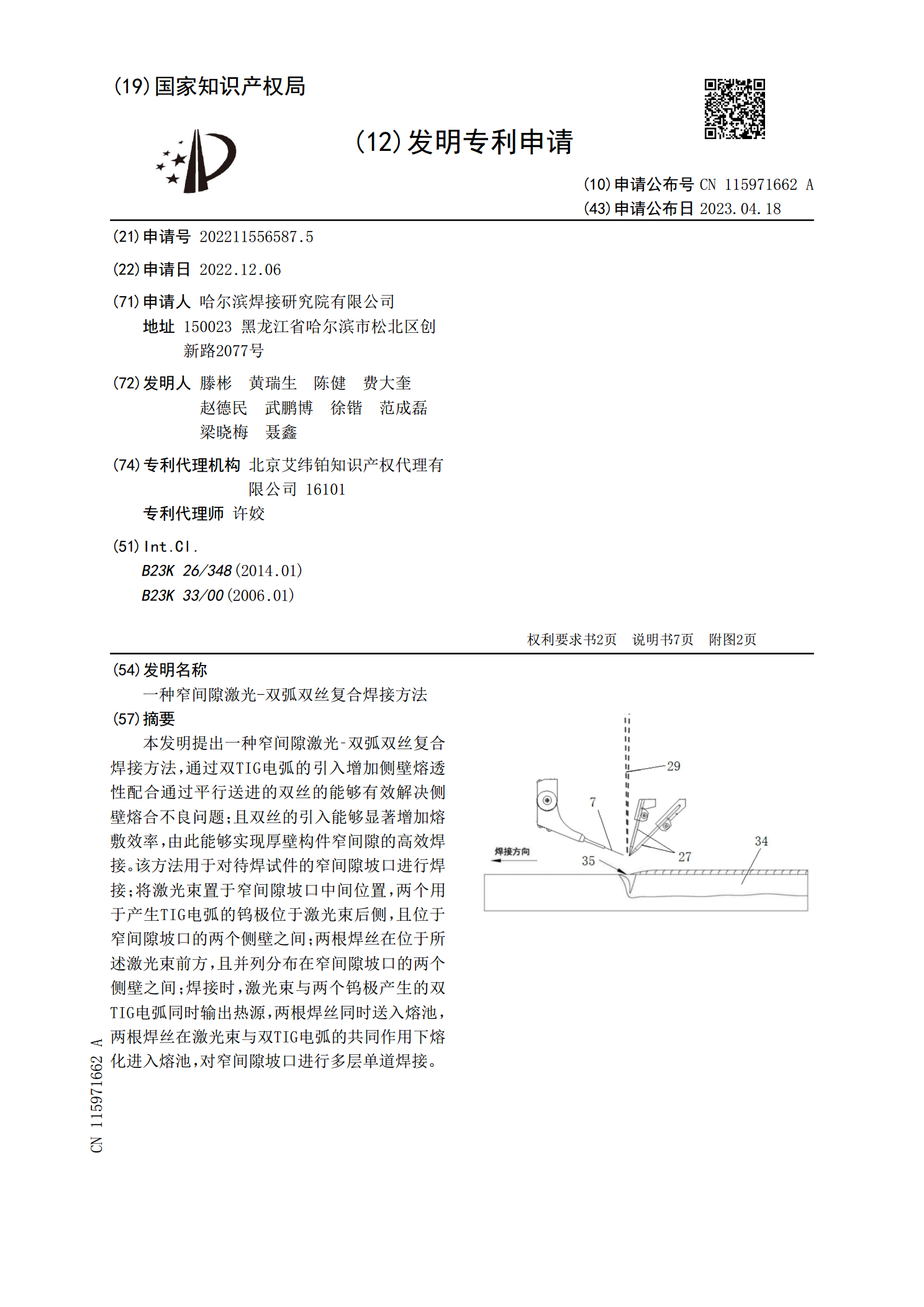
本发明提出一种窄间隙激光‑双弧双丝复合焊接方法,通过双TIG电弧的引入增加侧壁熔透性配合通过平行送进的双丝的能够有效解决侧壁熔合不良问题;且双丝的引入能够显著增加熔敷效率,由此能够实现厚壁构件窄间隙的高效焊接。该方法用于对待焊试件的窄间隙坡口进行焊接;将激光束置于窄间隙坡口中间位置,两个用于产生TIG电弧的钨极位于激光束后侧,且位于窄间隙坡口的两个侧壁之间;两根焊丝在位于所述激光束前方,且并列分布在窄间隙坡口的两个侧壁之间;焊接时,激光束与两个钨极产生的双TIG电弧同时输出热源,两根焊丝同时送入熔池,两根