
一种基于啃削辅助的厚板窄间隙焊接方法.pdf

代瑶****zy


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于啃削辅助的厚板窄间隙焊接方法.pdf
本发明公开了一种基于啃削辅助的厚板窄间隙焊接方法,其包括如下步骤:步骤一,将两个待焊母材对接装夹于加热台上,两个待焊母材的待焊面之间留有装配间隙,该装配间隙内预置有半固态特性的钎料;步骤二,调整搅拌针的端部中心置于装配间隙中心线处,所述搅拌针为锥度台阶状、锥度螺纹状或锥度台阶螺纹状,所述搅拌针端部的直径大于装配间隙的宽度,调节焊接温度使钎料处于半固态状态,半固态钎料的固相分数为10~60%,设定焊接工艺参数,搅拌针下压到目标深度,然后沿焊接方向移动,在搅拌焊料的同时对待焊母材进行啃削,直至完成焊接。其能够

一种面向厚板的窄间隙多道激光焊接方法.pdf
本发明公开了一种面向厚板的激光焊接方法,在厚板上预留间隙或者预开一个带钝边的坡口,采用激光自熔焊在焊缝处焊一道进行打底,再进行激光填丝焊,焊丝与激光束保持15°~75°夹角,焊丝从激光束前方伸入坡口间隙中,当填丝焊无法填充满坡口间隙时,最后进行激光-GMAW复合焊,完成厚板的焊接;所述预留间隙值均小于等于0.5mm,用于填丝焊的预开坡口宽度小于等于2.5mm,用于复合焊的预开坡口宽度小于等于10mm。本发明要解决厚板高效率高质量焊接问题,从而获得焊接变形小,间隙桥接能力强的优质和高效的厚板焊接接头。

厚板窄间隙焊接新工艺.docx
厚板窄间隙焊接新工艺厚板窄间隙焊接新工艺摘要:厚板窄间隙焊接是一种高效、经济、环保的焊接方法,广泛应用于船舶、桥梁、石油化工等工业领域。本文介绍了厚板窄间隙焊接的原理、特点、应用及发展趋势,并分析了该工艺在提高焊接质量、减少资源消耗、降低生产成本等方面的优势。第一章引言随着工业的发展,对焊接质量、效率和成本的要求越来越高。传统的焊接方法在焊接厚板时存在着许多问题,如焊接速度慢、焊缝质量差、资源浪费等。因此,研究开发一种能够满足工业需求的新型焊接工艺显得非常重要。第二章厚板窄间隙焊接的原理厚板窄间隙焊接是一
交替超声场辅助窄间隙焊接方法.pdf
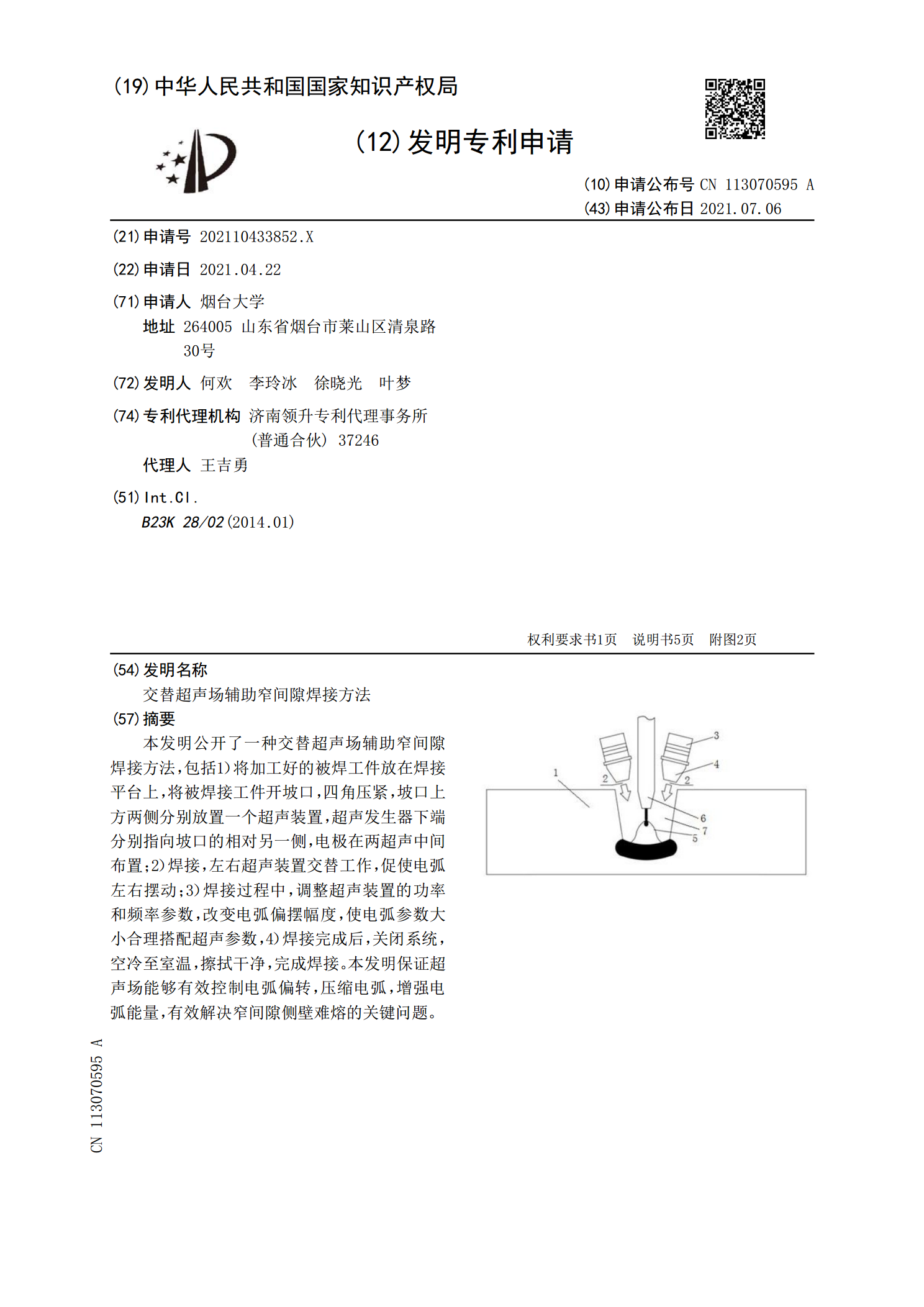
本发明公开了一种交替超声场辅助窄间隙焊接方法,包括1)将加工好的被焊工件放在焊接平台上,将被焊接工件开坡口,四角压紧,坡口上方两侧分别放置一个超声装置,超声发生器下端分别指向坡口的相对另一侧,电极在两超声中间布置;2)焊接,左右超声装置交替工作,促使电弧左右摆动;3)焊接过程中,调整超声装置的功率和频率参数,改变电弧偏摆幅度,使电弧参数大小合理搭配超声参数,4)焊接完成后,关闭系统,空冷至室温,擦拭干净,完成焊接。本发明保证超声场能够有效控制电弧偏转,压缩电弧,增强电弧能量,有效解决窄间隙侧壁难熔的关键问

厚板窄间隙激光多层焊接技术进展.docx
厚板窄间隙激光多层焊接技术进展随着现代工业的发展,厚板焊接技术在许多领域都得到广泛的应用。但是厚板焊接存在焊缝成形、热影响区域(HAZ)变形、下垂等问题。激光多层焊接技术可以有效地解决这些问题,成为当前焊接技术的重要研究方向。其中,厚板窄间隙激光多层焊接技术是最为实用的技术之一。本文就厚板窄间隙激光多层焊接技术的研究进展进行探讨。一、厚板窄间隙激光多层焊接技术的优点1.优良的焊接性能和高效率厚板窄间隙激光多层焊接技术在保证焊接质量的同时,还可以达到高效率的目的。激光作为一种高能量密度的能源,可以快速融化和